Известна угловая головка к экструдеру, содержащая снабженный каналом для подвода расплава полимера корпус, внутри которого расположен дорн с проточкой на его наружной поверхности, образующей распределительный коллекторный канал, ось которого наклонена к оси головки.
С целью устранения застойных зон в коллекторном канале на поверхности дорна со стороны, противоположной канал для подвода расплава полимера, выполнен обтекаемый выступ.
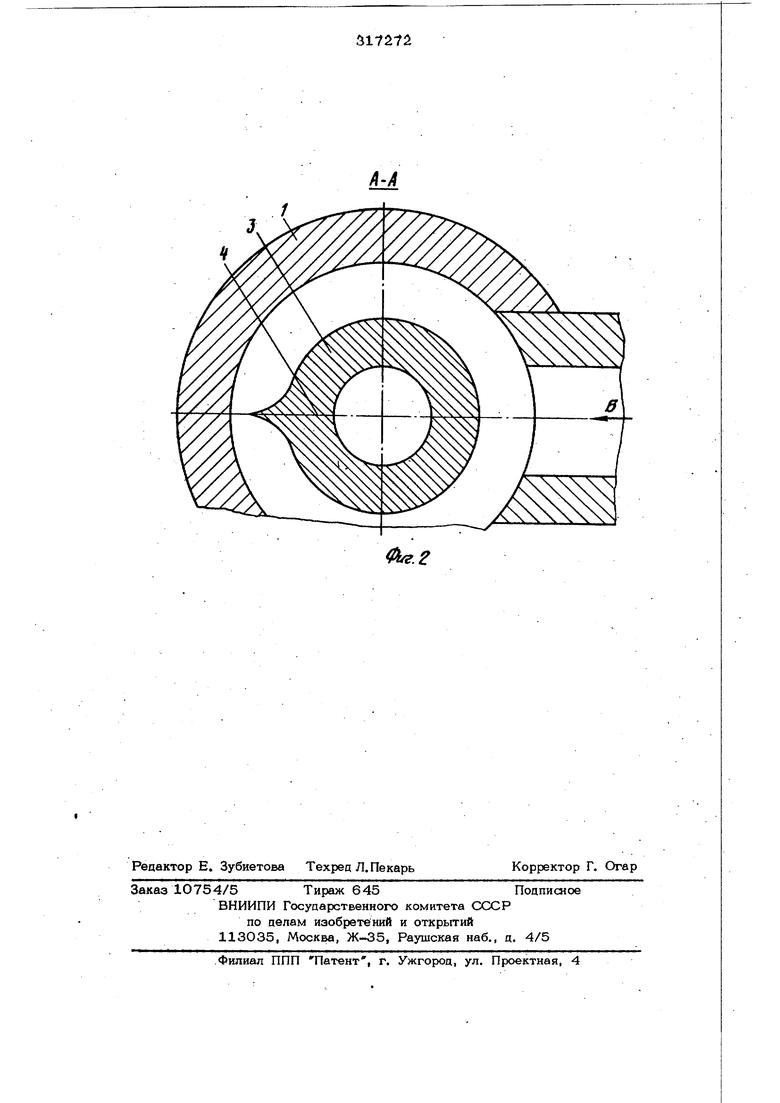
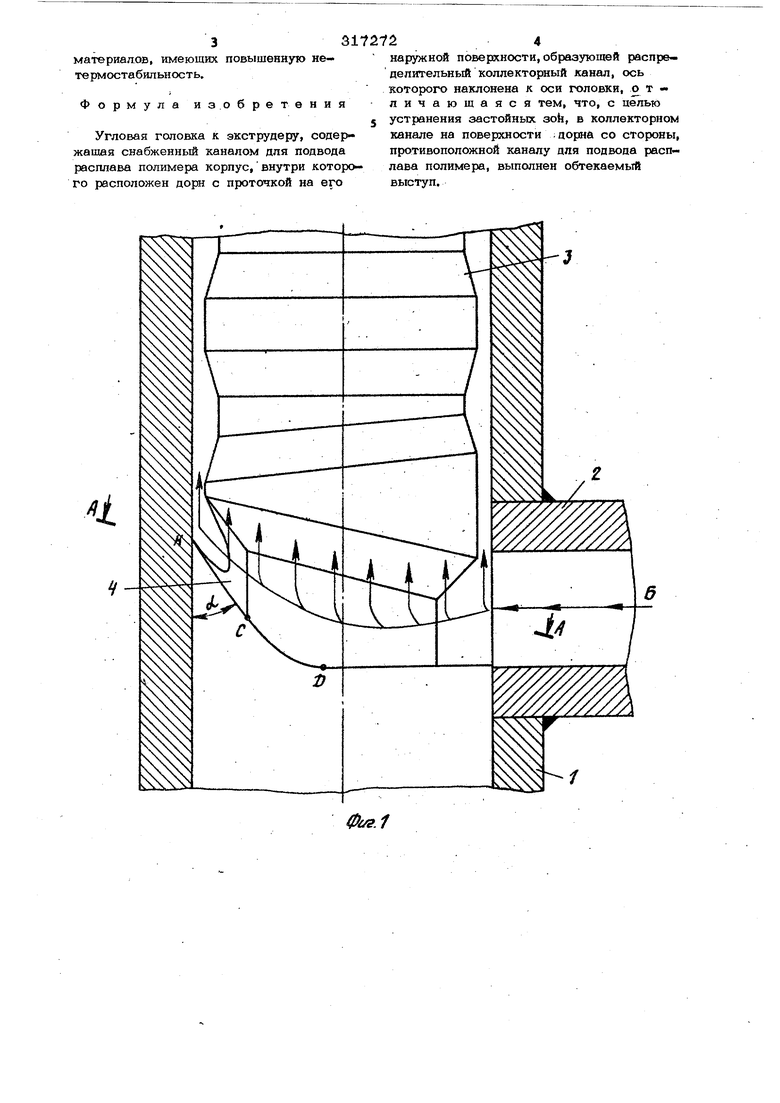
На фиг. 1 показана головка, продольное сечение в месте расположения колле торного канала и канала для подвода расплава полимера; на фиг. 2 - сечение А-А на фиг. 1 (в месте расположения обтекаемого выступа, вьшолнённого на поверхности дорна).
Угловая головка включает корпус 1
части которого вьшолнен коллекторный канал. Ось последнего от входа в годовку до точки D перпендикулярна оси головки, а затем искривляется, образуя угол сСв месте встречи со стенкой корпуса 1. На поверхности дорна выполнен обтекаемый выступ 4 (см. фиг. 2).
Подаваемый материал, поступающий в головку, обтекает дорн и одновременно запитывает расположенные выше кольцевые каналы головки (см. фиг. 1), что схематически изображено стрелк ли. Вначале материал, обтекающий дорн, перемещается в плоскости, перпендикулярной оси дорна. Затем, постепенно изменяя направление течения, достигает точки С и обтекает выступ 4, не образуя застой ной зоны в этой точке. В этой части канала головки траектории частиц материала расположены под углом об к вертикальной оси головки, что обеспечивает устранение застойной зоны в точке К и делает ее пригодной для переработки
материалов, имеющих повышенную кете рмостабильность.
Формула изобретения
Угловая головка к экструдеру, содержащая снабженный каналом для подвода расплава полимера корпус, внутри которого расположен дорн с проточкой на его
наружной поверхности, образующей распределительный коллекторный канал, ось которого наклонена к оси головки, отличающаяся тем, что, с целые устранения застойных зой, в коллекторном канале на поверхности ; дорна со стороны, противоположной каналу для подвода расплава полимерй, выполнен обтекаемый выступ.
.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Формующая головка к экструдеру для изготовления армированных труб из термопластов | 1968 |
|
SU317271A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБ | 1997 |
|
RU2140359C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО МЕБЕЛЬНОГО ПОЛОЗКА | 1999 |
|
RU2180287C2 |
| Экструзионная головка | 1973 |
|
SU479651A1 |
| Угловая экструзионная головка дляизгОТОВлЕНия цилиНдРичЕСКиХ издЕлийиз пОлиМЕРНыХ МАТЕРиАлОВ | 1976 |
|
SU844359A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА И УСТРОЙСТВО ДЛЯ СМЕЩЕНИЯ И ФИКСАЦИИ ДОРНА | 2000 |
|
RU2197383C2 |
| Формующая угловая головка для изготовления изделий из пластмасс | 1982 |
|
SU1109314A2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2021135C1 |
| Формующая угловая головка для изготовления изделий из пластмасс | 1980 |
|
SU927529A1 |
| Головка экструдера для изготовления рукавной полимерной пленки | 1976 |
|
SU655559A1 |