Известны устройства для обработки деталей, имеющие самостоятельный привод и устанавливаемые на работающий станок, в которых инструмент соверщает вибрационные движения, синхронные с подачей станка, от объем ГЮГО кулачка эксцентрического црофиля через гидроусилитель.
Описываемая каретка позволяет обрабатывать вибрирующим инструментом фасонную поверхность так, что вибрации инструмента совпадают с направлением касательной в любой точке профиля. С этой целью описываемая каретка выполнена в виде копирующего заданный фасонный профиль детали следящего гидравлического устройства, снабженного гндроцилиндром, поршень которого закреплен на суппорте станка и который гидравлически связатг с механизмом установки дополнительного кчлачка понеречит тх вибраций. Причем оба кулачка расноложены на ней перпендикулярно, д.ля совпадения вибраций резца с направлением результирующей подачи станка.
Механизм устаиовки дополнительного кулачка поперечных вибраций выполнен в виде связанного с упомянутылт гидроцилиндром через дроссельиое устройство исполнительного гидроцилиндра, поршень которого кинематически связан с кулачком поперечных вибраций.
В целях синхронизации движения кулачки получают вращеиие от общего привода.
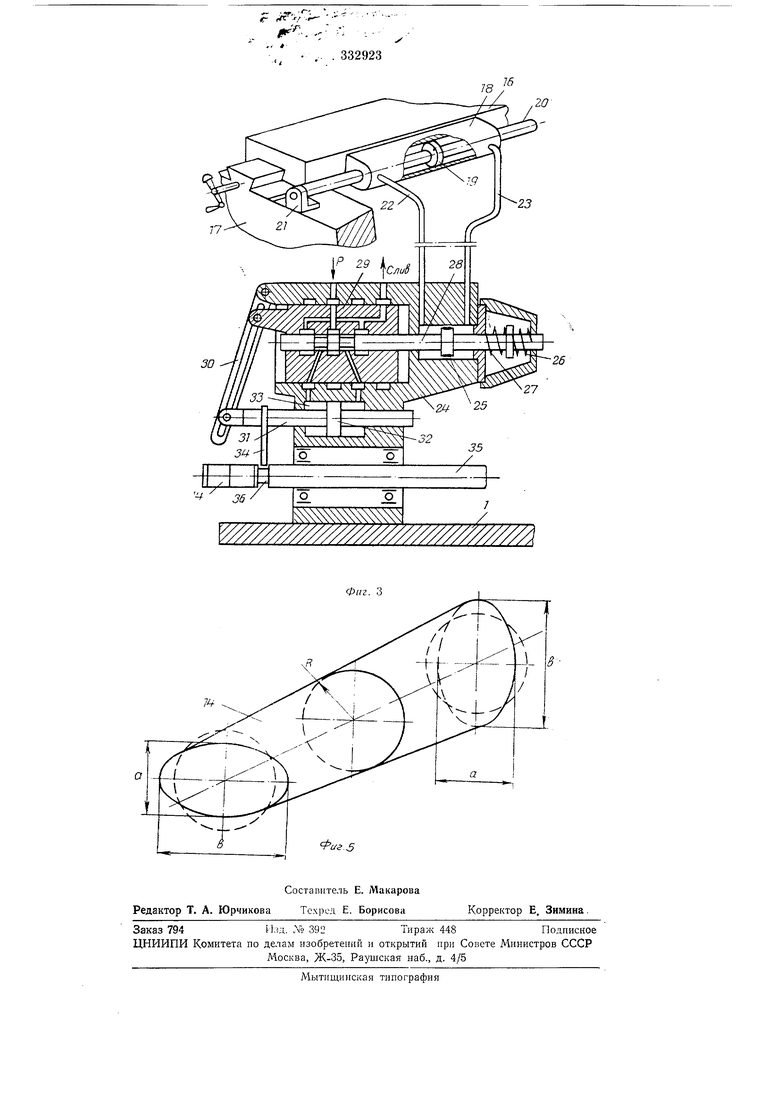
Для обеспечения одинаковой фазы вращения нрофили кулачков выполнены идентичными. Причем профиль кулачка поперечных вибраи.и11 дополнен участком эксцентрического профиля и выполнен, например, в виде объемного тела с цилиндрической средней частью и с эллиптическими концами, профили которых представляют собой эллипсы, повернутые по отношению один к другому на 90°.
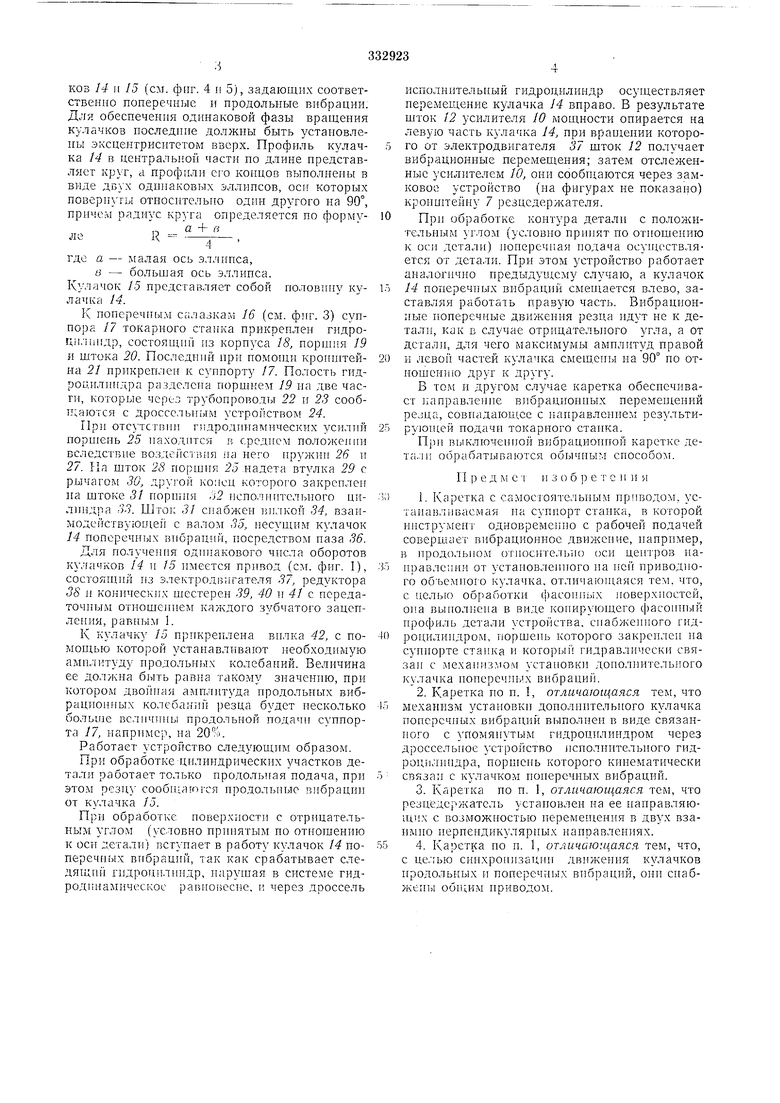
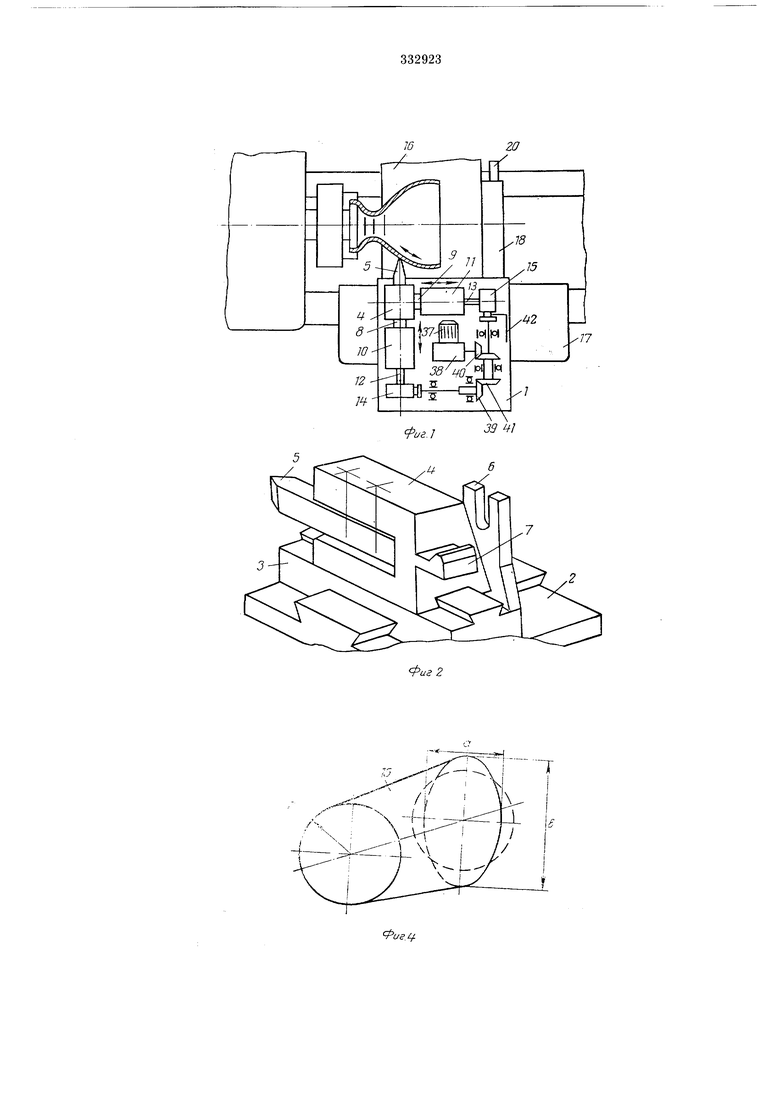
На фиг. 1 изображена предлагаемая каретка, общий вид; на фиг. 2- вид иа резцедержатель с резцом; на фиг. 3- схема следящей системы; на фиг. 4- кулачок продольных вибраций; на фиг. 5- кулачок поперечных вибраций.
На плите / смонтировано основание 2, в направляющие которого установлены салазки 3, также снабженные направляюн1ими, взаимно церпендикулярнымн направляющим основания 2. Салазки 5 несут резцедержатель 4 с резцом 5.
Салазки 3 и резцедержатель снабжены соответственно кронштейнамн 6 и 7 для соединения со щтоками 8 и 9 гидравлических усилителей / и 11 мощности, штоки 12 и 13 цилиндров которых находятся в постоянном контакте с поверхностями профилированных кулачкоз 14 II /5 (см. фиг. 4 1 5), задающих соответственно поперечные и продольные вибрации. Для обеспечения одинаковой фазы вращения кулачков последпие должны быть установлены экснентриситетом вверх. Профиль кулачка М в центральной части но длине нредставляет крут, а профили его коннов выполнены в виде двух одинаковых эллипсов, оси которых повернуты относительно один другого на 90°, прнмем радиус круга определяется по формуТ-, а + в
R - --Г- где а - малая ось эллипса,
в - больщая ось эллипса. Кулачок 15 представляет собой половину кулачка 14.
К поперечным салазкам 16 (см. фиг. 3) суппора 17 токарного станка прнкреплен гндроцплиидр, состоящий из корпуса 18, поршня 19 и штока 20. Последний нри помоиди кроюитейна 21 прикреплеи к суппорту 17. Полость гндроиилиндра разделена поршнем 19 на две части, которые через трубопроводы 22 и 23 сооби;аются с дроссельным устройством 24.
При отсутствии гидродинамических усилий поршень 25 находится в среднем положении вследствие воздействия иа него нружии 26 и 27. На шток 28 поршня 25 надета втулка 29 с рычагом 3G, другой копей которого закренлен а штоке 31 норнщя 32 исполнительного ниЛ1Н дра 5.. Шток 31 еиабжен вилкой 34, взаимодействуюн1е1 с валом 35, иесущим кулачок 14 поперечных вибраций, носредство г паза 36.
Для получения одинакового чнсла оборотов кулачков 14 и /5 имеется привод (см. фнг. 1), СОСТОЯИ1ИЙ из электродв 1гателя 37, редуктора 3S и конических шестерен 39, 40 н 41 с передаточным отнощеннем каждого зубчатого зацепления, равным 1.
К кулачку llj нрикренлена внлка 42, с помощью которой устанавливают необходимую амнл1туду иродольных колебаний. Велнчнна ее должна быть равна такому значенню, при котором двойная амплитуда продольных вибрационных колебаний резца будет несколько больше величины продольной подачи суппорта 17, например, на 20%.
Работает стройство следующим образом.
При обработке цилиндрических участков детали работает только продольная подача, при этом резцу сообгцагМся продольные вибрацнн от кулачка /5.
При обработке поверхности с отрицательным углом (уеловно прннятым но отношению к оси деталн) вступает в работу кулачок 14 поперечных вибрацнй, так как срабатывает следящий гндроцилнндр, нарушая в системе гидродинамическое равновесие, и через дроссель
исполнительный гидроцнлиндр осугцествляет перемещение кулачка J4 вправо. В результате шток 12 усилителя 10 мощности опирается на левую часть кулачка 14, при вращепии которого от электродвигателя 37 щток 12 получает вибрационные перемещения; затем отслеженные усилителем 10, онн сообндаются через замковое устройство (на фигурах не показано) кронштейну 7 резцедержателя.
При обработке контура детали с положительным углом (условно принят по отношению к оси детали) иоиеречиая иодача ос чцеетвляется от детали. При этом устройство работает аналогично предыдущему случаю, а кулачок
14 поперечных вибраций смещается влево, заставляя работать правую чаеть. Впбрацнонные ионеречные двнження резца идут не к детали, как в случае отрицательного угла, а от дегали, для чего максимумы амплитуд правой
и лево частей кулачка смещ.еиы на 90° но отношению друг к другу.
В том и другом случае каретка обеенечивает направление вибрацпонных перемеи1еипй резца, совпадающ,ее с направлеинем результнрующей подачи токарного станка.
П)Н выключенной вибрацнонпой каретке дета, i и обрабатываются обычным способом.
Г1 р е д м с т и 3 о б р е т е II и я
1. Каретка е самостоятельным нр 1водом, устанавливаемая на суппорт станка, в которой ниструмент одновременно с рабочей подачей совершает вибрационное движение, напрпмер, в продолыю.м относительно оси центров иаправлении от устаиовлениого иа ней приводпого объемного кулачка, отличающаяся тем. что, с нелыо обработки фасонных поверхностей, она выиолиена в виде копирующего фасоишз1Й профиль детали устройства, снабженного гидроцилиидром, поршень которого закреплен иа еуннорте станка н которьп гндравлическн связан с механизмом установки донолиителыюго кулачка нонеречньх внбраний.
2.Каретка но п. , отличающаяся тем, что ме.ханизм установки донолнптельного кулачка
поперечных вибраций выполнен в впде связанного с упомянутым гндроцнлнндром через дроссельное устройство нсполннтельного гидроцилнидра, поршепь которого кннематнческн связат с кулачком нонеречных внбрацнй.
3.Каретка по п. 1, отличающаяся тем, что резцедержатель устаповлен на ее нанравляющнх с возможностью неремепхения в двух взаимно перпендикулярных направлениях.
4. Каретка ио п. 1, отличающаяся тем, что, с целью сиихроиизации движеиня кулачков нродольных н поперечных вибраций, онн снабжены общим нриводом.
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Каретка крупнова | 1972 |
|
SU441108A1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Устройство для бескопирной обработки профильных валов с равноосным контуром | 1978 |
|
SU743793A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| ОТЕКА I | 1972 |
|
SU331845A1 |
| Гидрокопировальный привод | 1979 |
|
SU831539A1 |
| Полуавтоматический токарно-винторезный станок для нарезания замкнутых винтовых нарезок правого и левого направлений | 1959 |
|
SU128724A1 |
| •СЕСОЮЗНАЯ ffATEHTW-TEXl'i-'JECHAH | 1973 |
|
SU381480A1 |
| Устройство для обработки дисков | 1982 |
|
SU1021569A1 |
| Резцедержатель к токарному станку для обточки валов ступенчатого и фасонного профиля | 1956 |
|
SU106524A1 |
. 332923
77
( f fc..
23
28,
