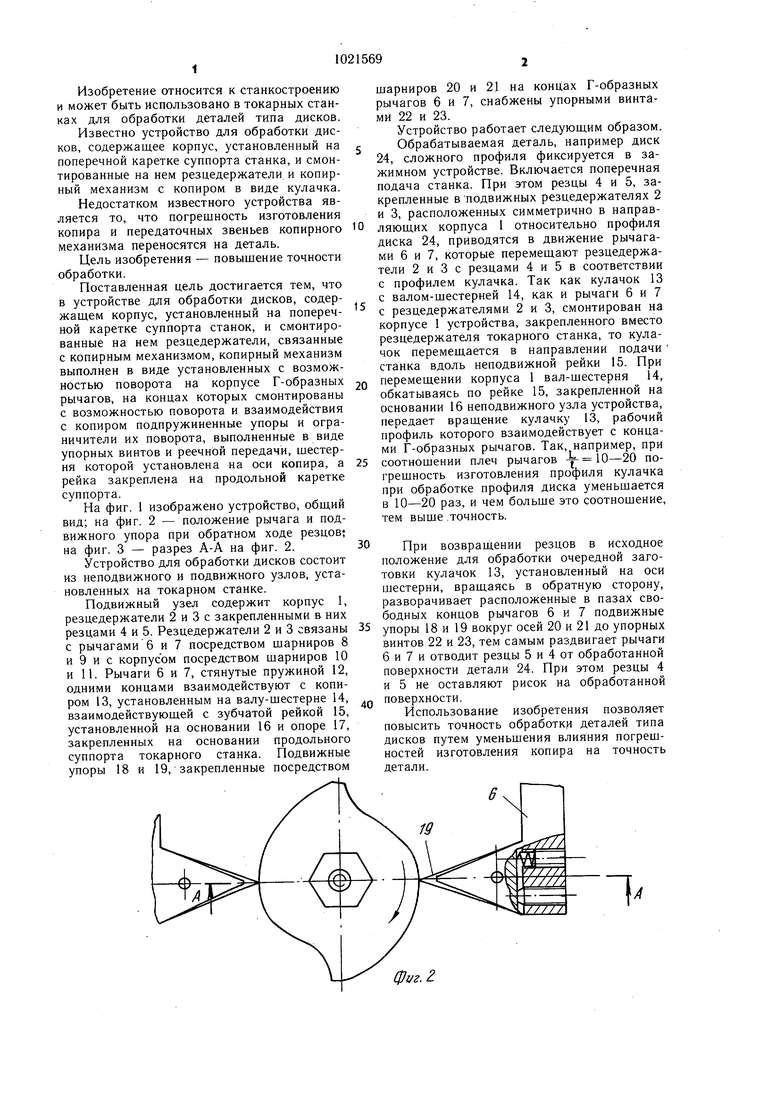
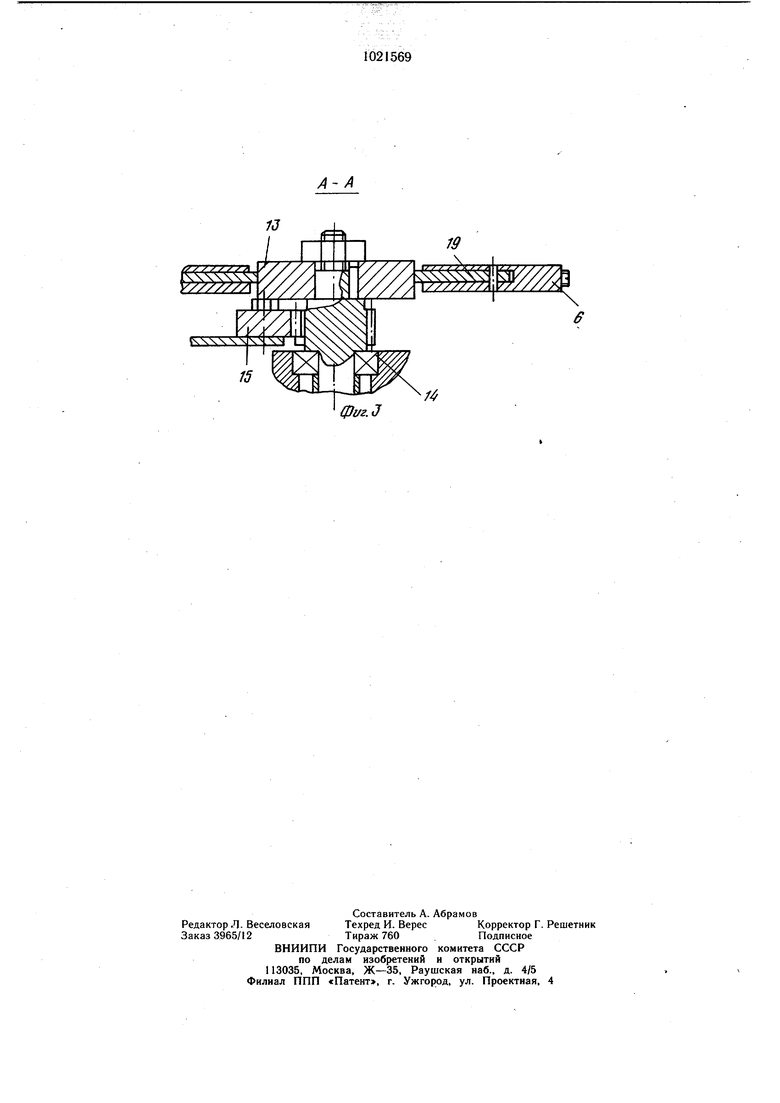
Изобретение относится к станкостроению и может быть использовано в токарных станках для обработки деталей типа дисков. Известно устройство для обработки дисков, содержащее корпус, установленный на поперечной каретке суппорта станка, и смонтированные на нем резцедержатели и копирный механизм с копиром в виде кулачка. Недостатком известного устройства является то, что погрешность изготовления копира и передаточных звеньев копирного механизма переносятся на деталь. Цель изобретения - повышение точности обработки. Поставленная цель достигается тем, что в устройстве для обработки дисков, содержащем корпус, установленный на поперечной каретке суппорта станок, и смонтированные на нем резцедержатели, связанные с копирным механизмом,копирный механизм выполнен в виде установленных с возможностью поворота на корпусе Г-образных рычагов, на концах которых смонтированы с возможностью поворота и взаимодействия с копиром подпружиненные упоры и ограничители их поворота, выполненные в виде упорных винтов и реечной передачи, шестерня которой установлена на оси копира, а рейка закреплена на продольной каретке суппорта. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - положение рычага и подвижного упора при обратном ходе резцов; на фиг. 3 - разрез А-А на фиг. 2. Устройство для обработки дисков состоит из неподвижного и подвижного узлов, установленных на токарном станке. Подвижный узел содержит корпус 1, резцедержатели 2 и 3 с закрепленными в них резцами 4 и 5. Резцедержатели 2 и 3 связаны с рычагами 6 и 7 посредством шарниров 8 и 9 и с корпусом посредством шарниров 10 и 11. Рычаги 6 и 7, стянутые пружиной 12, одними концами взаимодействуют с копиром 13, установленным на валу-шестерне 14, взаимодействующей с зубчатой рейкой 15, установленной на основании 16 и опоре 17, закрепленных на основании продольного суппорта токарного станка. Подвижные упоры 18 и 19, закрепленные посредством шарниров 20 и 21 на конЦах Г-образных рычагов 6 и 7, снабжены упорными винтами 22 и 23. Устройство работает следующим образом. Обрабатываемая деталь, например диск 24, сложного профиля фиксируется в зажимном устройстве. Включается поперечная подача станка. При этом резцы 4 и 5, закрепленные в подвижных резцедержателях 2 и 3, расположенных симметрично в направляющих корпуса 1 относительно профиля диска 24, приводятся в движение рычагами 6 и 7, которые перемещают резцедержатели 2 и 3 с резцами 4 и 5 в соответствии с профилем кулачка. Так как кулачок 13 с валом-шестерней 14, как и рычаги 6 и 7 с резцедержателями 2 и 3, смонтирован на корпусе 1 устройства, закрепленного вместо резцедержателя токарного станка, то кулачок перемешается в направлении подачи станка вдоль неподвижной рейки 15. При перемещении корпуса 1 вал-шестерня 14, обкатываясь по рейке 15, закрепленной на основании 16 неподвижного узла устройства, передает вращение кулачку 13, рабочий профиль которого взаимодействует с концами Г-образных рычагов. Так, например, при соотношении плеч рычагов -у- 10-20 погрешность изготовления профиля кулачка при обработке профиля диска уменьшается в 10-20 раз, и чем больше это соотношение, тем выше .точность. При возвраЦ1,ении резцов в исходное положение для обработки очередной заготовки кулачок 13, установленный на оси шестерни, вращаясь в обратную сторону, разворачивает расположенные в пазах свободных концов рычагов 6 и 7 подвижные упоры 18 и 19 вокруг осей 20 и 21 до упорных винтов 22 и 23, тем самым раздвигает рычаги 6 и 7 и отводит резцы 5 и 4 от обработанной поверхности детали 24. При этом резцы 4 и 5 не оставляют рисок на обработанной поверхности. Использование изобретения позволяет повысить точность обработки деталей типа дисков путем уменьшения влияния погрешностей изготовления копира на точность детали.
.
Фиг.З
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки внутренних фасонных поверхностей на токарных автоматах | 1989 |
|
SU1717287A1 |
| УСТРОЙСТВО для КОПИРОВАЛЬНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ВРАЩАЮЩИМСЯ МНОГОЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 1971 |
|
SU302176A1 |
| Устройство для резки труб | 1986 |
|
SU1450935A1 |
| Револьверная головка | 1974 |
|
SU531661A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Механизм автоматической нарезки резьбы к специальному токарно-резьбонарезному станку | 1983 |
|
SU1117160A2 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Устройство для обработки деталей сложной формы | 1976 |
|
SU650722A2 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ВНЕШНИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179089C1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДИСКОВ, содержащее корпус, установленный на поперечной каретке суппорта станка, и смонтированные на нем резцедержатели, связанные с копирньш механизмом, отли.чающееся тем, что., с целью повышения точности обработки, копирный механизм выполнен в виде установленных с возможностью поворота на корпусе Г-образных рычагов, на концах которых смонтированы с возможностью поворота и взаимодействия с копиром подпружиненные упоры и ограничители их поворота, выполненные в виде упорных винтов и реечной передачи, шестерня которой установлена на оси копира, а рейка закреплена на продольной каретке суппорта.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Малов А | |||
| Н | |||
| Механизация и автомаI тизация универсальных металлорежущих станков | |||
| М., «Машиностроение, 1969, с | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
