По основному авт. св. № 236946 известен механизм отвода (отбоя) суппорта затыловочного станка, содержащий отбойную плиту, совершающую возвратно-поступательные движения затылования от кулачка отбоя и упругих элементов, выполненную с продольной н поперечной расточками, в которых соответственно расположены подвижная опора с обкатным роликом и устройство для быстрого отвода отбойной плиты (суппорта).
Предложенный механизм отличается тем, что он снабжен кулачковым устройством подачи, встроенным в подвижную опору с обкатным роликом, причем одна из двух сопряженных торцовых криволинейных поверхностей устройства выполнена заодно с зубчатым венцом, связанным с приводом его прерывистого поворота, выполненным в виде силового цилиндра одностороннего действия, подпружиненного поршня-рейки и реечного колеса, связанного через храповой механизм с шестерней, находящейся в постоянном зацеплении с зубчатым венцом кулачкового устройства подачи, имеющим длину зуба, обеспечивающую зацепление на всей длине хода отбойной плиты.
щие им постоянные углы поворота устройства лодача отбойной плиты имеет наименьшую величину в начале и в концах затылования и наибольшую в процессе затыловаиия, когда
резец снимает стружку по всему профилю изделия, т. е. подача осушествляется дифференцированно - сначала малая на плавное врезание, затем наибольшая на обдирку, а потом снова малая на чистовую обработку.
Такая конструкция механизма отбоя улучшает условия резания и повышает точность и чистоту обработки.
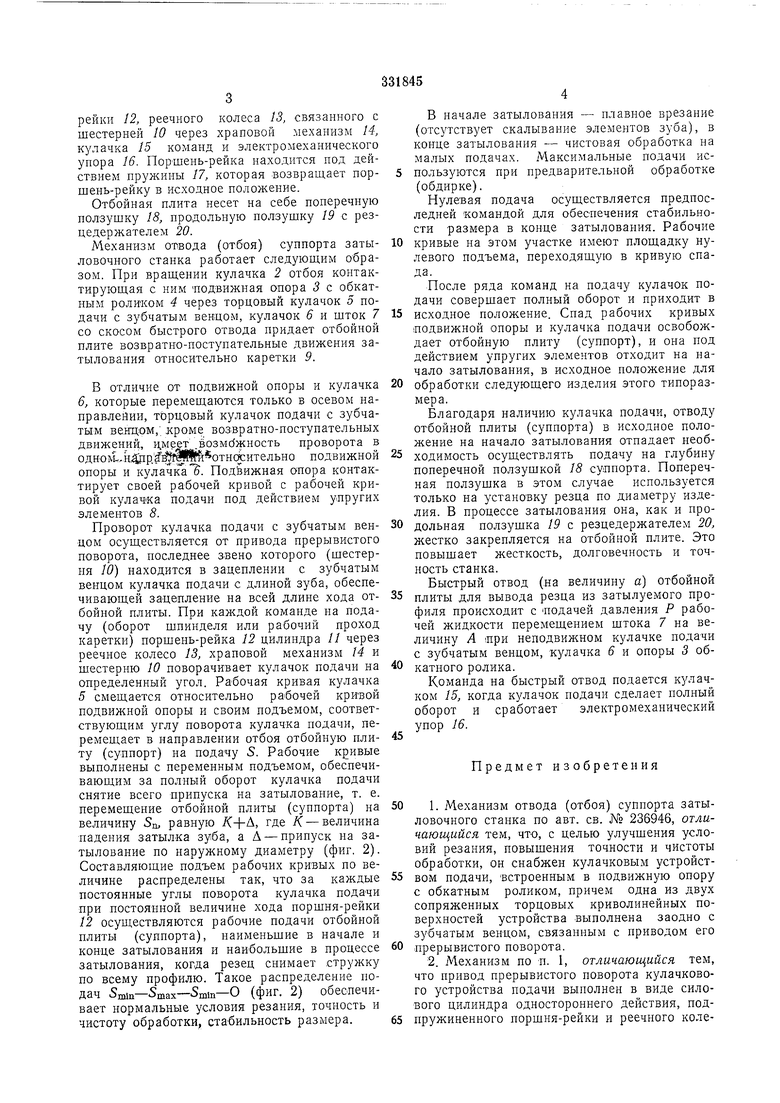
На фиг. 1 схематично показан механизм отвода (отбоя) суппорта затыловочного стайка,
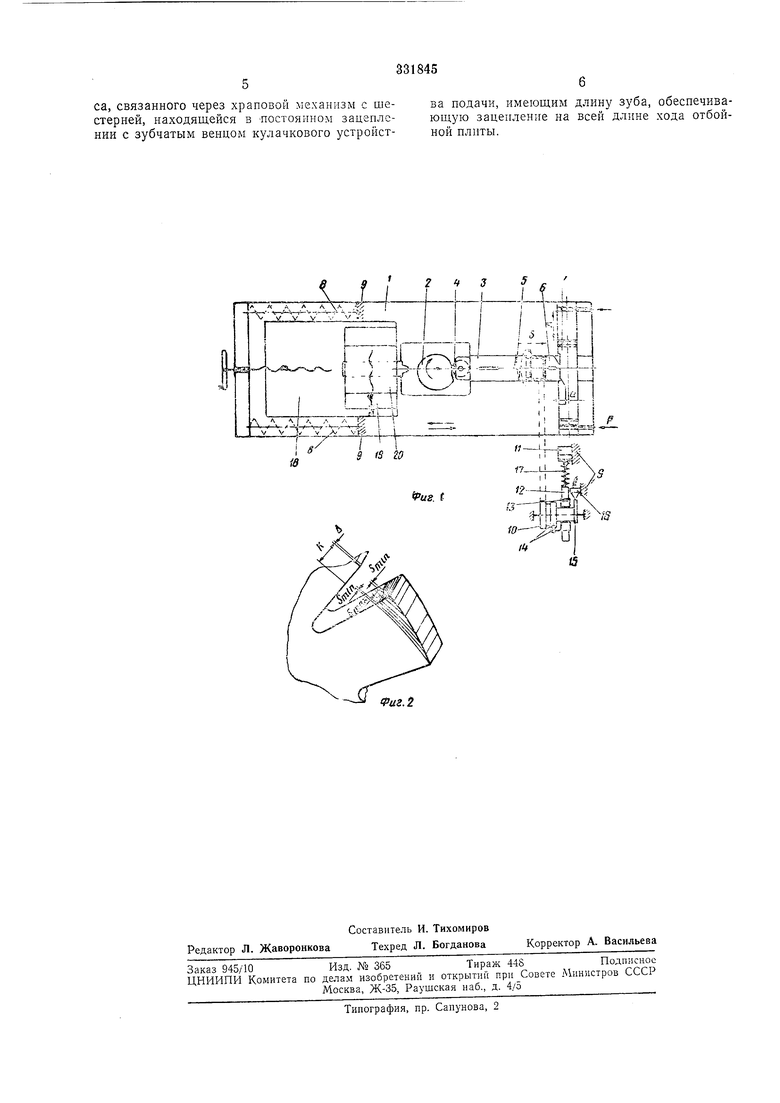
общий вид; иа фиг. 2 - распределение подач в припуске на затылование.
Описываемый механизм состоит из отбойной плиты /, кулачка 2 отбоя, подвижной опоры 3 с обкатным роликом 4, кулачкового
устройства подачи с торцовым кулачком 5, кулачка 6 и штока 7 со скосом быстрого отвода отбойной плиты дл вывода резца из затылуемого профиля, упругих элемептоз 8, каретки 9, относительно которой отбо1 П1ая
плита (суппорт) совершает возвратно-поступательные движения, и привода подачи.
рейки 12, реечного колеса 13, связанного с шестерней 10 через храповой механизм 14, кулачка /5 команд и электромеханического упора 16. Поршень-рейка находится нод действием пружины 17, которая возвращает поршень-рейку в исходное положение.
Отбойная плита несет на себе поперечную ползушку 18, продольную ползушку 19 с резцедержателем 20.
Механизм отвода (отбоя) суппорта затыловочного станка работает следующим образом. При вращении кулачка 2 отбоя контактирующая с ним подвижная опора 3 с обкатным роликом 4 через торцовый кулачок 5 подачи с зубчатым венцом, кулачок 6 и шток 7 со скосом быстрого отвода придает отбойной плите возвратно-поступательные движения затылования относительно каретки 9.
В отличие от подвижной опоры и кулачка 6, которые перемещаются только в осевом направлении, торцовый кулачок подачи с зубчатым вендом, кроме возвратно-поступательных движений, имеет ,возмбжность проворота в однол1..,нф1р; № 1 отнфительно подвижной опоры и кулачка 6. Подвижная опора контактирует своей рабочей кривой с рабочей кривой кулачка подачи под действием упругих элементов 8.
Проворот кулачка подачи с зубчатым венцом осуществляется от привода прерывистого поворота, последнее звено которого (шестерня 10) находится в зацеплении с зубчатым венцом кулачка подачи с длиной зуба, обеспечивающей зацепление на всей длине хода отбойной плиты. При каждой команде на подачу (оборот шпинделя или рабочий проход каретки) поршень-рейка 12 цилиндра // через реечное колесо 13, храповой механизм 14 и шестерню 10 поворачивает кулачок подачи на определенный угол. Рабочая кривая кулачка 5 смещается относительно ра|бочей кривой подвижной опоры и своим подъемом, соответствующим углу поворота кулачка подачи, перемещает в направлении отбоя отбойную плиту (суппорт) на подачу 5. Рабочие кривые выполнены с переменным подъемом, обеспечивающим за полный оборот кулачка подачи снятие всего припуска на затылование, т. е. перемещение отбойной плиты (суппорта) на величину 5п, равную /С+А, где К - величина падения затылка зуба, а Д - припуск на затылование по наружному диаметру (фиг. 2). Составляющие подъем рабочих кривых по величине распределены так, что за каждые постоянные углы поворота кулачка подачи при постоянной величине хода поршня-рейки 12 осуществляются рабочие подачи отбойной плиты (суппорта), наименьшие в начале и конце затыловання и наибольшие в процессе затылования, когда резец снимает стружку по всему профилю. Такое распределение подач Smin-Smax-5min-О (фиг. 2) обеспечивает нормальные условия резания, точность и чистоту обработки, стабильность размера.
В начале затылования - плавное врезание (отсутствует скалывание элементов зуба), в конце затылования - чистовая обработка на малых подачах. Максимальные подачи используются при предварительной обработке (обдирке).
Нулевая подача осуществляется предпоследней командой для обеспечения стабильности размера в конце затылования. Рабочие кривые на этом участке имеют площадку нулевого подъема, переходящую в кривую спада.
После ряда команд на подачу кулачок подачи соверщает полный оборот и приходит в исходное положение. Спад рабочих кривых подвижной опоры и кулачка подачи освобождает отбойную плиту (суппорт), и она под действием упругих элементов отходит на начало затылования, в исходное положение для обработки следующего изделия этого типоразмера.
Благодаря наличию кулачка подачи, отводу отбойной плиты (суппорта) в исходное положение на начало затылования отпадает необходимость осуществлять подачу на глубину поперечной ползушкой 18 суппорта. Поперечная ползушка в этом случае используется только на установку резца по диаметру изделия. В процессе затылования она, как и продольная ползушка 19 с резцедержателем 20, жестко закрепляется на отбойной плите. Это повышает жесткость, долговечность и точность станка.
Быстрый отвод (на величину а) отбойной плиты для вывода резца из затылуемого профиля происходит с подачей давления Р рабочей жидкости перемешением штока 7 на величину Л лри неподвижном кулачке подачи с зубчатым венцом, кулачка 6 и опоры 3 обкатного ролика.
Команда на быстрый отвод подается кзлачком 15, когда кулачок подачи сделает полный оборот и сработает электромеханический упор 16.
Предмет изобретения
1. Механизм отвода (отбоя) суппорта затыловочного станка по авт. св. № 236946, отличающийся тем, что, с целью улучшения условий резания, повышения точности и чистоты обработки, он снабжен кулачковым устройством подачи, встроенным в подвижную опору с обкатным роликом, причем одна из двух сопряженных торцовых криволинейных поверхностей устройства выполнена заодно с зубчатым венцом, связанным с приводом его 5 са, связанного через храповой механизм с шестерней, находящейся в лостояином зацеплении с зубчатым венцом кулачкового устройст6ва подачи, имеющим длину зуба обеспечивающую зацепление на всей длине хода отбойной плиты.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ОТВОДА (ОТБОЯ) СУППОРТА ЗАТЫЛОВОЧНОГО СТАНКА | 1969 |
|
SU236946A1 |
| Устройство для затылования | 1984 |
|
SU1199458A2 |
| Механизм отбоя суппорта токарно-затыловочного станка | 1990 |
|
SU1773567A1 |
| Устройство для затылования инструмента | 1979 |
|
SU869978A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| МЕХАНИЗМ ПОПЕРЕЧНОЙ ПОДАЧИ | 1973 |
|
SU408705A1 |
| БИБЛИОТЕКА J | 1970 |
|
SU287500A1 |
| Механизм отбоя суппорта затыловочного станка | 1976 |
|
SU596376A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| УСТРОЙСТВО для ОБРАБОТКИ И ЗАТЫЛОВАНИЯ ЗАБОРНОЙ ЧАСТИ МЕТЧИКОВ | 1972 |
|
SU340516A1 |
k- ri-lM- tj: - .1 1 I
Фиг. t
Риг. 2
