Известны способы изготовления многослойных керамических конденсаторов, в которых заготовки монолитных конденсаторов собираются в форме из заранее металлизированных вырубленных И13 пленки заготовок.
Недостаток известных способов состоит в том, что в них очень трудно добиться (Правильного положения электрода в пленочной заготовке и практически нельзя обеспечить полное совпадение положений электродов на всех входящих е пакет пленках, поэтому делаются зазоры у электродов, что приводит к увеличению габаритов конденсатора. Непостоянство полоя ения электродов не -позволяет также добиться стабильности емкости изготовляемых конденсаторов.
С целью повышения удельных емкостей конденсаторов за счет снижения межэлектродных зазоров iHO плоскости и точности совмегцения слоев диэлектрика и металла по предлагаемому способу в процессе изготовления вырубленные пленки подпрессовывают к рабочей плоскости пуансона.
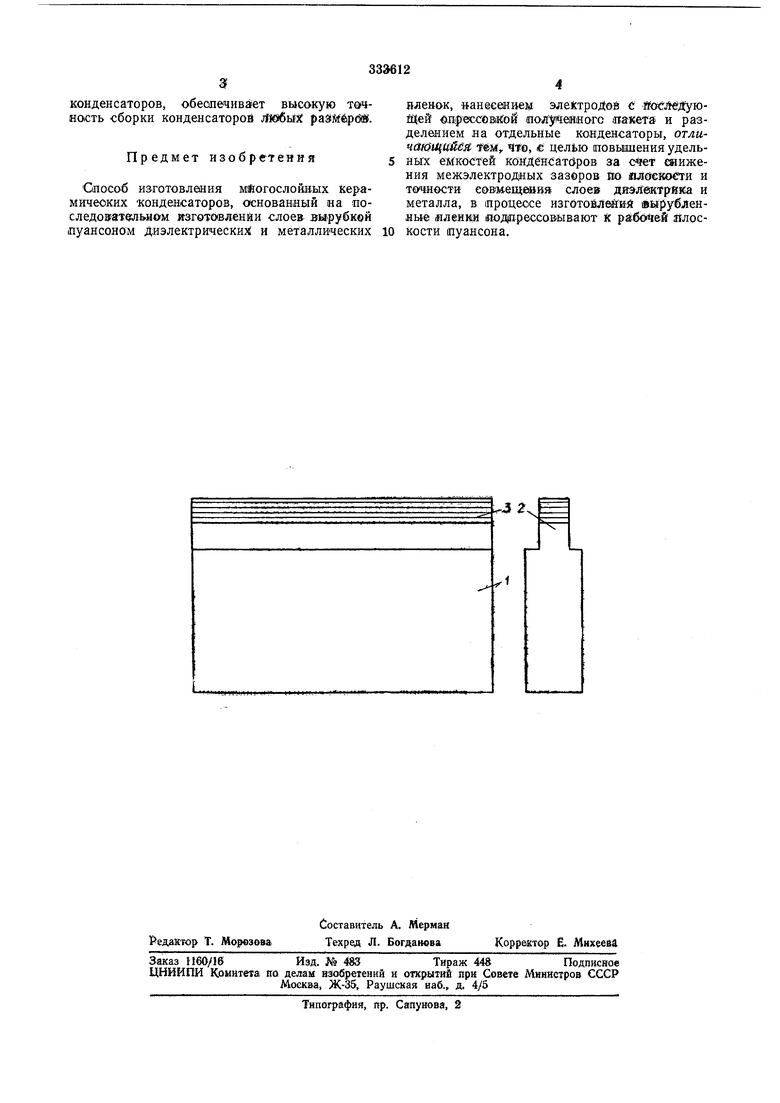
Предлагаемый способ иллюстрируется чертежом.
ловии для получения миниатюрных конденсаторов, например, размером 0,5x0,8 мм (по плоскости), применяют изготовленный с высокой точностью спутник-пуансон 1, например, прямоугольной формы, который с рабочей плоскостью 2 для образования пакета 3 выполняет роль неизменной базы для последовательного 1ВЫ1Полнення следующих операций технологического процесса: вырубкипленки и подпрессовки ее для неподвижного закрепления на спутнике-пуансоне 1, нанесения на эту пленку электродов определенной формы, вторичной вырубки и подпрессовки пленки, вторичного нанесения на пленку электродов и т. д., т. е. столько раз, сколько требуется слоев диэлектрика в конденсаторе, затем- окончательная прессовка, оформление объемных выводов и разрезка на отдельные конденсаторы.
Использование изготовленного с высокой точностью опутника-пуансона 1 с рабочей плоскостью 2 в качестве неизменной базы для проведения методов групповой технологии всех операций технологического процесса от вырубки пленки до заготовок конденсаторов, а также неподвижное (послойное) закрепление пленки, -на рабочей плоскости 2 опутника-пуансона 1 исключает деформацию
конденсаторов, обеспечивает высокую точность сборки конденсаторов ЛЮбъШ раШ&рбШ.
Предмет изобретения
Способ изготовления мйогослойдых кер-амичеоких Конденсаторов, основанный на последоззтельном изготовлении слоев вирубкей пуансоном Д;иэлектрическиз4 и металлических
дленок, «анеееянем электродов 6 ЯоследуюЩей € Л ре1СсеБ1йой пол йейного пакета и разделением на отдельные конденсаторы, отлича1бщийё 1 ЧТО, ic целью повышения удельных емкостей кояденсаторов за счет снижения межэлектродных зазоров во йлоекоСти и точности совмещеий слоев ди&лектрйКа и металла, в процессе изготовлеййй вырубленные яленки додпрессовывают К рабочей ялоскости пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пакетов керамических конденсаторов | 1983 |
|
SU1088080A1 |
| Линия для изготовления групповых пакетов монолитных керамических конденсаторов | 1982 |
|
SU1173455A1 |
| Способ изготовления ступенчатого электрода-инструмента | 1980 |
|
SU884928A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНЫХ КЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ | 1993 |
|
RU2084035C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2228255C1 |
| Способ изготовления многослойных керамических монолитных конденсаторов | 1980 |
|
SU920869A1 |
| МАЛОГАБАРИТНЫЙ КЕРАМИЧЕСКИЙ МНОГОСЛОЙНЫЙ КОНДЕНСАТОР МАЛОЙ ЕМКОСТИ | 1993 |
|
RU2069404C1 |
| Способ изготовления монолитных керамических конденсаторов | 1973 |
|
SU519775A1 |
| СПОСОБ ВЫРУБКИ В ШТАМПЕ ДЕТАЛЕЙ | 2012 |
|
RU2522912C2 |
