Изобретение относится к области электромашиностроения, к технологическим устройствам для изготовления корпуса сердечника статора турбогенератора.
Для изготовления корпуса сердечника статора известно большоеКОЛИчество приспособлеи.ий, в частности приспособления, содержащие колонну, устанавливаемую на основаниИ, вокруг которой расположен обрабатываемый корпус, а тажже фрезерные головки с индивидуальными при(водами.
Однако известные устройства не обеспечивают высокой точности обработки рамы, усложняют процесс шихтовки сердечника статора и требуют больших затрат ручного труда н времени.
Целью предлагаемого изобретения является повьпшан-ие точности механической обработки корпуса сердечника статора на BceiX стадиях изгото1вления (обработка мест под установку призм, при-варка призм с помош;ью автоматов, обработка их после приварки) и снижение трудоемкости.
Предлагаемое устройство отличается тем, что на основании конщентрично колонне установлен..-центратор, а в верхней части колонны расположена траверса, обеспечивающая прижатие обра1батываемого корпуса к центратору, и между НИМИ расположена перемещающаяся по колонке площадка, на которой размещены суппорты фрезерных головок, общий делительный диск с отверстиями для фиксации головок и паводок, фиксирующий саму площадку в заданном положении с ,коло«но;й. Для повышения точности располол :ения призмы по шагу и радиусу площадка оснащена ноеодковым устройством, которым она соединена, но крайней мере, с одной обработанной призмой. При обработке первой призмы применена П-образная насадка, устанавливаемая на одну из Соседних необработанных призм; на указанную насадку устанавливается поводковое устройство.
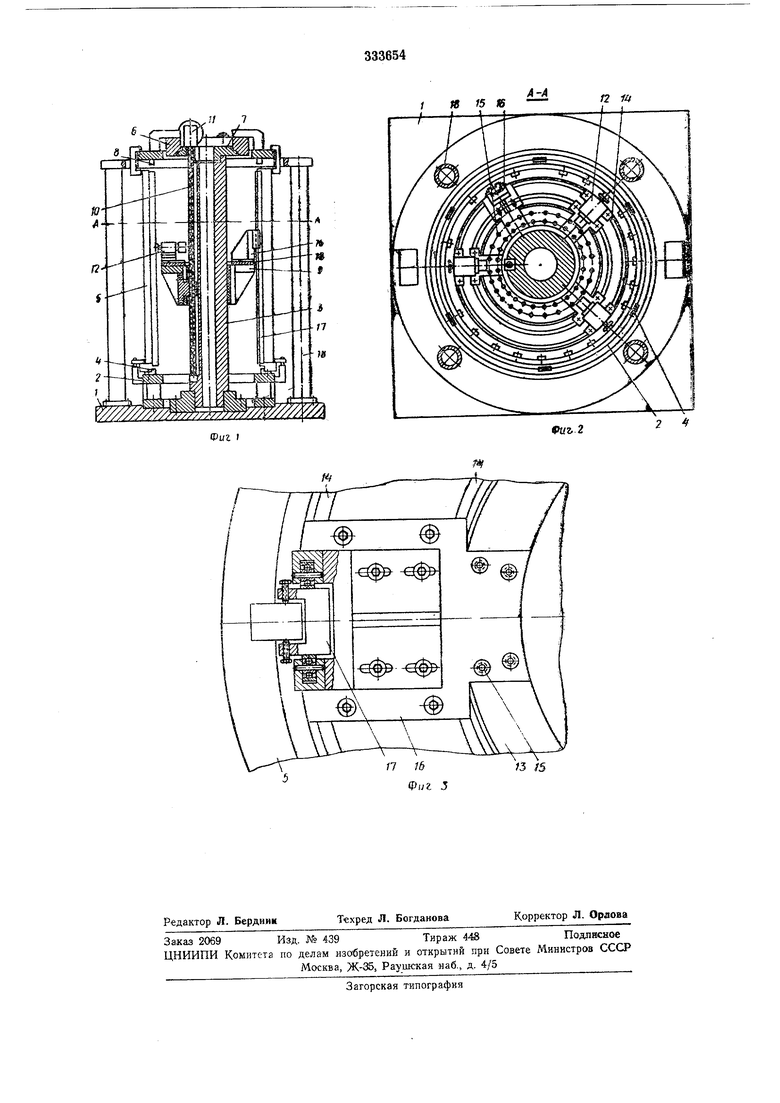
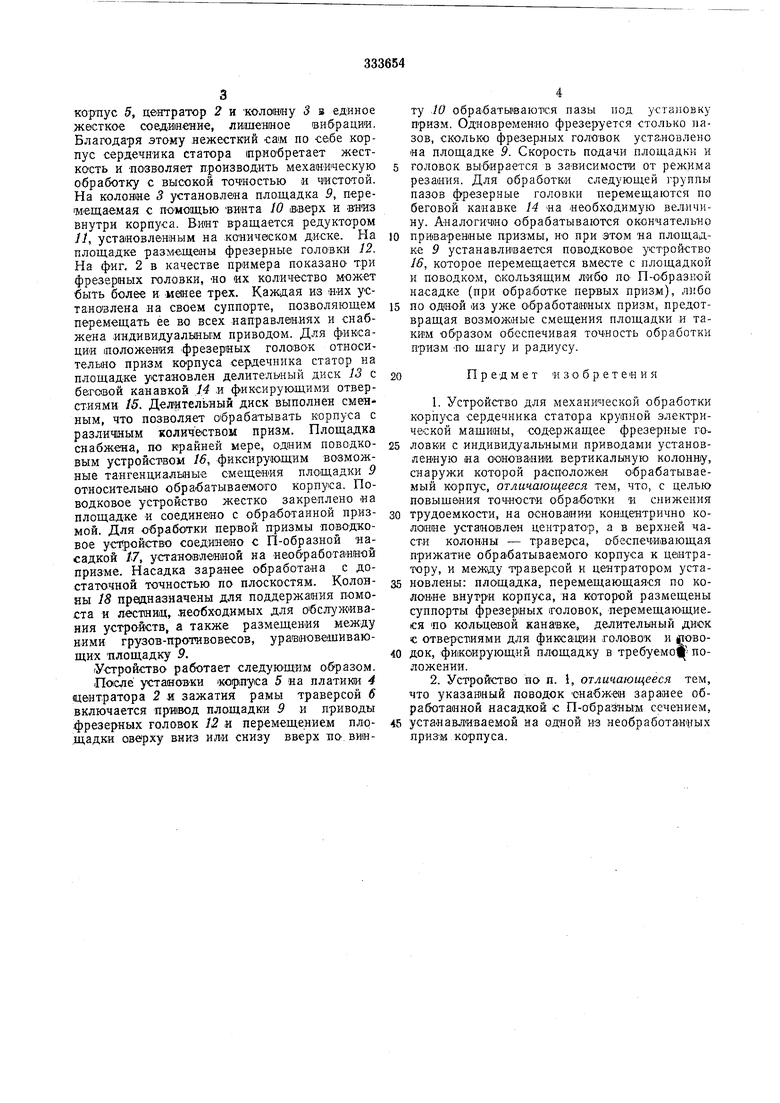
На фиг. 1 - ко1нструкция-схема предлатаемого устройства для изготовления рамы сердечника статора; на фит. 2 - разрез А--А фиг. I; на фиг. 3 - площадка с поводковым устройством, установленным на насадку.
На фундаментном основании / закреплен центратор 2 с размещенной и закрепленной вертикально в его центре коло-нной 3, которая представляет собой трубу с наружным диаметром до 600 мм, высотой около 8000 мм. На центрирующие платики 4 центратора установлен вертикально корпус 5 сердечника статора, зажатый сверху траверсой 6, сцентрированной по колонне 3 при помощи конического диска 7 и по корпусу 5 при помощи центрирующих платиков 8, закрепленных на траверсе. Таким образом, траверса сочленяет
корпус 5, центратор 2 и колоину 3 в единое жесткое соединение, лишенное вибрации. Благодаря этому нежесткий сам по себе корпус сердечника статора приобретает жесткость и позволяет производить мехаиическую обработку с высокой точностью и чистотой. На колонне 3 установлена площадка 9, перемещаемая с помощью виита 10 Вгнерх и вниз внутри корпуса. Виит вращается редуктором 11, устащовлбнным на коническом диске. На площадке размещены фрезерные голо-вки 12. На фиг, 2 в качестве примера показано три фрезерных головки, «о их количество может быть более и мемее трех. Каждая из «их установлена на своем суппорте, позволяющем перемещать ее во всех направлениях и снабжена индивидуальным приводом. Для фиксации положения фрезерных головОК относителыно призм корпуса сердечника статор на площадке установлен делительный диск 13 с беговой канавкой 14 к фиксирующими отверстиями 15. Делительный диск выполнен сменным, что позволяет обрабатывать корпуса с различным количеством призм. Площадка снабжена, по крайней мере, одним поводковым устройством 16, фиксирующим возможные та-нгенциалыные смещения площадки 9 относительно обрабатываемого корпуса. Поводковое устройство жестко закреплено «а площадке и соединено с обработанной призмой. Для обработки первой призмы поводковое уст ройство соединено с П-образной насадкой 17, установленной на необработанной призме. Насадка заранее обработана с достаточной точностью по плоскостям. Колонны 18 предназначены для поддержания помоста и лестни|Ц, .необходимых для обслуживания устройств, а также размещения между ними грузов-противовесов, уравновеаиивающих площадку Р.
Устройство работает следующим о.бразом.
После установ-ки «орлуса 5 на платики 4 центратора 2 и зажатия рамы траверсой 6 включается привод площадки 9 и приводы фрезерных головок 12 и перемещением площадки oBfiipxy вниз или снизу вверх nov винту .10 обрабатьгваются пазы под у-становку призм. Одновременно фрезеруется столько пазов, сколько фрезер.ных головок установлено «а площадке 9. Скорость подачи площадки и
головок выбирается в зависимости от режима резания. Для обработки следующей группы пазов фрезерные головки перемещаются по беговой канавке М на необходимую величину. Аналогично обрабатываются окончатель-но
приваренные призмы, но при этом на площадке 9 устанавливается поводковое устройство 16, которое перемещается вместе с площадкой и поводком, скользящим либо по П-0бразкой насадке (при обработке первых призм), либо
по одной из уже обработанных призм, предотвращая возможные смещения площадки и таким образом обеспечивая точность обработки призм ПО щагу и радиусу.
Предмет изобретения
1. Устройство для механической обработки корпуса сердечника статора крупной электрической мащины, содержащее фрезерные ГО25 ловки с индивидуальными приводами установленную на ос/новании вертикальную колонну, снаружи которой расположен обрабатываемый корпус, отличающееся тем, что, с целью повыщ&ния точности обработки и снижения
30 трудоемкости, на основании концентрично колонне установлен центратор, а в верхней части колонны - траверса,, обеспечивающая прижатие обрабатываемого корпуса к центратору, и между траверсой и центратором уста35 новлены: площадка, перемещающаяся по колонне внутри корпуса, на которой размещены суппорты фрезерных головок, перемещающиеся ПО кольцевой канавке, делительный днс-к с отверстиями для фиксации головок и щово40 док, фикоирующий площадку в требуемоЩ положении.
2. Устройство по п. 1, отличающееся тем, что указанный поводок снабжен заранее обработанной насадкой с П-образньш сечением,
45 устанавливаемой на одной и-з необработанных призм корпуса.
А-А
П lfi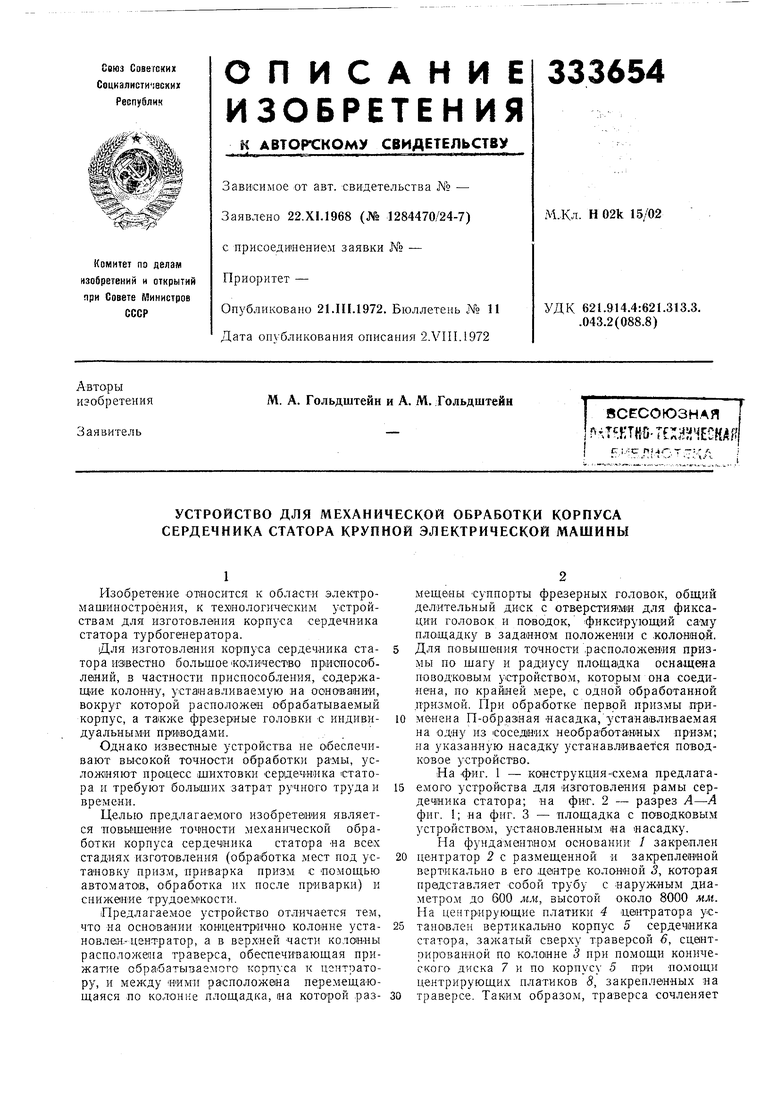
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
| ПАТЕКТНО-ТЕХК-Г'Е'КАЯСЧВЛНО~Г!(А! | 1970 |
|
SU271240A1 |
| Станок-полуавтомат четырехстороннего закругления ребер деревянных корпусов | 1984 |
|
SU1255434A1 |
| Способ профильного фрезерования брусковых заготовок и устройство для его осуществления | 1990 |
|
SU1794013A3 |
| Электродный блок для электрохимической обработки кольцевых канавок в отверстии трубчатой заготовки с винтовым зубчатым профилем | 2022 |
|
RU2784617C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774195C1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕБЕР ТРУБ | 1973 |
|
SU363551A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774193C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |