1
Изобретение относится к области станкостроения и может быть использовано для обработки поперечных наружных ребер труб.
Известны станки для обработки ребер труб с подвижными фрезерными головками, установленными на колоннах, смонтированным на столе станка устройством для закрепления детали и гидроприводом.
С целью повышения производительности и предотвращения скручивания трубы при обработке поперечных ребер устройство для закрепления детали выполнено в виде полой цилиндрической оправки, снабженной- 1механизмами поворота и ограничения угла поворота. В прорези оправки входят центрирующие кулачки, взаимодействующие с коническими вкладышами, связанными с выполненными коаксиально штоками гидроцилиндра. Для поддержания трубы предусмотрена поворотная от гидроцилиндра призма, а для зажима - прижимной рычаг.
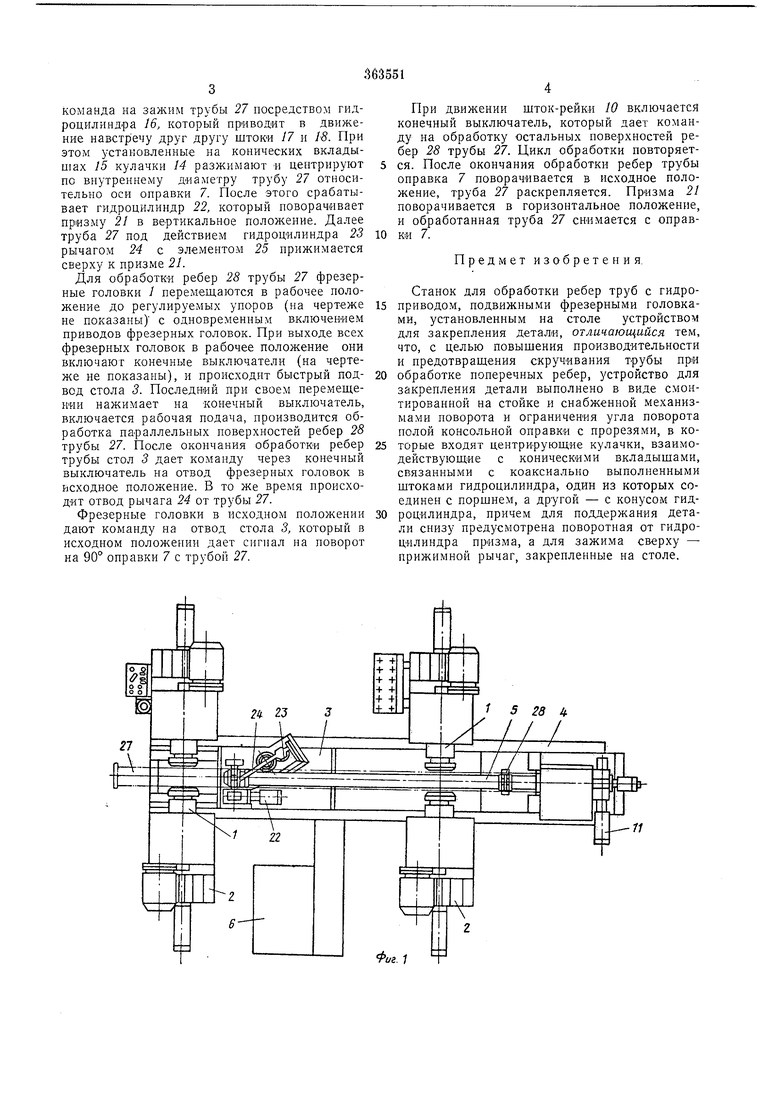
На фиг. 1 показан предлагаемый станок, вид в плане; на фиг. 2 - устройство для закрепления детали; на фиг. 3 - разрез по А-А на фиг. 2; на фиг. 4 - сечение по Б-Б на фиг. 2.
Станок содержит фрезерные головки /, установленные на колоннах 2, подвижный стол 3, смонтированный на станине 4, устройство
для закрепления детали 5, гидропривод 6 станка.
Устройство для закрепления детали 5 состоит из полой консольной оправки 7, смонтированной в стойке 8 и снабженной механизмом ее поворота в виде зубчатого колеса 9, взаимодействующего со штоком-рейкой Ю (см. фиг. 3) гидроцилиндра //. Механизм ограничения угла поворота оправки выполнен в виде фигурного кольца 12 и упоров 13. Устройство содержит выступающие через прорези оправки 7 кулачки 14, взаимодействующие с коническими вкладыщами 15, снабженными приводным гидроцилиндром
16 с коаксиальными штоками 17 и 18, причем шток 17 связан с поршнем 19, а шток 18 - с корпусом 20 гидроцилиндра 16.
Под консольной частью оправки 7 установлена поворотная призма 21 с приводным гидроцилиндром 22, а около консольной части оправки - снабженный приводным гидроцилиндром 23 прижимной рычаг 24, рабочий элемент 25 которого расположен над оправкой 7; 26 - часть гидропривода для управления станком через датчики, 27 - обрабатываемая труба, 28 - ребра трубы 27.
Станок работает следующим образом. Включается гидропривод 6. На оправку 7 устанавливается обрабатываемая труба 27. Нажатием кнопки на пульте управления дается
команда на трубы 27 посредством гидроцилиндра 16, который приводит в движение навстречу друг другу штоки 17 и 1€. При этом установленные на конических вкладышах 15 кулачки 14 разжимают « центрируют по внутреннему диаметру трубу 27 относительно оси онравки 7. После этого срабатывает гидроцилиндр 22, который новорачивает призму 21 в вертикальное положение. Далее труба 27 под действием гидроцилиндра 23 рычагом 24 с элементом 25 прижимается сверху к призме 21.
Для обработки ребер 28 трубы 27 фрезерные головки 1 перемещаются в рабочее положение до регулируемых упоров (на чертеже не показаны) с одновременным включением приводов фрезерных головок. При выходе всех фрезерных головок в рабочее положение они включают конечные выключатели (на чертеже не показаны), и происходит быстрый подвод стола 3. Последний при своем перемещении нажимает на конечный выключатель, включается рабочая подача, нроизводится обработка параллельных поверхностей ребер 2б трубы 27. После окончания обработки реоер трубы стол 3 дает команду через конечный выключатель на отвод фрезерных головок в исходное положение. В то же время происходит отвод рычага 24 от трубы 27.
Фрезерные головки в исходном положении дают команду на отвод стола 3, который в исходном положении дает сигнал на поворот на 90° оправки 7 с трубой 27.
При двил- ении щток-рейки 10 включается конечный выключатель, который дает команду на обработку остальных поверхностей ребер 28 трубы 27. Цикл обработки повторяется. После окончания обработки ребер трубы оправка 7 поворачивается в исходное положение, труба 27 раскрепляется. Призма 21 поворачивается в горизонтальное положение, и обработанная труба 27 снимается с оправки 7.
Предмет изобретения.
Станок для обработки ребер труб с гидроприводом, подвижными фрезерными головками, установленным на столе устройством для закрепления детали, отличающийся тем, что, с целью повышения производительности и предотвращения скручивания трубы пр«
обработке поперечных ребер, устройство для закрепления детали выполнено в виде смонтированной на стойке и снабженной механизмами поворота и ограничения угла поворота полой консольной оправки с прорезями, в которые входят центрирующие кулачки, взаимодействующие с коническими вкладышами, связанными с коаксиально выполненными щтоками гидроцилиндра, один из которых соединен с поршнем, а другой - с конусом гидроцилиндра, причем для поддержания детали снизу предусмотрена поворотная от гидроцилиндра призма, а для зажима сверху - прижимной рычаг, закрепленные на столе. 25 k yq /
Фиг 5
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАКАТА РЕЗЬБЫ НА ТРУБЕ И ЕЕ ОТРЕЗКИ | 1970 |
|
SU276779A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| АГРЕГАТНЫЙ ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU397313A1 |
| ЛЕНТОЧНОШЛИФОВАЛЬИЫЙ СТАНОК | 1972 |
|
SU327991A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ РОЛИКОВ | 1973 |
|
SU382494A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Широкоуниверсальный фрезерный станок | 1990 |
|
SU1780939A1 |

ft
фиг //
