В настоящее время в автотракторном и машиностроительном производствах втулки для рессор, для рулевого равленкя, для кулачкового валика и ряда других деталей изготовляют из литой бронзы с последующей механической обработкой, что является весьма сложным и дорогим процессом, сопровождающимся большой потерей цветного металла.
Для устранения этих недостатков изобретатель предлагает способ изготорления биметаллических труб, состоящий в том, что в железную трубу вставляется, внутренняя оболочка, полученная путем волочения ленты и цветного металла, рифленой с наружной стороны с сохранением свободного щва.
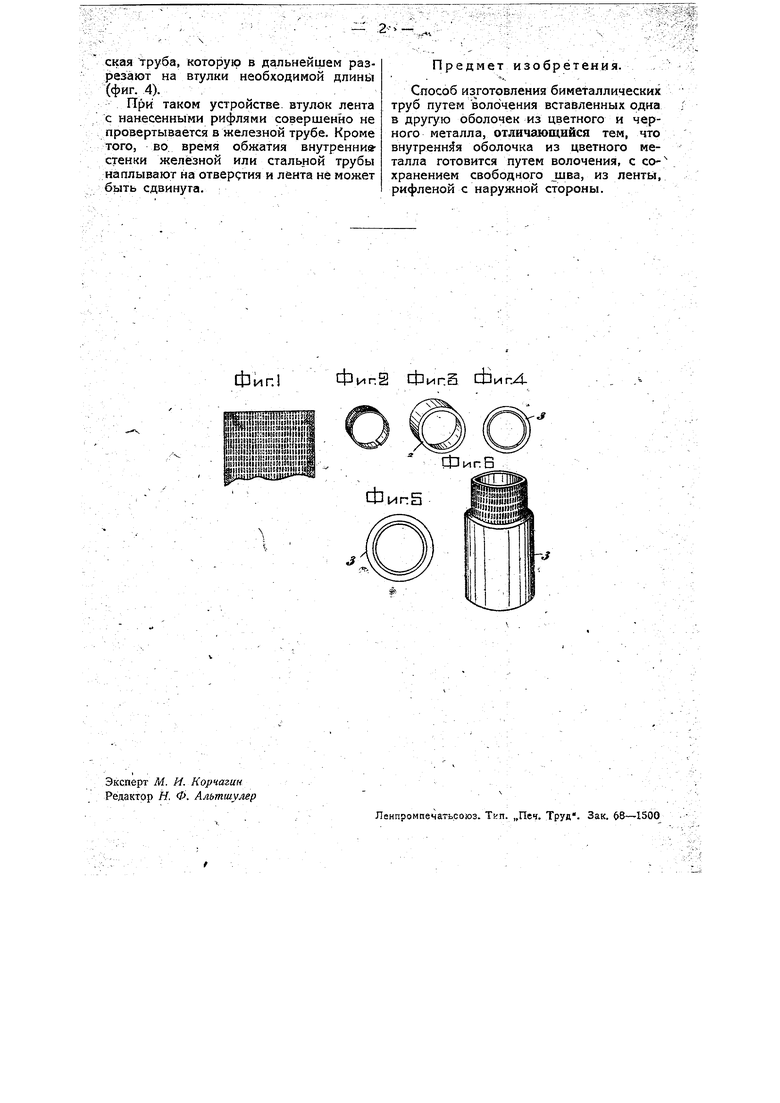
На чертеже фиг. 1 изображает вид наружной стороны лентьг; фиг. 2 - вну.треннюю трубу; фиг. 3-наружную фиг. 4-биметаллическую трубу и фиг. 5 и б - вид биметаллической трубы со вставленной односторонне гофрированной оболочкой.
Дйя изготовления биметаллических труб калиброванная лента из цветного металла прокатывается на специальных валках. Один из этих валков снабжен на поверхности зубцами, а поверхность
другого-гладкая. После прокатки лента получается с одной стороны рифленой (фиг. 1). Для изготовления втулок ширина ленты б.ерется равной длине окружности будущей втулки плюс 10%. Толщина ленты берется по заданию конструкторского отдела, в зависимости от работы втулки, от мм- мм, т.-е. до максимального предела истирания втулки. Обработанную таким образом рифленую ленту пропускают через волочильный глазок, благодаря чему она принимает вид тру бы, с сохранением свободного шва (фиг. 2), необходимого для того, чтобы при -последующем обжатии лента могла соприкасаться в стык.
В качестве составной части изготовляемой биметаллической трубы берется железная труба 5, а ленте с рифлями придается при свертывании ее наружный диаметр, равный внутреннему диаметру этой трубы 3; затем ленту вставляют В железную трубу и протягивают с обжатием до диаметра, равного диаметру изготовляемых втулок и, наконец, полученную биметаллическую трубу калибруют и пропускают через травильный станок.
По такому способу получается калиброванная полированная биметалличеекая труба, которую в дальнейшем разрезают на втулки необходимой длинй (фиг. 4).
При таком устройстве втулок лента с нанесенными рифлями совершенно не провертывается в железной трубе. Кроме того, во время обжатия внутренниестенки железной или стальной трубы наплывают на отверстия и лента не может быть сдвинута.
Предмет изобретения.
Способ изготовления биметаллических труб путем волочения вставленных одна в другую оболочек из цветного и черного металла, отличающийся тем, что внутренняя оболочка из цветного металла готовится путем волочения, с сохранением свободного шва, из ленты, рифленой с наружной стороны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для изготовления биметаллических труб | 1975 |
|
SU536034A1 |
| Способ изготовления стальной проволоки с покрытием | 1991 |
|
SU1808434A1 |
| Способ изготовления биметаллических проводов | 1959 |
|
SU124405A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2238180C1 |
| Способ изготовления многослойных обечаек | 1980 |
|
SU1085662A1 |
| Способ получения биметаллических труб | 1931 |
|
SU32680A1 |
| Непрерывный стан для прокатки труб и прутков | 1957 |
|
SU113414A1 |
| Способ изготовления полых многослойных изделий | 1983 |
|
SU1278159A1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1999 |
|
RU2154221C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ОСКОЛОЧНОГО БОЕПРИПАСА | 2000 |
|
RU2171445C1 |
Фиг.1 ФипВ сБиг.4.
Фиг
lltliet)l«K(Vtafl ia«aii
iiii iiiBSB3Hiri3B{9i
inlilltit Illllljlillllllllini
JlllIIIIMIIIttil )lllll
miKMiiniim
itiiiliiilitfiiitiiiisiitiiiie iitiii iiiii)imi9iit)i iiiij «iM))iibiHtie(
ФигБ
CbnrSifK«-,,a
Т iiiiiiiiHitii

