Изобретение .касается трубопрокатного производства, а и менно получения биметаллически.х труб.
Иззест1на заготовка для изготовления биметаллическнх труб, состоящая из двух труб, В ставленных одна в другую, с конта.ктнымн поверхностями цилиндрической формы.
Известен также способ, когда одну заготовку вставляют .в другую, в холодном состоянии, после ;чего соединенные детали подвергают лластичеокой деформации, например волочению, устраняя сборочный зазор (1,5- 2,0), затем .нагревают, раздают :по диаметру и охлаждают 1.
Известиа также заготовка для биметаллических труб, состоящая из двух вставленных одна в другую труб с коническими контактными поверхностями, .причем наружная и внутренняя поверхность пруб выполнены цилиндрическими 2.
Недостатком этого способа является окручивание заготовки в очаге деформации. При деформации со.ставной заготовки, слои которой не имеют .нролиной связи между собой, скр.учивание наружного слоя значительно больше. Это обстоятельство, а также то, что наружный и внутренний слои неодинаково раскатываются в тангенциальном направлении, приводят к сдвигу .между слоями по поверхности KOHTaiKTa, значительно ухудшающему условия сваривания.
Для создания заготовки для биметаллических труб, которая за счет снижения брака по преждевременному отрыву сварного шва, а также за счет скручивания и сдвигов внутреннего слоя относительно наружного .позволит существенно повысить -выход годного, заготовка для биметаллических труб состоит
из двух вставленных одна «в другую труб, с контактными ;по.верхностями одинаковой ко.н.фигурации, причем контактная поверхность с одного конца на длине, равной (1,5-2,0) наружного диаметра D заготовки, выполнена
криволинейной формы с радиусом .кривизны, .равным (2-7) D, а по остальной длине - в виде 6-12-гранника.
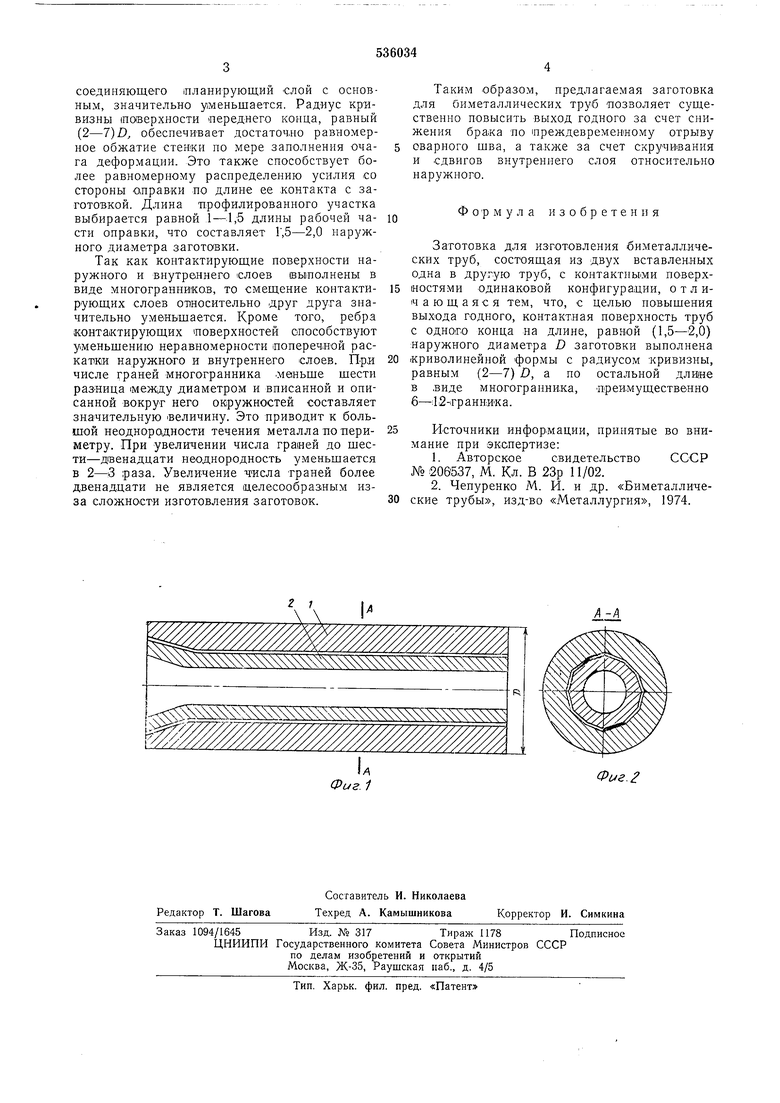
На фит. 1 изображена лредла.гаемая заготовка, продольное сечение; на фиг. 2 - разрез по А-А на фиг. 1.
Заготовка состоит из наружной трубы 1 и внутренней -планирующей трубы 2.
В -процессе орокатки по мере обжатия переднего конца заготовки оправка своим рабочкм участком соприкасается с .криволинейной поверхностью внутренней трубы 2. Так kaK внутренняя поверхность переднего конца вьшолнена криволинейной с плавным изменением диаметра и стенки по длине, возможность преж,а;евременн0го обрыва слоя сварки,
соединяющего планирующий слой с основным, значительно уменьшается. Радиус кривизны шаверхности переднего конца, равный (2-7)Д обеспечивает достаточно равномерное обжатие стенки по мере заполнения очага деформации. Это также способствует более равномерному распределению усилия со стороны олравки но длине ее контакта с заготовкой. Длина т1:рофилированното участка выбирается равной 1 - 1,5 длины рабочей части оправки, что составляет Г,5-2,0 наружного диаметра заготовки.
Так как контактирующие поверхности наружного и внутреннего слоев выполнены в виде многогранников, то смещение контактирующих слоев от1носительно друг друга значительно уменьшается. Кроме того, ребра контактирующих новерхностей способствуют уменьшению неравномерности поперечной раскапки наружного и внутреннего слоев. При числе граней многогранника .меньше шести разница между диаметром и вписанной и описанной вокруг него окружностей составляет значительную величину. Это приводит к большой неоднородности течения металла по периметру. При увеличении числа граней до шести-двенадцати неоднородность уменьшается в 2-3 раза. Увеличение тгисла граней более двенадцати не является целесообразным изза сложности изготовления заготовок.
Таким образом, предлагаемая заготовка для биметаллических труб позволяет сушественно повысить выход годного за счет снижения брака по преждевременному отрыву оварного шва, а также за счет скручивания и сдвигов внутреннего слоя относительно наружного.
Формула изобретения
Заготовка для изготовления биметаллических труб, состоящая из двух вставленных одна в другую труб, с контактньгми поверхностями одинаковой конфигурации, отличающаяся тем, что, с целью новыщения выхода годного, контактная поверхность труб с одного конца на длине, равной (1,5-2,0) наружного диаметра D заготовки выполнена криволинейной формы с радиусом кривизны, равным (2-7) D, а по остальной длиме в виде многогранника, преимущественно б-:12-гранн ка.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 206537, М. Кл. В 23р 11/02.
2.Чепуренко М. И. и др. «Биметаллические трубы, изд-во «Металлургия, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для изготовления биметаллических труб | 1978 |
|
SU718244A1 |
| Заготовка для получения биметаллических труб поперечно-винтовой прокаткой | 1980 |
|
SU897321A1 |
| Заготовка для изготовления биметаллических труб | 1977 |
|
SU656794A1 |
| Многослойный пруток | 1984 |
|
SU1278160A1 |
| Заготовка для изготовления биметаллических труб | 1981 |
|
SU963763A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2007 |
|
RU2343057C2 |
| Способ изготовления медной проволоки, плакированной оболочкой из нержавеющей стали | 1989 |
|
SU1664489A1 |
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКИХ ЦЕНТРОБЕЖНО-ЛИТЫХ ЗАГОТОВОК И БИМЕТАЛЛИЧЕСКИХ ИЗНОСОСТОЙКИХ ТРУБ ДЛЯ ТРАНСПОРТИРОВКИ АБРАЗИВНЫХ СЫПУЧИХ МАТЕРИАЛОВ И ПУЛЬП НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2004 |
|
RU2278749C2 |
| Способ изготовления биметаллических труб из стали, плакированной медью | 1989 |
|
SU1704987A1 |
| Составная заготовка для прессования биметаллических изделий | 1981 |
|
SU988399A1 |
.2
