Предлагаемое изобретение может быть использовано в электроламповом производстве для изготовления обычных и особо надежных осветительных электроламп.
Механизм предназначен для завивки держателей спирали электролампы.
В производстве электрических ламп используются механизмы завивки держателей, которые обеспечивают завивку держателей спирали с минимальным внутренним диаметром петли, равным 1,5 мм. Для изготовления особо надежных электроламп, требуется минимальный внутренний диаметр петли держателя, равный 0,5 мм. На известных механизмах завивки держателей получить такой диаметр петли невозможно, так как завивка петли держателя спирали производится вокруг барабанчика, в котором находится спираль. Поэтому изготовление особо надеж-ных ламп производится следующим образом: на держателях спирали завиваются петли обычного диаметра, т. е. с диаметром 1,5 мм, затем петли затягиваются вручную пинцетом до требуемого диаметра. При таком методе изготовления особо надежных ламп процент выхода годных ножек ламп находится в пределах 10-20%, а .производительность труда в несколько раз ниже, чем при изготовлении обычных ламп.
Цель предлагаемого изобретения - упростить технологию получения минимального диаметра петли держателей электрических ламп и повысить производительность труда на данной операции.
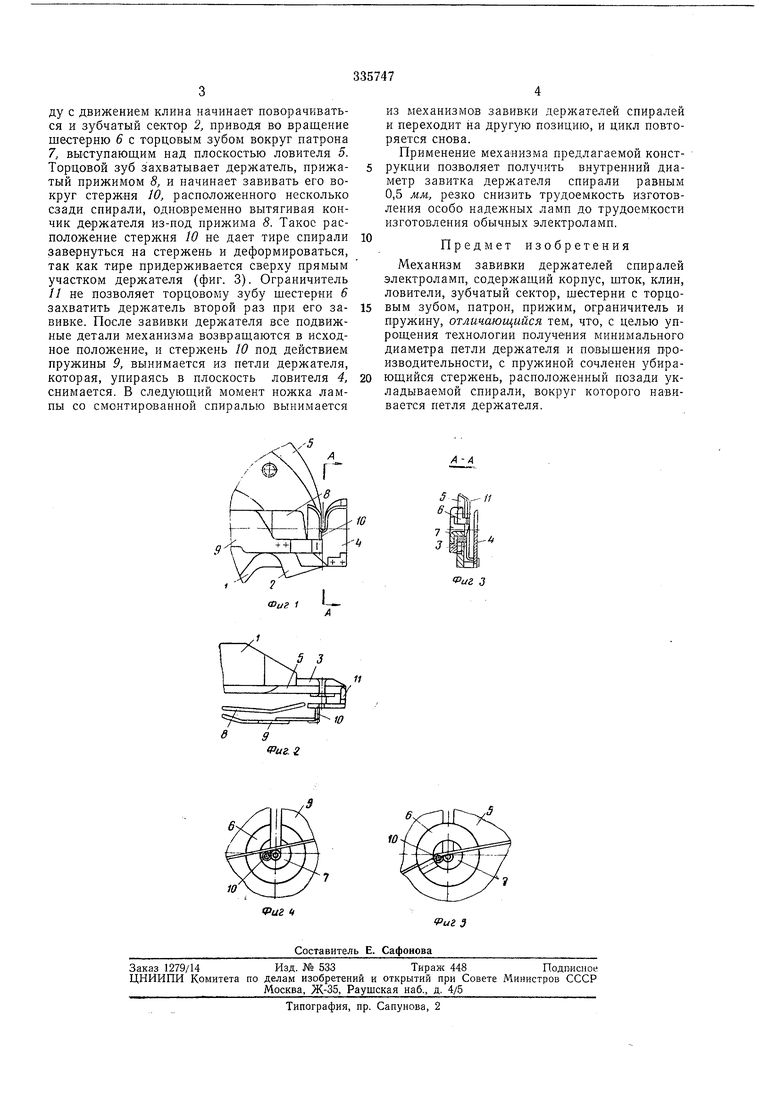
На фиг. 1 и 2 представлен узел завивки держателя, в двух проекциях; на фиг. 3 - разрез по А-А на фиг. 1; на фиг. 4 - положение держателя спирали перед завивкой петли на спираль; на фиг. 5 - завитый на спираль держатель в узле завивки.
Механизм завивки держателей спиралей электроламп состоит из корпуса / и других деталей, не показанных на чертеже, зубчатого сектора 2, ловителей 3-5, шестерни 6, патрона 7, прижима 8, пружины 9 со стержнем W и ограничителя 11.
Завивка держателя спирали в механизме производится следующим образом. В ловители укладывается спираль, закрепленная на электродах ножки лампы. Прямые держатели находятся между ловителями 4 и 5. Под воздействием кулачка автомата щток начинает подниматься вместе с закрепленным на нем клином (не показаны на чертежах), заставляющим пружину 9 вводить стержень W через отверстие ловителя 4 в глухое отверстие патрона 7. В следующий момент под воздействием того же клина прижим 8 прижимает кончик держателя к плоскости ловителя 5. Наряду с движением клина начинает поворачиваться и зубчатый сектор 2, приводя во вращение шестерню 6 с торцовым зубом вокруг патрона 7; выступающим над плоскостью ловителя 5. Торцовой зуб захватывает держатель, прижатый прижимом 8, и начинает завивать его вокруг стерж-ня 10, расположенного несколько сзади спирали, одновременно вытягивая кончик держателя из-под прижима 8. Такое расположение стержня 10 не дает тире спирали завернуться на стержень и деформироваться, так как тире придерживается сверху прямым участком держателя (фиг. 3). Ограничитель 11 не позволяет торцовому зубу шестерни 6 захватить держатель второй раз при его завивке. После завивки держателя все подвижные детали механизма возвращаются в исходное положение, и стержень 10 под действием пружины 9, вынимается из петли держателя, которая, упираясь в плоскость ловителя 4, снимается. В следующий момент ножка лампы со смонтированной спиралью вынимается
из механизмов завивки держателей спиралей и переходит на другую позицию, и цикл повторяется снова.
Применение механизма предлагаемой конструкции позволяет получить внутренний диаметр завитка держателя спирали равным 0,5 мм, резко снизить трудоемкость изготовления особо надежных ламп до трудоемкости изготовления обычных электроламп.
Предмет изобретения
Механизм завивки держателей спиралей электроламп, содержащий корпус, шток, клин, ловители, зубчатый сектор, шестерни с торцовым зубом, патрон, прижим, ограничитель и пружину, отличающийся тем, что, с целью упрощения технологии получения минимального диаметра петли держателя и повыщения производительности, с пружиной сочленен убирающийся стержень, расположенный позади укладываемой спирали, вокруг которого навивается петля держателя.
А-А
Риг 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления петель | 1982 |
|
SU1148684A1 |
| Устройство для завивки спиральных пружин | 1980 |
|
SU921656A1 |
| Автомат для изготовления спиральных тел накала V-образной формы | 1938 |
|
SU57195A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ВОЛОКНИСТЫХ КАРКАСОВ, В ЧАСТНОСТИ, ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 1998 |
|
RU2176296C2 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| Машина для изготовления винтообразных тел накала для электрических ламп | 1938 |
|
SU56367A1 |
| Устройство для намотки нитевидного материала | 1989 |
|
SU1632913A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПЕТЛЕВОГО СТРОПА ИЗ КОЛЬЦЕВОГО ЖГУТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087228C1 |
| УСТРОЙСТВО для ОДНОВРЕМЕННОГО ВВЕДЕНИЯ | 1965 |
|
SU174716A1 |
| Устройство врезки отвода в действующий трубопровод, сменный патрон для него и центратор самоцентрирующийся для установки устройства на трубопровод | 2017 |
|
RU2663316C2 |
