Изобретение относится к области сварки и может быть использовано при изготовлении арматурных сеток железобетонных изделий.
Известен способ изготовления арматурных сеток путем сварки пересечений продольных и поперечных стержней, расположенных взаимно перпендикулярно в параллельных плоскостях. Недостатком его является то, что при складировании для экономии производственных площадей и уменьЕхения высоты штабеля сеток неО|бходимо каждую вторую сетку после отрезки ее от полосы, поступающей из сварочной машины, поворачивать на 180°. В этом случае сетки укладываются так, что поперечные и продольные стержни двух лежаш;их одна над другой сеток всегда будут находиться на одном уровне.
Предложенный способ отличается тем, что подачу поперечных стержней осуществляют по одному или группами по заданной программе попеременно над плоскостью подачи продольных стержней и под ней. Этот способ позволяет повысить производительность и экономит производственные площади.
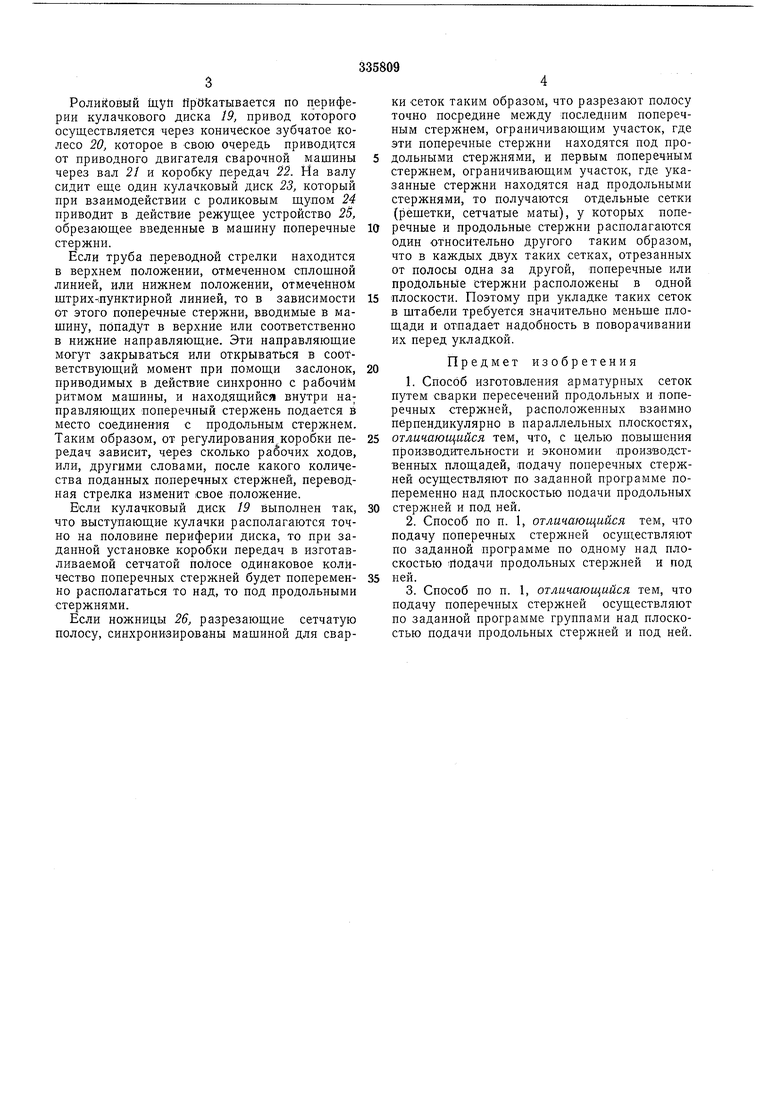
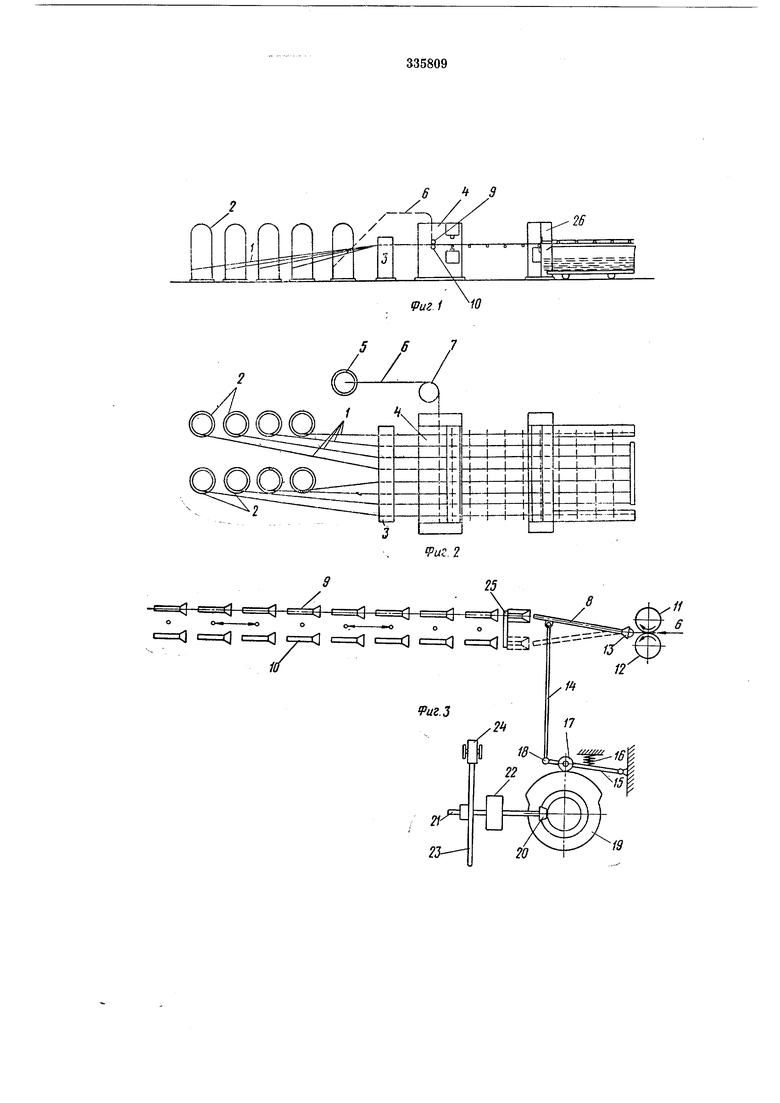
машину; на фиг. 4 - сетчатая полоса, изготовленная в соответствии с предлагаемым способом; на фиг. 5 - то же, для специальных целей.
Сущность способа состоит в следующем. Продольные стержни /, сматываемые с моталок 2, проходят через правильное устройство 3, подаются в машину 4 для сварки сеток. Точно так же с моталки 5 сматываются поперечные стержни 6 и по направляющему ролику 7 поступают в машину. В боковой части машины для сварки сеток расположены устройства, подающие стержни в машину, и переводная стрелка 8, которая направляет поступающий сбоку стержень в направляющие 9 или 10, лежащие соответственно выше или ниже постоянной плоскости подачи продольных стержней.
Стержень, захватываемый роликами 11 и 12, приводимыми во вращение приводом (не показан), вначале подается в трубу переводной стрелки, снабженной воронкой 13 па одном конце. Толкатель 14 соединяет трубу
Роликовый цуп НрОйатывается по периферии кулачкового диска 19, привод которого осуществляется через коническое зубчатое колесо 20, которое в свою очередь приводится от приводного двигателя сварочной машины через вал 21 и коробку передач 22. На валу сидит еще один кулачковый диск 23, который при взаимодействии с роликовым щупом 24 приводит в действие режущее устройство 25, обрезающее введенные в мащину поперечные стержни.
Если труба переводной стрелки находится в верхнем положении, отмеченном сплошной линией, или нижнем положении, отмеченном штрих-лунктирной линией, то в зависимости от этого поперечные стержни, вводимые в машину, попадут в верхние или соответственно в нижние направляющие. Эти направляющие могут закрываться или открываться в соответствующий момент при помощи заслонок, приводимых в действие синхронно с pa6o4HiVi ритмом машины, и находящийся внутри на; правляющих поперечный стержень подается в место соединения с продольным стержнем. Таким образом, от регулирования,коробки передач зависит, через сколько рабочих ходов, или, другими словами, после какого количества поданных поперечных Стержней, переводная стрелка изменит свое положение.
Если кулачковый диск 19 выполнен так, что выступающие кулачки располагаются точно на половине периферии диска, то при заданной установке коробки передач в изготавливаемой сетчатой полосе одинаковое количество поперечных стержней будет попеременно располагаться то над, то под продольными стержнями.
Если ножницы 26, разрезающие сетчатую полосу, синхронизированы машиной для сварки сеток таким образом, что разрезают полосу точно посредине между последним поперечным стержнем, ограничивающим участок, где эти поперечные стержни находятся под продольными стержнями, и первым поперечным стержнем, ограничивающим участок, где указанные стержни находятся над продольными стержнями, то получаются отдельные сетки (решетки, сетчатые маты), у которых поперечные и продольные стержни располагаются один относительно другого таким образом, что в каждых двух таких сетках, отрезанных от полосы одна за другой, поперечные или продольные стержни расположены в одной плоскости. Поэтому при укладке таких сеток в штабели требуется значительно меньше площади и отпадает надобность в поворачивании их перед укладкой.
Предмет изобретения
1.Способ изготовления арматурных сеток путем сварки пересечений продольных и поперечных стержней, расположенных взаимно перпендикулярно в параллельных плоскостях, отличающийся тем, что, с целью повышения производительности и экономии производственных площадей, подачу поперечных стержней осуществляют по заданной программе попеременно над плоскостью подачи продольных стержней и под ней.
2.Способ по п. 1, отличающийся тем, что подачу поперечных стержней осуществляют по заданной программе по одному над плоскостью йодачи продольных стержней и под ней.
3.Способ по п. 1, отличающийся тем, что подачу поперечных стержней осуществляют по заданной программе группами над плоскостью подачи продольных стержней и под ней. 6 zl
Риг 1 10 9
6116
Фигл
fu8.5
