Предлагаемое изобретение может быть использовано при изготовлении арматурных каркасов для железобетонных конструкций.
Известны устройства для контактной точечной сварки сеток, содержащие направляющие для подачи продольных прутков, ножницы для резки сетки, установленные «а станине сварочной машины ролики, и направляющие для подачи поперечных Прутков, а также ножницы для резки поперечных прутков.
Предложенное устройство отличается тем, что направляющие для подачи поперечных Прутков имеют замкнутое сечение и установлены двумя рядами, один из которых расположен над плоскостью подачи продольных прутков, а другой - под ней. Между подающими роликами и ножницами для резки поперечных прутков установлена трубка, один конец которой шарнирно закреплен «а станине сварочной машины, а другой конец шарнирно связан через систему рычаго1В с кулачковым диском, установленным на приводном валу.
Кроме того, Направляющие для подачи поперечных прутков могут быть выполнены в виде iCoocHbix отрезков труб с воронками со стороны входа прутков, или открытых 1C одной стороны желобов, снабженных заслонками, связанными через систему рычагов с соответствующим кулачковым диском, установленным на приводном валу, или двух соединенных между собой подпружиненным шарниром половин труб.
Это позволяет повысить производительность труда при изготовлении сеток с поперечными прутками, привариваемыми поочередно к продольным прутка-м сверху и снизу.
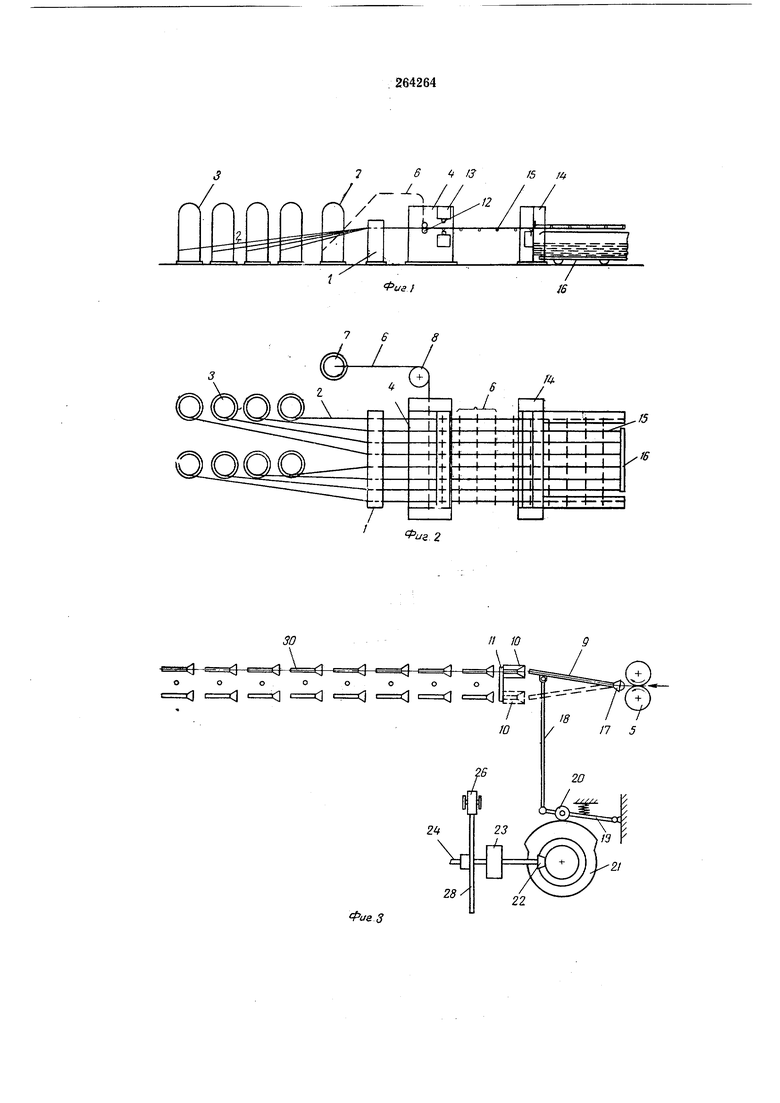
На фиг. 1 дано устройство, вид сбоку; на фиг. 2 - то же, вид сверху; «а фиг. 3 показано взаимное расположение трубки и направляющих для подачи поперечных прутков; на фиг. 4 и 5 - варианты выполнения направляющих; на фиг. 6 - привод нолшиц для резки поперечных прутков.
Устройство содержит направляющие / для подачи продольных проволок 2 с бухт 3, сварочную мащину 4, на станине которой установлены ролики 5 для подачи поперечных прутков 6 с бухты 7 через направляющий ролик 8, трубку 9, мундштуки 10, ножницы 11 для резки поперечных прутков, направляющие 12 для подачи поперечных прутков под сварочные электроды 13. За сварочной машиной установлены ножницы 14 для резки готовой сетки 15 и передвижная тележка 16.
19,на котором установлен следящий ролик
20,соединен .с кулачковым диском 21, Привод кулачкового диска 21 осуществляется через коническую пару 22, редуктор 23 и вал 24, Соединенный с валом, подающим сетку.
Кулачковый диск 21 выполнен так, что после полуоборота происходит перемещение трубки 9 от верхнего ряда «аправляющих для подачи поперечных прутков к «ижиему, или наоборот.
С помощью редуктора 23 устанавливают после скольких шагов подачи сетки долЖНо произойти перемещение трубки из одного положения В: другое.
Мундштуки 10 имеют воронку со стороны входа прутка и с помощью непоказавного привода повторяют перемещение обращенного к ним конца трубки 9.
Привод ножниц 11 выполнен в виде шарни/уно связанных между собой рычага 25 и подпружиненного со следящим роликом 26 рычага 27, взаимодействующего с кулачковым диском 28, устаибвленным на приводном валу 24.
Резка поперечного прутка происходит через .один оборот кулачкового диска 2S.
Для осущест1вления резки поперечного прутка предусмотрена упорная плита 29.
Направляющие 12 для подачи поперечных прутков могут быть выполнены в виде соосных отрезков труб 30, между которыми предусмотрены транспортирующие органы.
Согласно другому варианту направляющие 12 выполнены в виде открытых с одной Сторояы желобов с заслонками 31.
Эти заслонки закреплены на коленчатых рычагах 32, поворот которых благодаря шарнирам 33 происходит с помощью толкателя 34.
Толкатель 34 соединен,, в свою очер-едь, с другим коленчатым рычагом 35, на конце одного из плеч которого расположен ролик 36, поджимаемый с помощью пружины 37 на указанном конце рычага к кулачковому диску 38, установленному на приводном валу 24.
Заслонки 31 после каждого процесса подачи открываются, и поперечная провол-ока, введенная в желоо,. транспортируется к сварочным электродам.
Согласно третьему варианту направляющие 12 выполнены в виде двух соединенных между собой шарниром 39 и пружиной 40 половин труб 41, котОрые могут быть открыты для выхода введенной поперечной проволоки.
Работа устройства осуществляется следующ-им Образом.
Продольные прутки из проволоки 2 подают с бухт 3 по Направляющими 1 к электродам сварочной Машины. Поперечные прутки 6 с
бухты 7 подают через направляющий ролик 8 к подающим роликам 5. От подающих роЛИков поперечные прутки подаются в трубку 9, установленную в зависимости от того, сниЗУ или сверху приваривают поперечные пруткп к -продольным против верхнего или нижнего ряда направляющих 12 для подачи поперечных прутков. При этом мундштук 10 устанавливают против конца трубки 9.
Ножницами 14 отрезают заданную длину поперечного прутка и вводят поперечные прутки в направляющие 12, в которых эти прутки перемещают в направлении сварочных электродов 13.
После сварки пересечений продольных и поперечных прутков полученную сетку 15 в виде дорожки разрезают ножницами 14 на маты в соответствии с заданной длиной и щтабелируют эти маты на передвижной тележке 16.
Предмет изобретения
1.Устройство для контактной точечной сварки сеток, содержащее направляющие для
подачи продольных прутков, ножницы для резки сетки и установленные на станине сварочной машины ролики и направляющие для подачи поперечных прутков и ножницы для резки поперечных прутков отличающееся тем,
что. с целью повышения производительности при изготовлении сеток с поперечными пруткам:и, привариваемыми к продольным пруткам поочередно снизу и сверху, направляющие для подачи поперечных прутков им-еют
замкнутое сечение и установлены двумя рядами, один из которых р-асположен над плоскостью подачи продольных прутков, а другой - под ней, а между роликами для подачи поперечных прутков и ножницами для
резки поперечных прутков установлена трубка, один конец которой щарнирно закреплен на станине сварочной машины, а другой конец шарнирно связан через систему рычагов с кулачковым диском, установленным на
приводном валу.
2.Устройство по п. 1, отличающееся тем, что направляющие для подачи поперечных прутков выполнены в виде соосных отрезков труб с воронками со стороны входа прутка.
3. Устройство по п. 1, отличающееся тем, что направляющие для подачи поперечных прутков выполнены в виде открытых с одной стороны желобов, снабженньи заслонками, связанными, через систем.у рычагов с соответствующим кулачковым диском, установленным на приводном валу.
4. Усгройство по п. 1, отличающееся тем, что .направляющие для подачи поперечных прутков выполнены в виде двух соединенных
подпружиненным щарниром .половин труб. fS /«

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки решеток | 1978 |
|
SU1047380A3 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |
| Устройство для изготовления сеток | 1975 |
|
SU651670A3 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Машина для сварки сопротивлением непрерывно движущихся сеток | 1985 |
|
SU1311607A3 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170164C1 |
| Устройство для скручивания концов обвязочной проволоки | 1977 |
|
SU625594A3 |
| Автоматическая многоэлектродная машина для сварки плоских сеток | 1991 |
|
SU1797542A3 |
| Устройство для сварки арматурных сеток | 1978 |
|
SU721199A2 |
| Устройство для изготовления сеток | 1971 |
|
SU576020A3 |

-1-|-гт Фаг, 2
Фиг 3
/г 33 I/
10Я
2S
37
.
-36
Фиг 6
