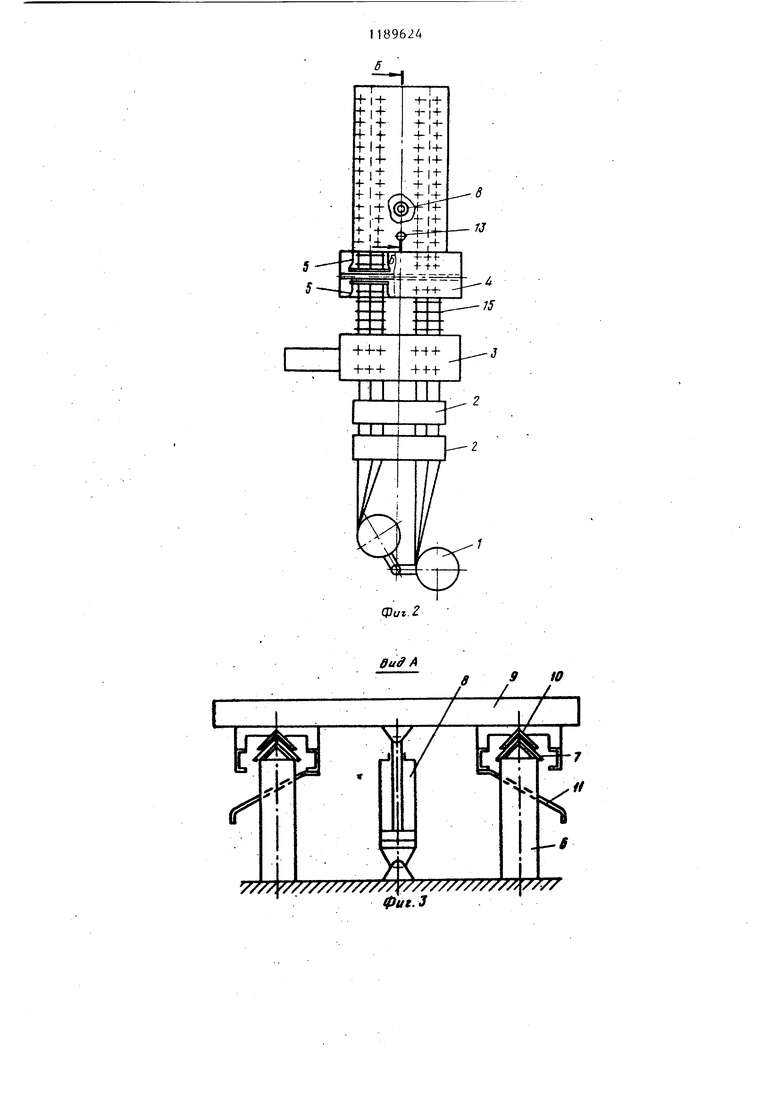
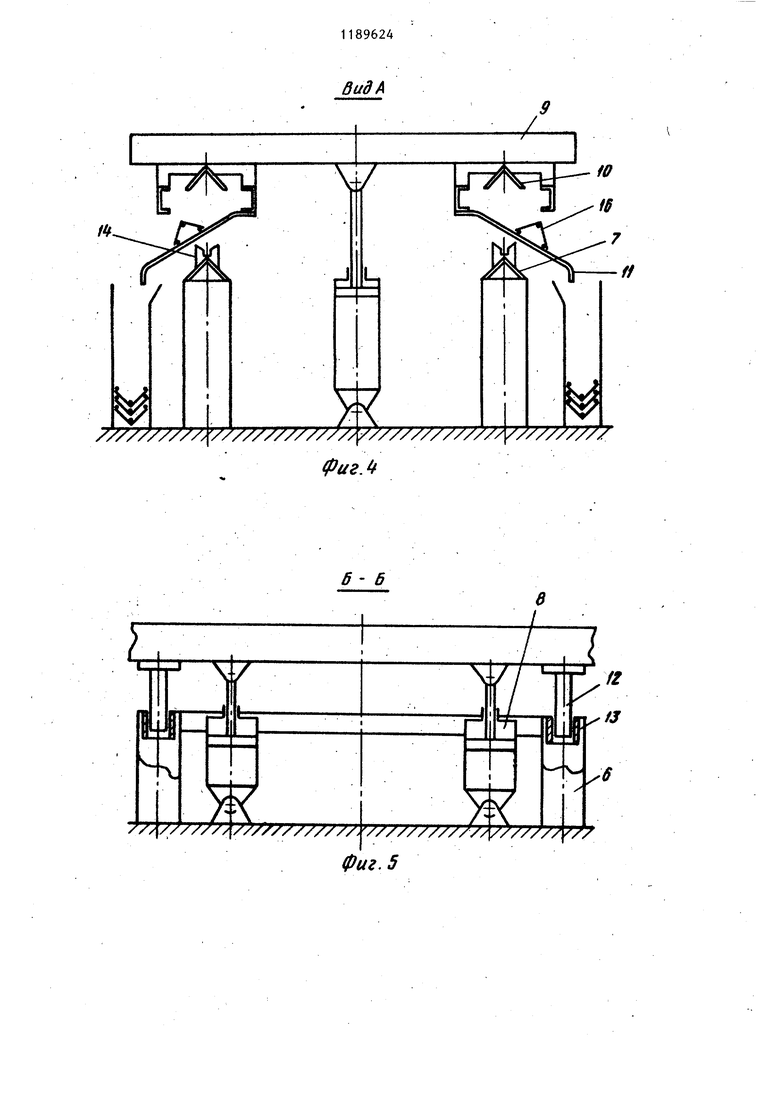
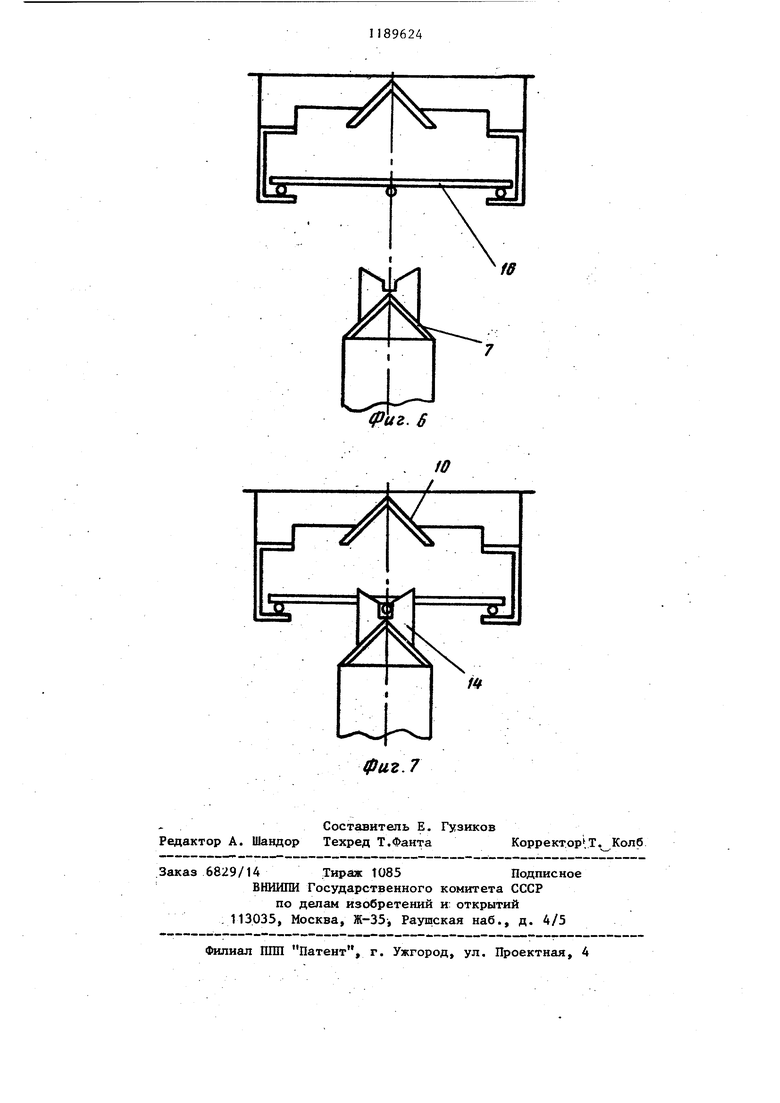
Изобретение относится к машиностроению, в частности к производст ву линий для изготовления арматурных каркасов. Цель изобретения - повышение пр изводительности и сокращение производственных площадей. На фиг. 1 представлена предлага емая линия, вид сбоку; на фиг. 2 то же, вид сверху; на фиг. 3 - вид А на фиг. 1, на стадии гибки карка сов; на фиг. 4 - то же, на стадии возврата рамы с пуансона:ми в исходное положение; на фиг. 5 - разрез Б-Б на фиг. 2; на фиг. 6 - нап равлякнцие и кронштейны -с прорезью при продвижении сетки, вид с торца; на фиг. 7 - то же, при гибке сеток. Линия содержит бухтодержатели 1 для продольной проволочной арматуры, устройство 2 для правки арматуры, сварочную многоточечную машину 3, ножницы 4, направляннцие 5 для сеток. За ножницами расположено гибочное устройство, имеющее стойки 6 с закрепленными на них матрицами 7, силовые цилиндры 8, шарнирно соединенные с рамой 9. На раме 9 закреплены пуансоны 1 сбрасываняцие рычаги 11, обеспечивакж ие съем и сбрасывание готового каркаса, и цилиндрические направляющие 12, контактируемые с направляющими втулками 13, располо женными в стойках 6. Для удержания сеток при их гибке на матрицах 7 закреплены кронштейны 14 с прорезями в средней части, а на пуансонах 10 выполнены соответствукяцие прорези над кронштейнами 14 Устройство работает следующим образом. Сбухтодержателей 1 продольная проволочная арматура проходит чере правильное устройство 2 к сварочной машине 3, где ее сваривают с поперечными стержнями и две полосы плоских сеток 15 подают сваро ной машиной через боковые направлякщие 5 в;д,оль матриц 7. После перемещения сеток на требуемую длину 42 по матрицам 7 сварку сеток прекращают и их отрезают ножницами 4. Силовые цилиндры 8 опускают раму 9 и пуансоны 10 на матрицах 7 изгибают сетки 15 в каркасы 16. (например, треугольной формы). Каркасу удерживаются на матрицах 7 при гибке от произвольного смещения в сторону благодаря расположению среднего продольного стержня каждого каркаса в прорезях кронштейнов 14. Этим обеспечивается точность размеров изогнутого каркаса в его поперечном сечении. Направление рамы 9 при ее перемещении осуществляют с помощью цилиндрических направляющих 12 и втулок 13. . После окончания изгиба каркасов раму 9 поднимают силовыми цилиндрами 8 в исходное положение. При этом закрепленные на раме рычаги 11 поднимают каркасы над матрицами 7 и каркасы сбрасывают вниз и в сторону по наклонно расположенным рычагам 11. Далее цикл работы повторяется. Работа на линии может производиться в автоматическом режиме. Использование изобретения обеспечивает увеличение производительности и облегчение условий труда. Расположение гибочного устройства с силовыми цилиндрами, пуансонаг. ми, матрицами и сбрасывающими рычагами на одном посту позволяет экономить производственные площади и вьтолнять операции гибки сеток и пакетирования изогнутых каркасов при двойном ходе пневмоцилиндров, что исключает их холостой ход и также ведет к повьш1ению производительности установки. Каркасы получаются точными благодаря направлению сеток при их перемещении и фиксации каркасов при гибке, а также благодаря точному направлению рабочих органов устройства при их перемещений. Рабочие органы устройства не подвергаются повьш1енному износу, так как гибку сеток производят без их скольжения по деталям рабо-, чих органов.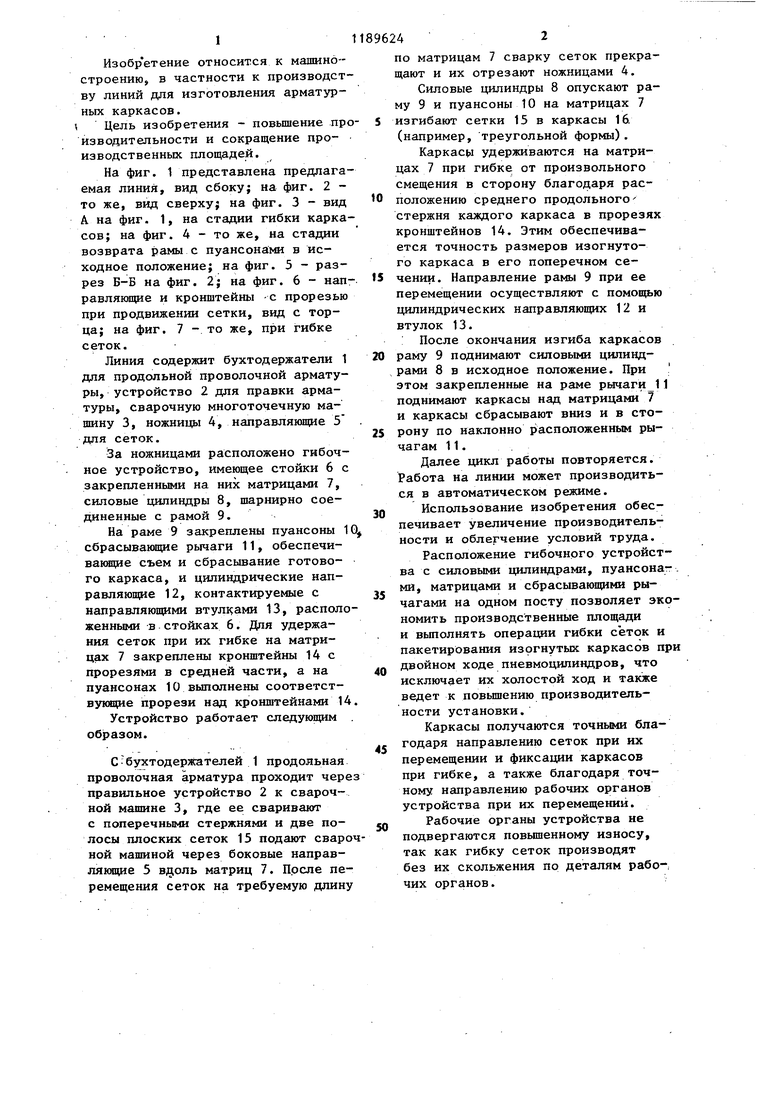
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления арматурных изделий | 1987 |
|
SU1447605A1 |
| Линия для изготовления арматурных каркасов | 1985 |
|
SU1297977A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Линия поперечной резки арматурной стали | 1980 |
|
SU903047A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Установка для изготовления арматурных каркасов железобетонных труб | 1976 |
|
SU642447A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Автоматическая линия для изготовления изделий типа ободов мотоциклетных колес | 1977 |
|
SU742014A1 |
1. ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КАРКАСОВ преимущественно треугольной формы в поперечном сечении, содержгицая бухтодержатель для продольных проволок, устройство для их правки, многоточечную машину для контактной сварки сеток, ножницы для их резки и гибочное устройство, отличающаяся тем, что, с целью повышения производительности и сокращения производственных площадей путем совмещения на одном рабочем месте операции гибки и пакетирования, она снабжена боковыми направляющими, выполненными из двух частей, одна часть которых закреплена на сварочной машине и нож- . ницах, гибочное устройство выполне(Л но в виде стоек с матрицами и кронштейнами с прорезями, расположенными соосно с боковыми направляющими, установленной с возможностью вертикального перемещения.рамы, оснащенной пуансонами, другой частью боковых направляющих, сбрасываю00 щими рычагами, и силовых цилиндров, ;о шарнирно соединенных с рамой. Од 2. Линия по п. 1 , о т ли ч а ю п аю я с я тем, что боковые направляющие выполнены П-образной Лормы.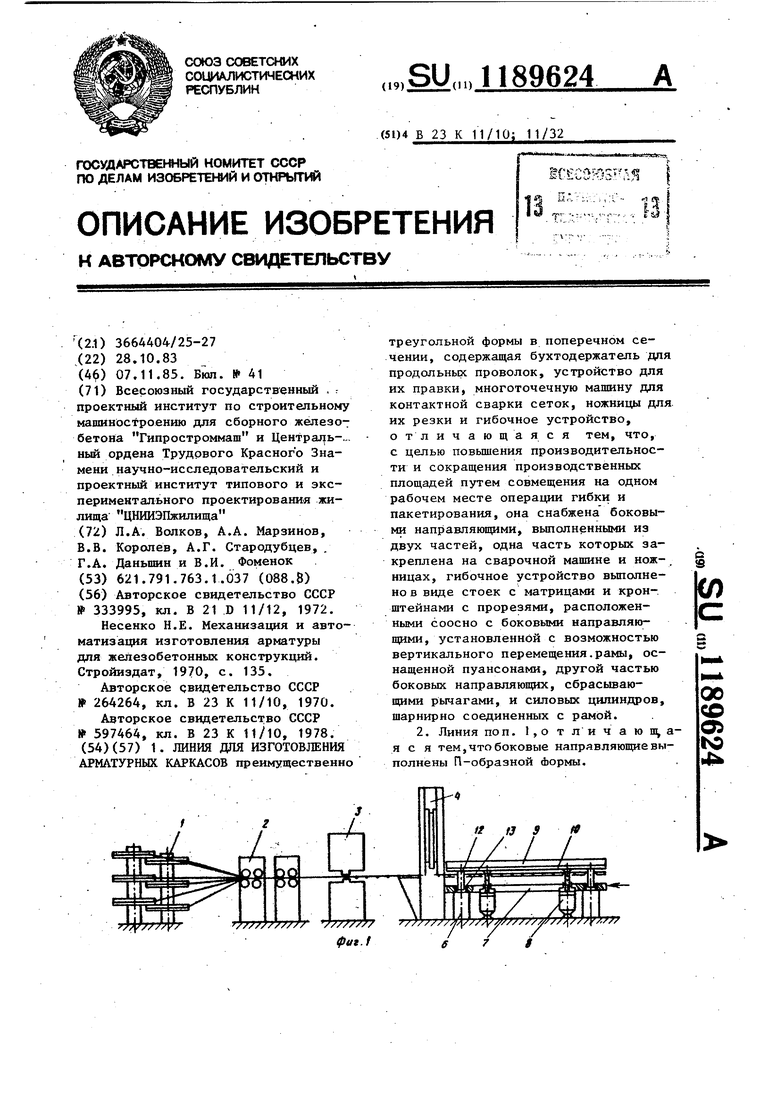
у///у///////// /// /}(
9 10
в
//
/
/ I/
и
фиг.З
фиг Л
| УСТАНОВКА ДЛЯ гибки АРМАТУРНЫХ СЕТОК | 0 |
|
SU333995A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Несенко Н.Е | |||
| Механизация и автоматизация изготовления арматуры для железобетонных конструкций | |||
| Стройиздат, 1970, с | |||
| Способ обделки поверхностей приборов отопления с целью увеличения теплоотдачи | 1919 |
|
SU135A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИСЕТОК | 0 |
|
SU264264A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для гибки арматурных каркасов открытого профиля | 1976 |
|
SU597464A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
