Известно устройство для поперечной прокатки деталей преимущественно с кольцевым желобом и профильной боковой поверхностью, содерл ащее приводные рабочие валки, профиль которых соответствует профилю желоба, и зажимные формующие профильные шайбы. Недостатком такого устройства является невозможность формовки желобов на плоских заготовках, имеющих большое внутреннее отверстие и профильную боковую поверхность.
Предлагаемое устройство позволяет осуществлять прокатку заготовок с большим внутренним отверстием и устраняет утонение боковых элементов профиля изделия. Для этого оно снабжено дополнительными рабочими валками, размещенными по периметру заготовки, и несколькими неприводными цилиндрическими опорными роликами, установленными между ними, причем все рабочие валки расположены в одной плоскости, перпендикулярной оси заготовки.
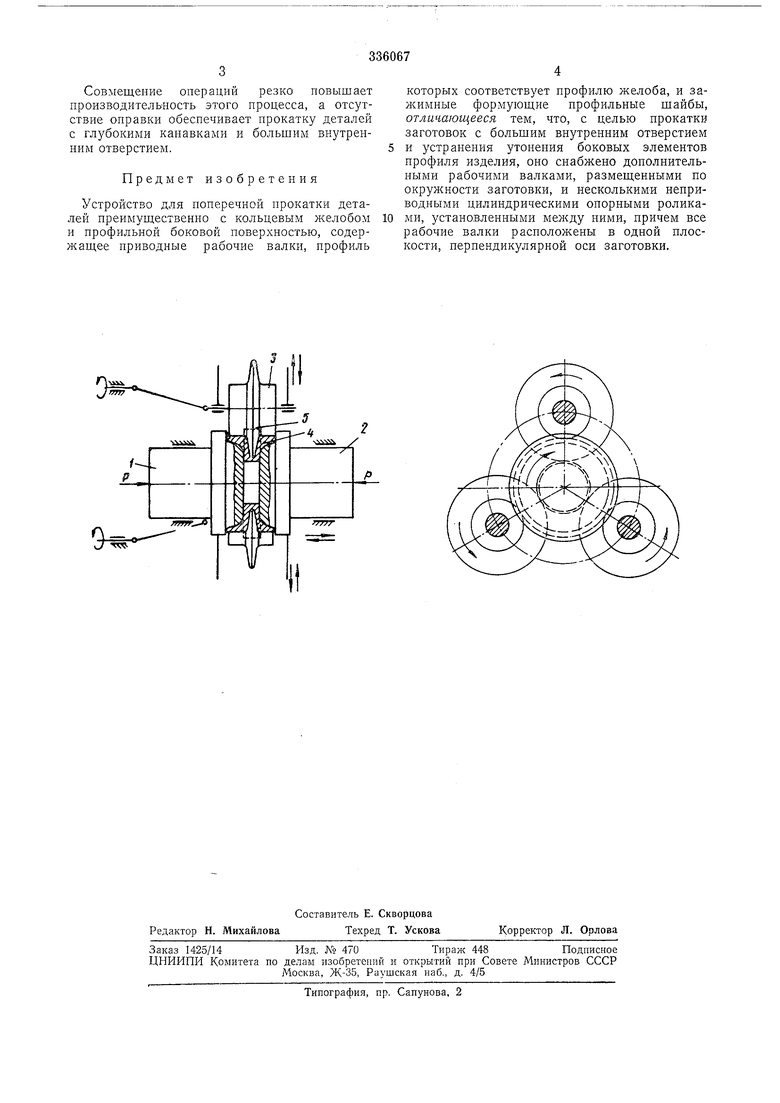
На чертеже схематически показано описываемое устройство, разрез по оси прокатки и вид сбоку.
Устройство состоит из неподвижной / и подвижной 2 зажимНых формующих шайб и трех (в данном случае) приводных рабочих валков 3. Шайба / имеет возможность осевой регулировки для обеснечения точного деления
заготовки 4 рабочими валками 5. Шайба 2 связана, например, с гидроцилиндром (на чертеже не показан) и имеет ход, необходимый для загрузки и выгрузки заготовок и зажима
заготовки во время формовки. Валки 3 имеют возможность синхронного радиального перемещения и расположены по окружности заготовки 4. рабочими валками 3 размещено несколько неприводных опорных цилиндрических роликов 5.
Работает устройство следующим образом.
Плоская заготовка 4 типа диска устанавливается на неподвижной торцовой шайбе /,
после этого начинается подвод валков 3 до касания их с заготовкой, чем достигается центрирование заготовки относительно валков. Далее производится зажим заготовки между шайбами / и 2, имеющими профиль,
соответствующий профилю боковой поверхности изделия, и предварительно сцентрированными относительно рабочих валков. После этого начинается собственно формовка заготовки, которая производится при одновременном движении валков 3 в радиальном направлении, в связи с чем обеспечивается центрирование заготовки и отпадает необходимость оправки. Валки 3 имеют одинаковый профиль, соответствующий профилю желоба
Совмещение операций резко повышает производительность этого процесса, а отсутствие оправки обеспечивает прокатку деталей с глубокими кацавками и большим внутренним отверстием.
Предмет изобретения
Устройство для поперечной прокатки деталей преимушественно с кольцевым желобом и профильной боковой поверхностью, содерл аш,ее приводные рабочие валки, профиль
которых соответствует профилю желоба, и зажимные формуюш,ие профильные шайбы, отличающееся тем, что, с целью прокатки заготовок с большим внутренним отверстием и устранения утонения боковых элементов профиля изделия, оно снабжено дополнительными рабочими валками, размещенными по окружности заготовки, и несколькими ненриводными цилиндрическими опорными роликами, установленными между ними, причем все рабочие валки расположены в одной плоскости, перпендикулярной оси заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| УСТРОЙСТВО ДЛЯ ПРОКАТКИ КОЛЕЦ С НЕСИММЕТРИЧНЫМ ПРОФИЛЕМ ТИПА ФЛАНЦЕВ | 1972 |
|
SU423552A1 |
| СТАН ДЛЯ ПРОКАТКИ ПРОФИЛЬНЫХ КОЛЕЦ | 1972 |
|
SU348266A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| СТАН ДЛЯ ПОПЕРЕЧНОЙ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1973 |
|
SU376155A1 |
| СТАНОК ДЛЯ НАКАТЫВАНИЯ ЗУБЧАТЬГХ КОЛЕС | 1964 |
|
SU166917A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115503C1 |
| ТРЕХРОЛИКОВАЯ МАШИНА ДЛЯ ГИБКИ ПРОФИЛЕЙ | 2003 |
|
RU2238163C1 |
| Валок для поперечной прокатки штучных кольцевых заготовок | 1972 |
|
SU446343A1 |
| ВАКУУМНЫЙ ПРОКАТНЫЙ СТАНtjMw JiOTLUA | 1967 |
|
SU190306A1 |
