I
Изобретение относится к области обработки металлов давлением; оно может быть использоваио для понеречной прокатки крупных профилей переменного сечения, например вагонных осей.
Известны станы для понеречной прокатки изделий неременного сечения, содержащие установленные в станине калиброванные кли«овые рабочие валки с приводом их вращения. Такие станы позволяют прокатывать изделия переменного профиля только небольщой длины, так как увеличение длины прокатываемого изделия ввиду особенности клиновой калибровки ведет к увеличению габаритов рабочих валков, а следовательно, и к увеличению габаритов стана.
Предлагаемый стан позволяет прокатывать длинномерные изделия переменного сечения (как сплощные, так и полые) типа вагонных осей при сравнительно небольщих габаритах рабочей клети стана благодаря тому, что он снабжен дополнительными группами рабочих валков с клиновой калибровкой, смонтированных по обеим сторонам основных рабочих валков соосно с ними с возможностью независимого вращения.
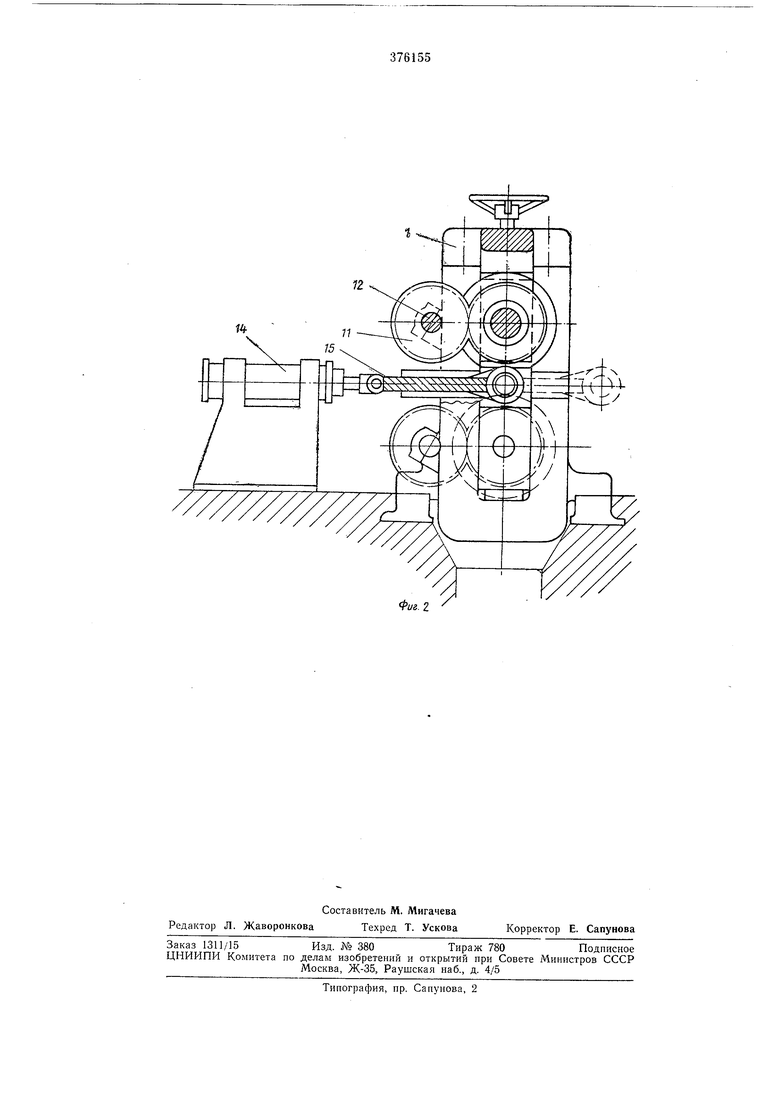
На фиг. 1 показан описываемый стан, продольный разрез по оси прокатки; на фиг. 2- то же, поперечный разрез по оси механизма подачи заготовок.
Стан состоит из станины / (фиг. 2) и трех рабочих валков 2, 3 к 4 (фиг. 1), расположенных на одной геометрической оси, но имеющих раздельный привод. Первые две пары
валков 2 3 для прокатки шеек вагонной оси посажены на валы 5 и связаны с ними шпонками. Валы через муфты 6 и шестеренную клеть 7 связаны с электродвигателем. Вторая пара валков 4 для прокатки средней части оси
установлена на валы 5 на подшипниках 8 и имеет возможность вращения независимо от валков для прокатки шеек. Валы 5 жестко связаны с шестернями 9 и 10, которые входят в зацепление с шестернями 11, закрепленными
на валах 12, передающих вращение через соответствующий привод от второго электродвигателя на валки 4.
Для установки нужного размера изделия стан оснащен механизмом 13 установки валков. Кроме того, для подачи заготовки в зону деформации и удаления готовых изделий на стане имеется механизм подачи заготовок, а для прокатки полых осей - механизм ввода и удаления оправок.
Механизм подачи заготовок состоит из гидроцилиндра 14, тяги 15 и кольцевых проводок 16, связанных с тягой.
Механизмов ввода и удаления оправок на стане два. С одной стороны стана механизм
ввода и удаления оправок управляет длинной
ступенчатой оправкой П, передняя часть которой имеет размеры оправкп, применяемой для закатки шеек, а размеры остальной части определяются размерами отверстия оси в средней части. Привод оправки гидравлический. С другой стороны стана располагается короткая оправка 18 с размерами отверстия в шейке оси. Привод и этой оправки гидравлический (от гидроцилиндра /9).
Работает стан следующим образом. Перед прокаткой механизм подачи заготовок выдви«ут с оси стана на ось подачи заготовок (положение 1пока1заио на фиг. 2 иуиктиром), а все рабочие валки сведены на конечный размер и сориентирова«ы затрузочиыми окнами к оси прокатки и не мешают подаче заготовки. Заготовка, например, толкателем продвигается в колыцевые ороводки механизма подачи, после чего заготовка переносится на ось прокатки. В поданную на ось прокатки заготовку вводится длинная оправка таким образом, чтобы ее утолш,енная часть находилась под средними валками. Включается привод валков для прокатки середины и за один оборот валков производится формовка средней части заготовки. Далее длинная оправка передвигается в сторону выхода из заготовки до
тех пор, пока тонкий конец ее встанет под валками для прокатки шеек. Одновременно с противоположной стороны вводится короткая оправка. После этого включается привод валков для прокатки шеек, а за один оборот этих валков производится прокатка шеек с одновременной отрезкой концевых отходов ножами, установленными на валках в конце их калибрующего участка. Прокатанная заготовка выводится с оси прокатки на ось подачи и там извлекается из кольцевых проводок.
При прокатке цельных осей последовательность операций совпадает с получением полых изделий, но без применения оправок.
Предмет изобретения
Стан для поперечной прокатки изделий переменного сечения, содержащий установленные в станине калиброванные клиновые рабочие валки с приводом, отличающийся тем, что, с целью обеспечения возможности прокатки длинномерных изделий типа вагонных осей, он снабжен дополнительными группами рабочих валков с клиновой калибровкой, смонтированных по обеим сторонам основных рабочих валков соосно с ними с возможностью независимого вращения.

| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для поперечно-клиновой прокатки изделий типа ступенчатых валов | 1981 |
|
SU952406A1 |
| СТАН ПОПЕРЕЧНОЙ ПРОКАТКИ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2039617C1 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2011 |
|
RU2457052C1 |
| СПОСОБ ПРОКАТКИ СПЛОШНЫХ ЖЕЛЕЗНОДОРОЖНЫХ ОСЕЙ | 1999 |
|
RU2164190C2 |
| Рабочая клеть прокатного стана | 1978 |
|
SU801917A1 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |
| Стан винтовой прокатки труб | 1978 |
|
SU741970A1 |
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| Устройство для продольной прокатки заготовок изделий переменного профиля | 1987 |
|
SU1827312A1 |
-Ра. 1
f4
Фиг. Z
