1
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении прокаткой колец с несимметричным профилем типа фланцев.
Известно устройство для прокатки колец с несимметричным профилем типа фланцев, содержащее смонтированные в станине наружный и внутренний валки, один из которых приводной, расположенные с возможностью взаимного радиального сближения и образующие калибр, серьезным недостатком которого является невозможность прокатки колец с достаточно сложным профилем, особенно колец с несимметричным профилем.
Предлагаемое устройство позволяет улучшить условия заполнения калибра и повысить качество прокатываемых колец за счет того, что оси наружного и внутреннего валков скрещены под углом, регулируемым в пределе до 3°.
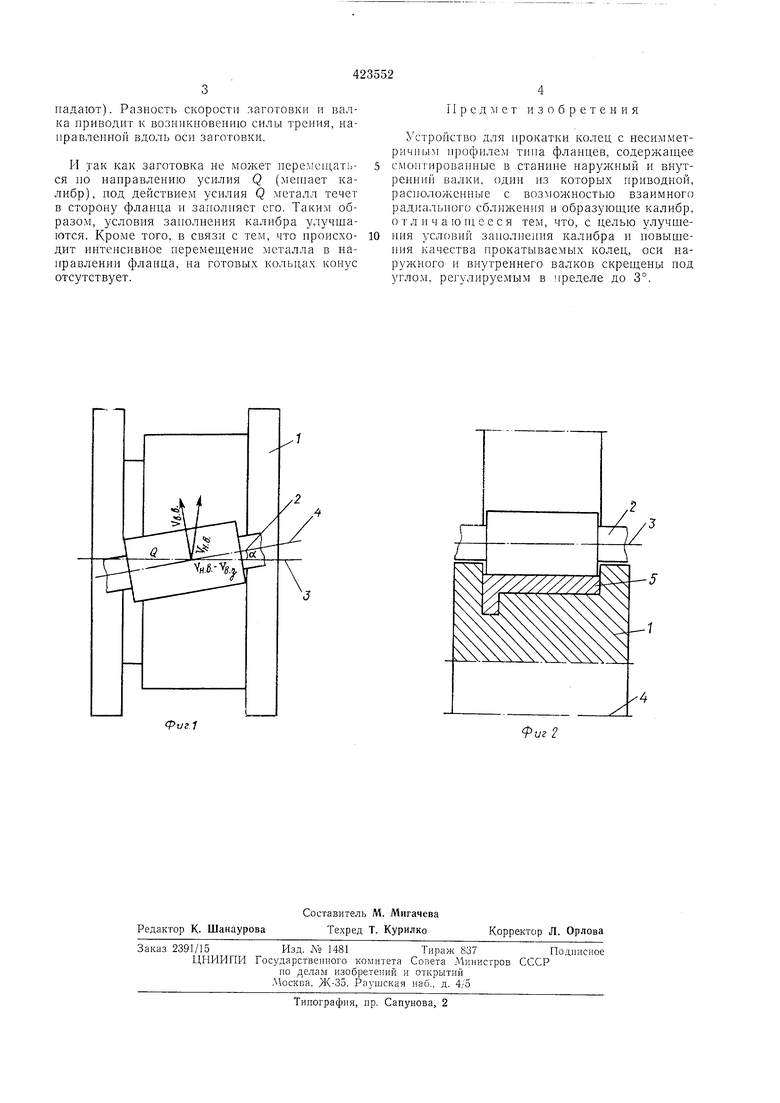
На фиг. 1 схематически изображено устройство; на фиг, 2 - продольный разрез устройства.
Устройство состоит из приводного наружного валка 1, неприводного внутреннего 2 и опорных роликов. Один из рабочих валков (внутренний или наружный) - нажимной. Оси
рабочих валков скрещены (ось наружного валка 3, ось внутреннего валка 4).
Калибровка валков закрытая. Врез на наружном валке. Профиль калибра соответствует профилю готового кольца. Калибровка располагается так. чтобы осевое усилие Q на кольце, возникающее из-за скрещивания осей, было направлено в сторону фланца. Для того, чтобы готовое кольцо не имело разностенности. угол скрепл,ивания а не должен превышать 2-4-3°.
Предусмотрена возможность регулировки
угла а.
Устройство работает следующим образом.
Перед прокаткой заготовку надевают на внутренний валок и заводят в калибр наружного валка. Во время прокатки уменьщают раствор валков, перемещая нажимной валок. При этом стенка кольца 5 обжимается, а диаметр его увеличивается.
Поскольку оси валков скрещены, скорости
вглтреннего валка VB.B. и заготовки Vв.э. не совпадают по направлению (ось заготовки 4 и ось наружного валка 3 параллельны, так как заготовка установлена в калибре наружного валка, поэтому скорости наружного валка
.B. и заготовки Ув.з. в месте контакта совпадают). Разность скорости заготовки и валка приводит к возникновепию силы трения, направленной вдоль оси заготовки.
И так как заготовка не может неремсщаться по направлению усилия Q (мегнает калибр), под действием усилия Q металл течет в сторону фланца и заполняет его. Таким образом, условия заполнения калибра улучшаются. Кроме того, в связи с тем, что нроисходит интенсивное перемещение металла в наиравлении флапца, на готовых кольцах конус отсутствует.
4 Предмет изобретения
Устройство для прокатки колец с несимметричным профилем типа флапцев, содержащее смоптироваппые в станине наружный и внутренний валки, один из которых приводной, расиоложеппые с возможностью взаимного радиального сближения и образующие калибр, отличающееся тем, что, с целью улучщения условий заполпеиия калибра и повыщения 1;ачества прокатываемых колец, оси наружного и внутреннего валков скрещены под угло.м, регулируемым в пределе до 3°.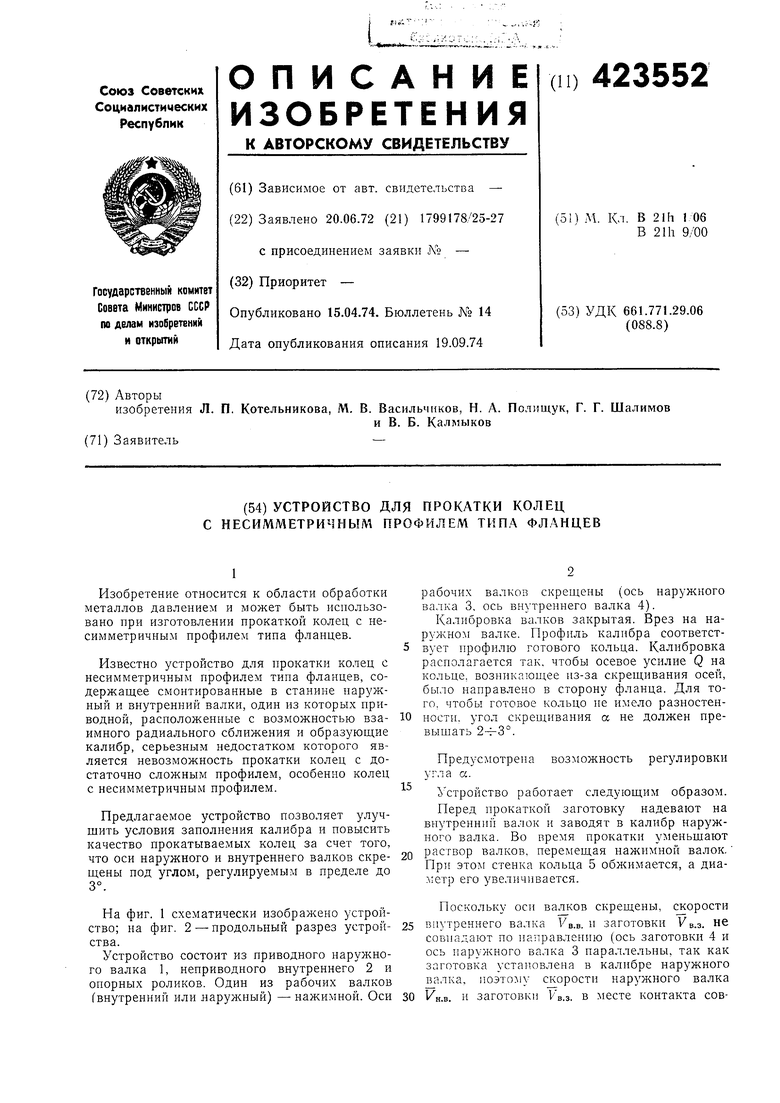
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ПРОКАТКИ ПРОФИЛЬНЫХ КОЛЕЦ | 1972 |
|
SU348266A1 |
| Стан для раскатки колец | 1986 |
|
SU1393513A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2179900C1 |
| Способ прокатки профильных колеци уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU810348A1 |
| Станок для прокатки кольцевых изделий | 1977 |
|
SU742016A1 |
| Способ прокатки тонкостенных профильных кольцевых конических изделий с фланцами | 1989 |
|
SU1683850A1 |
| Способ прокатки колец шарикоподшипников и устройство для его осуществления | 1980 |
|
SU967636A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Способ прокатки сложнопрофильных кольцевых изделий | 1989 |
|
SU1738448A1 |
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
4
