Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано при производстве криволинейных деталей из профильных заготовок.
Известна трехроликовая машина для гибки профилей, содержащая установленные на столе два приводных боковых ролика и средний гибочный ролик, связанный с приводом его радиального перемещения, при этом она снабжена установленной на столе с возможностью радиального перемещения относительно среднего гибочного ролика поддерживающей головкой, выполненной в виде вилки с установленными в ней двумя полуосями, на каждой их которых размещены со стороны наружной поверхности вилки опорный ролик, взаимодействующий со средним гибочным роликом, и поддерживающий ролик, установленный со стороны внутренней поверхности вилки, причем опорные ролики поддерживающей головки выполнены сменными (А.с. СССР №1098609, кл. В 21 D 7/03, 1984).
Недостатком известной машины является невозможность качественного изготовления криволинейных деталей из профилей вследствие искажения их первоначального поперечного сечения, так как действующие в полке профиля, находящейся в контакте с нажимным валком, сжимающие силы дают радиально направленные равнодействующие, отгибающие полку внутрь. Кроме того, при значительном прогибе внутренней полки и ее контактном взаимодействии с поддерживающей оправкой происходит их относительное скольжение, что приводит к возникновению дефектов на поверхности детали в виде гофров, задиров и царапин.
Ближайшим аналогом изобретения является трехроликовая машина для гибки профилей, содержащая нажимной и опорный профильные ролики, установленные на рабочих валах, при этом она снабжена оправками, каждая из которых сопряжена по калибру с соответствующим профильным роликом, а также рычагами по числу оправок, посредством которых оправки связаны с рабочими валами (А.с. СССР №940908, кл. В 21 D 5/06, 1982).
Недостатком известной машины также является невозможность изготовления качественных криволинейных деталей из профилей, так как вследствие свободного качания рычагов на первом этапе процесса гибки-прокатки, когда происходит только поперечный изгиб заготовки без ее протяжки между деформирующими валками, оправки могут смещаться по внутренней полости профиля в сторону наименьшего сопротивления их движению и не обеспечивают приложения дополнительного изгибающего давления к полкам профиля. Поэтому на втором этапе процесса гибки-прокатки происходит искажение поперечного сечения профильной заготовки, заключающееся в прогибе полок внутрь, и когда расстояние между полками становится равным диаметру внутренней оправки, начинается относительное скольжение между полками и оправкой, что приводит к возникновению дефектов на внутренней поверхности профиля и возможности заклинивания заготовки в валках.
Технической задачей изобретения является повышение качества криволинейных деталей из профилей при их пластическом формообразовании методом гибки-прокатки за счет предотвращения искажения поперечного сечения заготовки.
Поставленная задача решается тем, что в трехроликовой машине для гибки профильных заготовок, содержащей нажимной и опорный профильные ролики, установленные на рабочих валах, и оправки, каждая из которых сопряжена по калибру с соответствующим профильным роликом, по периметру оправок установлены цилиндрические ролики в количестве не менее двух, диаметр которых удовлетворяет неравенству

где Dp - диаметр роликов;
Ronp - радиус оправки;
Rycт - радиус установки роликов в оправку;
n - количество роликов, установленных в оправку;
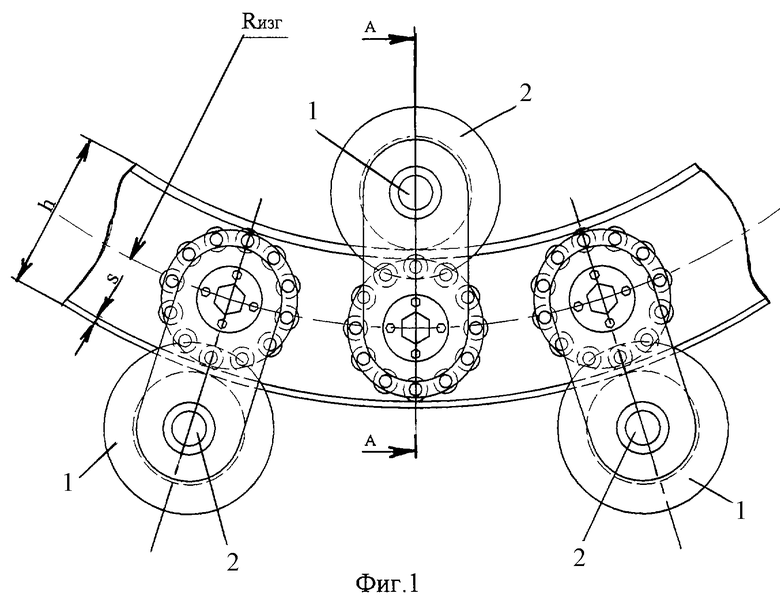
Rизг - радиус изгиба заготовки в валках;
h - высота профиля;
s - толщина полок профиля.
Сущность изобретения состоит в том, что искажение поперечного сечения профиля не происходит, так как горизонтальные полки заготовки находятся в фиксированном положении в очаге деформации за счет контакта по наружной поверхности с профильными роликами гибочной машины и с цилиндрическими роликами, установленными в оправку, по внутренней поверхности. Оправка является самоустанавливающейся и поэтому ее контакт с каждой из полок может происходить как по образующей одного цилиндрического ролика, так и по образующим двух цилиндрических роликов. Диаметрально противоположные цилиндрические ролики, взаимодействующие с полками, вращаются в одну сторону за счет действия на них активных сил трения со стороны заготовки и не препятствуют движению последней. Это обеспечивает проведение процесса гибки-прокатки без относительного скольжения между цилиндрическими роликами и заготовкой и отсутствие на поверхности готовой детали дефектов в виде гофров, задиров и царапин.
Если количество цилиндрических роликов, установленных в оправку, менее двух или диаметр цилиндрических роликов

то так как оправка является самоустанавливающейся, может произойти касание полки профиля, находящейся на внутренней стороне изгиба (в зоне сжатия), и основной части оправки. Это приведет к ухудшению качества поверхности готовой детали и в ряде случаев может вызвать заклинивание заготовки в валках. Выбор диаметра цилиндрических роликов по заданному условию исключает вероятность касания основной части оправки и полок профильной заготовки.
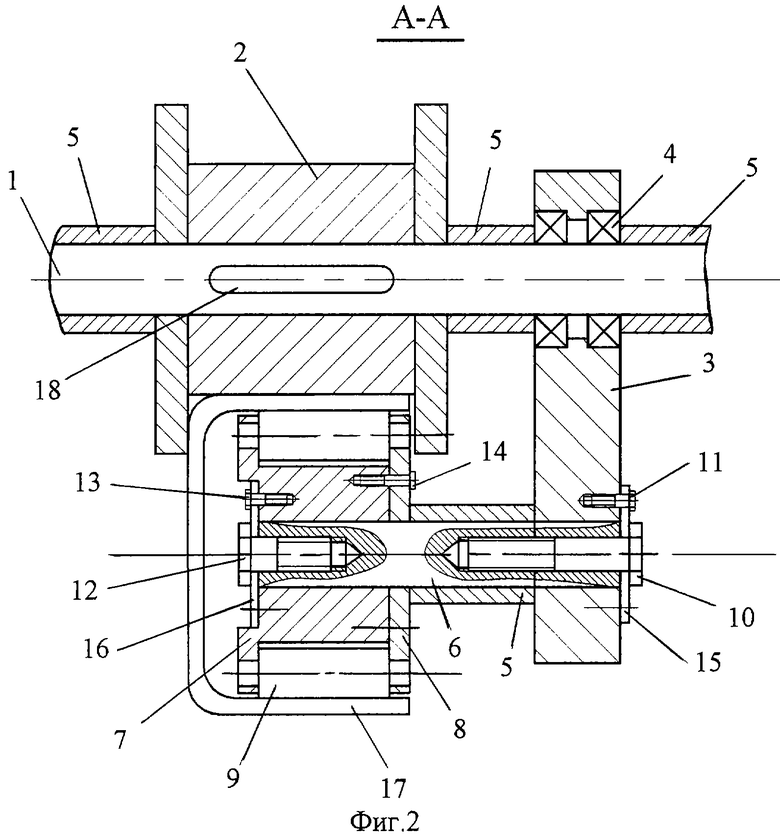
На фиг.1 показана схема расположения валков и оправок предлагаемой гибочной машины; на фиг.2 - сечение А-А фиг.1; на фиг.3 - схема установки цилиндрических роликов в оправку.
На рабочем валу гибочной машины 1 установлен сборный валок 2 и щека 3 на подшипниках 4. Валок и щека устанавливаются по длине вала с помощью дисковых дистанционных элементов 5. В отверстие щеки 4 установлена ось 6. На ось 6 установлена оправка, состоящая из основной части 7, кольца 8 и цилиндрических роликов 9, которые расположены по периметру оправки. Неподвижное положение оправки обеспечивается болтами 10, 11, 12, 13 и 14 и шайбами 15 и 16. Цилиндрические ролики 9 вращаются в одну сторону за счет сил трения, действующих со стороны движущейся заготовки 17. Заготовка 17 перемещается приводными валками 2. Крутящий момент на валки передается от рабочих валов гибочной машины с помощью шпонок 18.
Применение описываемого изобретения позволит повысить качество криволинейных деталей из профилей (преимущественно типа швеллера, С-образного профиля, корытного профиля и двутавра) при их пластическом формообразовании методом гибки-прокатки и снизить объем последующих доводочных работ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехроликовая машина для гибки профильных заготовок | 1991 |
|
SU1796312A1 |
| Трехроликовая машина для гибки профилированных заготовок | 1980 |
|
SU940908A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ | 2002 |
|
RU2229355C1 |
| Трехроликовая машина для гибки профилированных заготовок | 1981 |
|
SU1003963A2 |
| Способ гибки профильных труб и устройство для его осуществления | 2016 |
|
RU2693581C1 |
| Способ гибки длинномерных полых изделий с профилем открытого типа | 2018 |
|
RU2691478C1 |
| Способ изготовления профильных деталей | 1982 |
|
SU1172628A1 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2006 |
|
RU2308340C1 |
| Ротационная сортогибочная машина | 1980 |
|
SU940914A1 |
| Трехроликовая машина | 1989 |
|
SU1780898A1 |

Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано при производстве криволинейных деталей из профильных заготовок. Трехроликовая машина для гибки профильных заготовок содержит нажимной и опорный профильные ролики, установленные на рабочих валах, и оправки. Каждая оправка сопряжена по калибру с соответствующим профильным роликом. По периметру оправок установлены цилиндрические ролики в количестве не менее двух, диаметр которых удовлетворяет представленному в формуле изобретения неравенству. Достигается повышение качества криволинейных деталей из профилей при их пластическом формообразовании методом гибки-прокатки за счет предотвращения искажения поперечного сечения заготовки. 3 ил.
Трехроликовая машина для гибки профильных заготовок, содержащая нажимной и опорный профильный ролики, установленные на рабочих валах, и оправки, каждая из которых сопряжена по калибру с соответствующим профильным роликом, отличающаяся тем, что по периметру внутренних оправок установлены цилиндрические ролики в количестве не менее двух, диаметр которых удовлетворяет неравенству

где Dp - диаметр роликов;
Roпp - радиус оправки;
Rycт - радиус установки роликов в оправку;
n - количество роликов, установленных в оправку;
Rизг - радиус изгиба заготовки в профильных роликах;
h - высота профиля;
s - толщина полок профиля.
| Трехроликовая машина для гибки профилированных заготовок | 1980 |
|
SU940908A1 |
| Трехроликовая машина | 1989 |
|
SU1780898A1 |
| Трехроликовая машина для гибки профилированных заготовок | 1981 |
|
SU1003963A2 |
| КОНСОЛЬНОЕ ГИБОЧНОЕ УСТРОЙСТВО | 1996 |
|
RU2096112C1 |
| DE 3034436 A1, 25.03.1982. | |||

