1
Изобретение относится к области обработки металлов давлением и может быть использовано ири поперечной прокатке штучных кольцевых заготовок в винтовых калибрах.
Известен валок для поперечной прокатки штучных кольцевых заготовок в винтовых калибрах, образованных ребордами и содержащих последовательно участки формовки, калибровки и разделения заготовки. Такой валок применяется для прокатки штучных кольцевых заготовок, разделение которых производится увеличива1ош,имися по высоте на участке разделения ребордами. При этом разрезаемая перемычка подгибается на внутренний диаметр заготовки.
Для обеснечеция получения гладкого отверстия нри разделении заготовок и увеличения стойкости реборд на участке разделения заготовок в средней части цилиндрической поверхности каждой реборды предусмотрена винтовая канавка, при этом общая ширина реборды увеличивается.
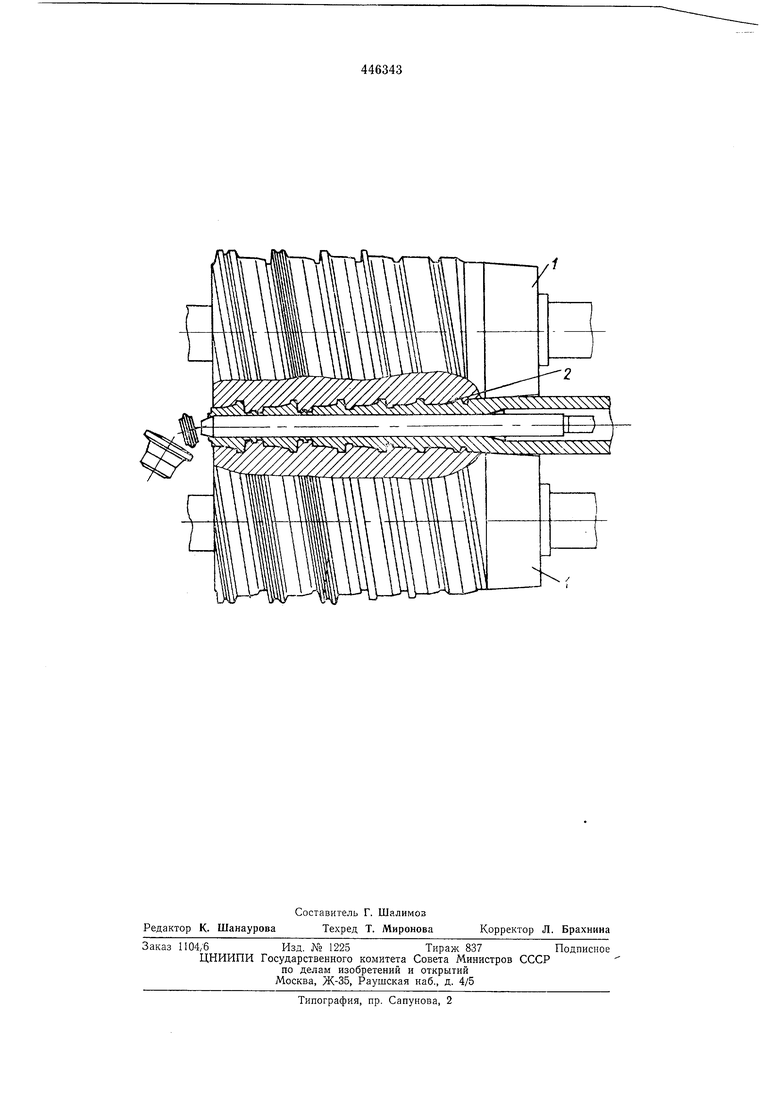
На чертеже представлены валки 1 с винтовыми калибрами 2, образованные ребордами.
Прокатка валка осуществляется следующим образом.
Трубная заготовка задается на оправке между непрерывно вращающимися валками с винтовыми калибрами. Заготовка захватывается валками, развернутыми на угол подачи, начинает вращаться и перемещаться в осевом нанравлении. В процессе прокатки происходит редуцирование диаметра и толщины
стенки заготовки за счет обжатия на оправке. Затем производятся последовательно формовка, калибровка и разделение кольцевых изделий, прокатанных из трубной заготовки. Так как на участке разделения реборда имеет
канавку, то перемычка формуется с выступом и при увеличении ширины реборды происходят растяжение и разрыв утоненных участков перемычки.
15
Предмет изобретения
Валок для поперечной прокатки штучных кольцевых заготовок, содержащий реборды, образующие винтовые калибры, и последовательно участки формовки, калибровки и разделения заготовок, отличающийся тем, что, с целью получения гладкого отверстия при разделении заготовок и увеличения стойкости реборд, на участке разделения заготовок в средней частн цилиндрической новерхности каждой реборды предусмотрена винтовая канавка, при этом реборда выполнена расширяющейся в направлении конца калнбра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
| Способ поперечно-винтовой прокатки заготовок колец и устройство для его осуществления | 1978 |
|
SU667301A1 |
| Инструмент для поперечно-винтовой прокатки штучных кольцевых заготовок | 1977 |
|
SU680793A1 |
| Способ получения тонкостенных заготовок колец | 1977 |
|
SU667299A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| Способ получения коротких тел вращения и валки для его осуществления | 1978 |
|
SU759186A1 |
| Устройство для прокатки штучных кольцевых заготовок | 1969 |
|
SU331615A1 |
| Способ изготовления полых изделий, преимущественно шаров | 1990 |
|
SU1779456A1 |
| СТАН ДЛЯ ОДНОВРЕМЕННОЙ ПРОШИВКИ И ПРОКАТКИ ПРОФИЛИРОВАННЫХ ТРУБНЫХ ЗАГОТОВОК ДЛЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1960 |
|
SU132175A1 |
| Способ поперечной прокатки в винтовых калибрах круглых профилированных полых заготовок для кольцевых изделий | 1956 |
|
SU107607A1 |