вет 1:твенно инверсный и прямой выходы четвертого триггера, подключенные, кроме того, к сбросовым входам соответственно первого и второго счетчиков, выходы шестого и седьмого элементов И соединены соот1
Изобретение относится к прокатному производству и может быть использовано для рационального безотходного раскроя проката, полученного, например, на выходе непрерывного заготовочного стана в тех случаях, когда летучие ножницы расположены непосредственно за станом и раскрой проката начинается еще до окончания прокатки, т.е., фактическая длина проката неизвестней.
Цель изобретения - повьшение точности раскроя и увеличение выхода годного -металла, за счет более точного прогнозирования будущей длины раската и формирования заданной длины последней заготовки.
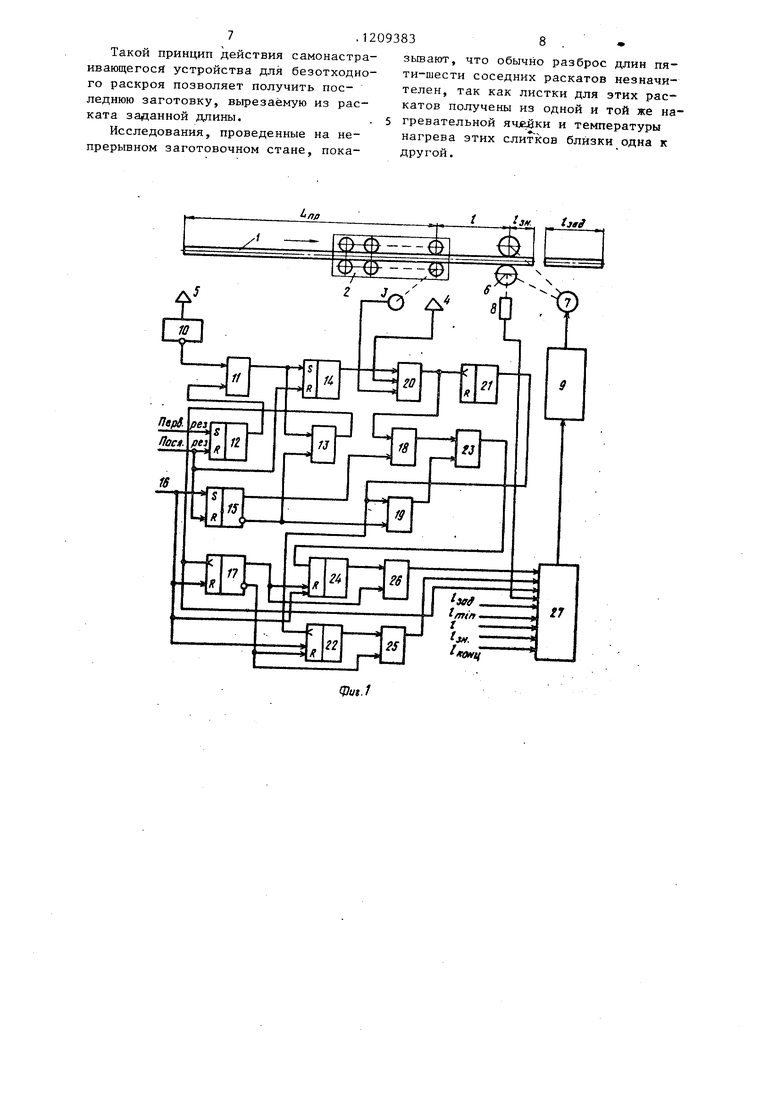
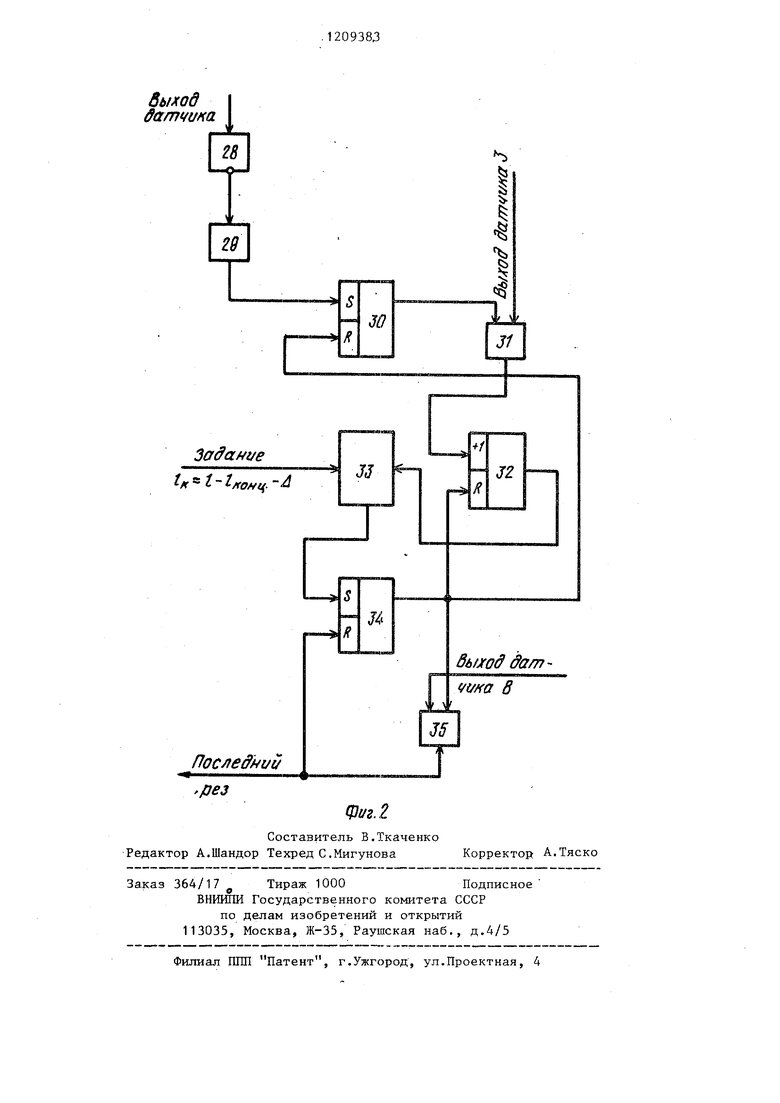
На фиг.1 представлена блок-схема предлагаемого устройства, на фиг.2 - схема получения сигнала Последний рез.
Устройство содержит раскат 1, находящийся в валках 2 прокатного стана, с валком последней клети стана связан импульсный датчик 3 длины раската, а за последней клетью установлен датчик 4 наличия раската. На входе прокатного стана установлен датчик 5 наличия раската, а на выходе - планетарные ножницы 6, приводимые в действие двигателем 7 и связанные с датчиком 8 реза.
Управление двигателем ножниц осуществляет система управления электроприводом 9.
Выход датчика 5 связан чер€;з инвертор 10 с первым входом элемента И 11, второй вход которого соединен с выходом триггера 12, а выход элемента И 1 1 связан с первым входом элемента И 13 и с S-входом триггера 14. Вход триггера 12 связан со схемой выделения первого реза по металлу , а R -вход - со схемой вьщеления
ветственно с вторым и третьим входами вычислительного блока, четвертый вход которого соединен с датчиком реза, а остальные входы с задатчиками исходных длин раскроя.
последнего реза по металлу (не пока- заны), а также с R -входами триггеров 14 и 15. S-вход триггера связан с кнопкой Смена профиля 16 и R-входом триггера 17. Прямой выход триггера 15 связан с вторым входом элемента И 18, а инверсный - с вторыми входами элементов И 19 и 13, выход последнего связан со счетным входом триггера 17.
Прямой выход триггера 14 связан с первым входом элемента И 20, третий вход которого связан с импульсным датчиком 3 длины, а второй - с датчиком 4. Выход элемента 20 связан со счетным входом триггера 21 и первым входом элемента И 18, выход триггера с первым входом элемента И 19 и счетным входом второго счетчика 22 импульсов, а вход Сброс счетчика связан с кнопкой 16. Выходы .элементов И 18 и 19 соединены соответственно с первым и вторым входами элемента ИЛИ 23, выход которого связан со счетным входом первого счетчика 24 импульсов, а вход Сброс счетчика связан с кнопкой 16.
Выходы счетчиков 22 и 24 импульсов соединены соответственно с первыми входами элементов И 25 тл 26, с вторыми вxoдa ш которых соединены соответственно инверсный и прямой выходы триггера 17, а также сбросовые входы счетчиков 22 и 24. Выходы элемен- тов И 26 к 25 соединены соответственно с первым и вторым входами вычисли- тешьного блока 27, первый вход которого связан с выходом элемента 13, а четвертый, вход - с датчиком 8 реза Выход вычислительного блока 27 подключен к входу системы управления электроприводом 9 ножниц.
Устройство работает следующим образом.
3
Перед раскроем раскатов другого профиля оператор нажимает кнопку 16 Смена профиля, при этом триггер 15 устанавливается в положение 1, а счетчики 22 и 24 и,триггер 17 - в О. Передний конец раската 1 проходит через клети 2 прокатного стана и принимает в результате пластической деформадии заданные размеры попречного сечения. При этом система управления электроприводом включена в работу, ножницы 6, настроенные, на порез заданной длины f JQA заготовки, работают, и при попадании переднего конца раската в зону датчика 4 производится синхронизация положения ножей относительно переднего конца с целью отрезания головной заготовки в пределах допуска. При дальнейшем продвижении раската осу- ществляется первый рез по металлу. Срабатьшает схема выделения сигнала Первьш. рез по металлу (не показана), который поступает на прямой вход триггера 12. Последний срабаты вает, а с его выхода сигнал 1 поступает на вход элемента 11.
Схема первого реза по металлу может работать следующим образом. При выходе переднего конца раската из- под датчика 4 срабатывает элемент выдержки времени. При совпадении сигналов конца вьщержки времени и срабатывания датчика ножниц вырабатывается сигнал Первый рез.
При выходе заднего конца раската из-под датчика 5 сигнал 1 через - инвертор 10 поступает на вход элемента 11, а с выхода его - на входы триггера 14 и элемента 13. Триггер 14 срабатывает и подает сигнал разрешения на вход элемента 20. Так ка под датчиком 4 находится раскат, то на другом входе элемента 20 также есть сигнал 1. Тогда импульсы длины раската от датчика 3 проходят на вход триггера 21 и через элементы 18 и 23 поступают на вход первог счетчика 24 импульсов, а импульсы с выхода триггера 21 поступают на вход второго счетчика 22 импульсов.
Так как элемент 13 закрыт сигналом с триггера 15, то сигнал Раскрой на вход блока 27 не поступает Первьй раскат режется на заданные f sarQTOBOK без участия вычислительного блока 27 раскроя.
0
0
При выходе заднего конца раската из-под датчика 4 поступление импульсов от датчика 3 через элемент 0 прекращается, во втором счетчике оказьшается записанным число импульсов , J пропорциональное половине длины раската, прошедшей через плоскость реза ножниц при прохождении задним концом раската расстояния от датчика 5 до датчика 4, а в первом счетчике оказ&1вается записанным числом импульсов t,np.i , пропорциональное длине раската, прошедшей через плоскость реза ножниц при прохождении задним концом его расстояния от датчика 5 до датчика 4. Как только ножницы сделают последний рез по металлу, выделяется сигнал Последний рез по металлу.
На фиг.2 представлена структурная схема выделения сигналов Последний рез. Установочные входы триггеров и счетчика не показаны. При сходе задней кромки раската с оси датчика 4 сигнал на входе инвертора 28 исчезает, а на выходе, возникает. При
этом срабатывает формирователь 29 одиночных импульсов, а триггер 30 устанавливается в положение 1 и дает разрешение на прохождение импульсов длины с датчика 3 через элемент И 31 на вход счетчика 32. Выход счетчика связан с входом схемы 33 сравнения, на второй вход которой поступает код числа, равного
f комч А
Когда задний конец раската подойдет к оси ножниц на расстояние f конц Л тогда на выходе счетчика 32 образуется код числа Р , « схема 33 сравнения сраба- тьшает, а триггер 34 устанавливается , в положение 1. При этом счетчик 32 и триггер 30 устанавливаются в состояние О, а на вход элемента И 35 подается разрешающий сигнал. При отрезании ножницами от раската последней заготовки с длиной, равной ЕК.ОНЧ 3 второй вход элемента 35 с выхода датчика 8 реза поступает сигнал, которьй устанавливает триггер 34 в состояние О. Этот сигнал подается в систему (фиг.1) под названием Последний рез.
При поступлении в стан второго раската и выходе заднего конца его из под датчика 5 срабатывают элемент И 11 и триггер 14.
Сигнал 1 с выхода элемента И 11 поступает ни вход элемента И 13, на другой вход которой подан сигнал 1 с инверсного выхода триггера 15. На выходе элемента 13 возникает сигнал 1, срабатывает триггер 17 и на вход блока 27 безотходного раскроя поступает сигнал Раскрой, Сигналом триггера 17 открывается элемент И 26 и информация о длине L от счетчика 24 вводится в блок 27, при этом счетчик 24 устанавливается в положение О сигналом триггера 17. Так как элементы И 20 и 19 открыты, то на входы счетчиков 2J и 24 начинают поступать через триггер 21 импульсы частотой, меньшей в два раз частоты датчика 3. Блок 27 безотходного раскроя вступает в работу и реаU
лизует следующий алгоритм раскроя: г-LnpnE + f знг (кони,- ))
где t - расстояние от датчика на выходе стана до линии реза; Езцг.- .длина раската за ножницами
к моменту раскроя, ЕНЛНЧ, задаваемая оператором длина
концевой заготовки , Л - допуск на отрезание конц , 8 - постоянная величина для всех
профилей.
PIH определяется известным способом: с каждым резом по металлу сбра- сьшается и запускается счетчик импульсов длины tjH (не показан), по команде Раскрой содержимое этого счетчика вводится в блок 27. После определения раскраиваемой длины блок 27 определяет количество h заготовок заданной длины С путем исследо- нательного вычитания этой величины из раскраиваемой длины до получения отрицательного числа. Отрицательное число определяет длину, недостающую остатку до заданной длины заготовки Длина остатка наращивается до заданной длины за счет максимального укорочения необходимбго количества VT заготовок на данном раскате. Величи- на Ил рассчитьшается последователь- ным прибавлением к полученному отрицательному числу величины/
- к
до получения положительного резуль- 1 а.та,где минимально допус- каемая длина заготовки, - за- дгшная длина заготовки, К - целое число, на которое уменьшается методическая ошибка при реализации формулы безотходного раскроя.
Далее блок анализирует разность (h-hi)-. Если , то порежется в соответствии со следующим выражением:
L -(1 -) bcv А 2мин- (кони, t Д)
ЕслИ Н-Н1 О , то блок сформирует сигнал Раскрой невозможен, а раскат порежется на заданные длины заготовок с произвольным остатком.
При выходе заднего конца второго раската из-под датчика 4 поступлени импульсов на входы счетчиков 22 и 24 прекращается. Во втором счетчике 22 оказывается записанным число имLnPi LnP7 I
пульсов
, пропорциональное сумме половин фиксированных длин первого и второго раската, прошедших через плоскость реза ножниц при прохождении задними концами раскатов расстояния от датчика 5 до датчика 4, а в первом счетчике 24 оказывается записанным число импульсов Lnpz. /2. пропорциональное половине фиксированной длины второго раската, прошедшей через плоскость реза ножниц при прохождении задним концом второго раската расстояния от датчика 5 до датчика Д.
Принцип действия системы при раскрое третьего раската отличается от второго положением триггера 17, он по счетному входу установится в положение О, а также тем, что в вычислительный блок будет введено чисдо Ьпр1+Ьпрг- PJ3 счетчика 22 через
элемент И 25.
Таким образом, для раскроя третьего раската при определении прогнозируемой длины раскраиваемой части принимается средняя величина длин первого и второго раскатов при прохождении задним концом одного и того же фиксированного расстояния. Аналогично при раскрое четвертого раската принимается соответственно средняя величина длин прохождения фиксированного расстояния второго и третьего раскатов, т.е. раскраиваемая длина для I-го раската определяется по формуле
b,- r g-gbHr(W)
Такой принцип действия самонастраивающегося устройства для безотходного раскроя позволяет получить последнюю заготовку, вырезаемую из раската заданной длины.
Исследования, проведенные на непрерывном заготовочном стане, пока8 .
что обычно разброс длин пяти-шести соседних раскатов незначителен, так как листки для этих раскатов получены из одной и той же на- гревательной и температуры нагрева этих слитКов близки одна к другой.
/J
1звЗ
2. 3,
Выход ffamtfUKa
гв
j
ZQ
3affaHi/e
/AT (ОНЦ.
noc/fefff vu
рез
фиг.2
Составитель В.Ткаченко Редактор А.Шандор Техред С.Мигунова Корректор А.Тяско
Заказ 364/17
Тираж 1000
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ПГШ Патент, г.Ужгород, ул.Проектная, 4
30
f
л
-
32
Bbfjfoff af77
vf//fa 8
Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Устройство для безотходного раскроя проката | 1987 |
|
SU1493397A1 |
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 1972 |
|
SU336100A1 |
| Способ равномерного раскроя мелкосортного проката и устройство для его осуществления | 1986 |
|
SU1424997A1 |
| Система управления раскроем сортового раската летучими ножницами | 1989 |
|
SU1632660A2 |
| Устройство управления летучими ножницами | 1987 |
|
SU1551478A2 |
| Система управления раскроем сортового раската летучими ножницами | 1987 |
|
SU1426788A1 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
| Устройство для безотходного раскроя металла | 1970 |
|
SU382484A1 |
| Система управления раскроем сортового проката | 1989 |
|
SU1632770A1 |
| Устройство для раскроя мелкосортного раската на заданное число полос | 1974 |
|
SU519237A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| УСТРОЙСТВО к ПРОКАТНОМУ СТАНУ для БЕЗОТХОДНОЙ РЕЗКИ ПРОКАТА . НА ЗАГОТОВКИ ЛЕТУЧИМИ НОЖНИЦАМИ | 0 |
|
SU327009A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
