Изобретение относится к испытательной технике, в частности к способам измерейия еило1вых пара,метр01В процесса глубокой вытяжки.
Известны способы определемия силовых параметров процесса глубокой вытяжки польгх И31делий из листового металла в штампе с постоянным или пульсирующим прижимом, заключающиеся в том, что в процессе вытяжки определяют усилие прижи.ма и деформврования.
Однако известные спсобы не позволяют определять отдельные составляющие ком-пононты усилия деформирования.
С целью определения ко1мпонент усилия дефОрми.рования по предлагаамому способу сначала определяют усилия деформирования идентичных, предварительно вытямутьк на заданную глубину заготовок, зате1М определяют усилия деформирования таких же заготовок, но с радиальными прорезями в тороидальной части фланца, после чего определяют усилия деформирования заготовок со оквозйыми радиальными прорезями во фланце при разли:чнь 1х усилиях прижима.
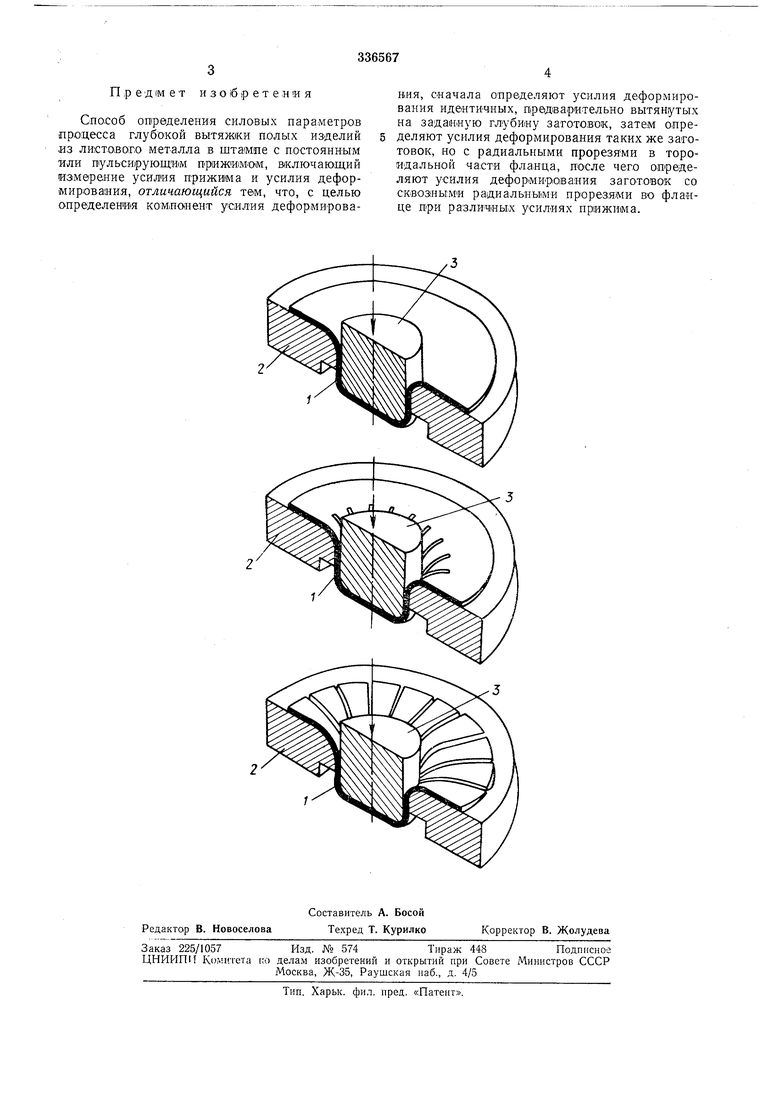
На чертеже, поя1сняющем предлагаемый способ определения силовых параметров процесса глубокой вытяжки, изображены схемы установки для реал1иза щш способа с заготовкой без радиальных прорезей, с радиальными
прорезями в тороидальной части фланца и с заготовкой со сквозными радиальными прорезями во фланцах.
Предварительно вытянутую на заданную
глубину заготовку 1 устанавливают на вытяжной матрице 2, опускают пуансон 3 на заданную глубину и определяют при этом усилие деформирования, которое складывается из усилий на пластическое деформирование заготовки ва вытяжном ребре матрицы, на изгиб заготовки вокруг вытяжной кромкой матрицы и на гофрообразование плоского участка фланца заготовки.
Затем на матри-це устанавливают заготовку с радиальными прорезями в тороидальной части фланца и определяю-т усилие дефор1мированин, которое в данном случае складывается из усилий, затрачиваемых на изгиб заготовки 1 вокруг вытяжной кромки матрицы
2 И на гофрирование.
На матрице устанавливают заготовку со сквознЫМИ радиальными прорезя1М.и во фланце и определяют усилие деформирования, которое в данном случае затрачивается на гофрообр азование.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ глубокой вытяжки и штампдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU837482A1 |
| Способ определения силовых параметров при вытяжке полых изделий из листового металла | 1980 |
|
SU939972A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2013164C1 |
| Штамп для глубокой вытяжки | 1980 |
|
SU1017411A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 1994 |
|
RU2082525C1 |
| Штамп для глубокой вытяжки | 1978 |
|
SU721176A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242320C2 |
| Устройство для испытания листовых материалов на вытяжку | 1980 |
|
SU968690A2 |
| Способ вытяжки полых изделий из листового металла | 1954 |
|
SU101055A1 |
