Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении полых, весьма глубоких листовых изделий преимущественно коробчатой формы.
Целью изобретения является снижение усилия разглаживания сгофрированного фланца при изготовлении листовых изделий преимущественно коробчатой формы.
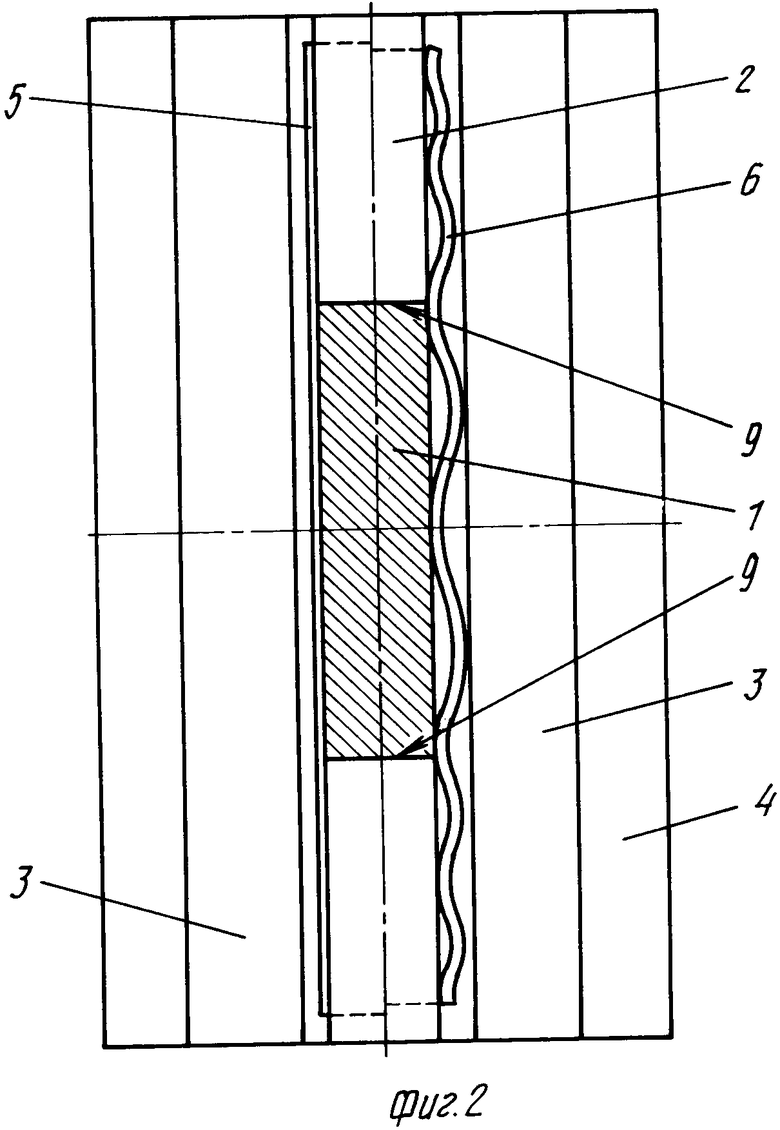
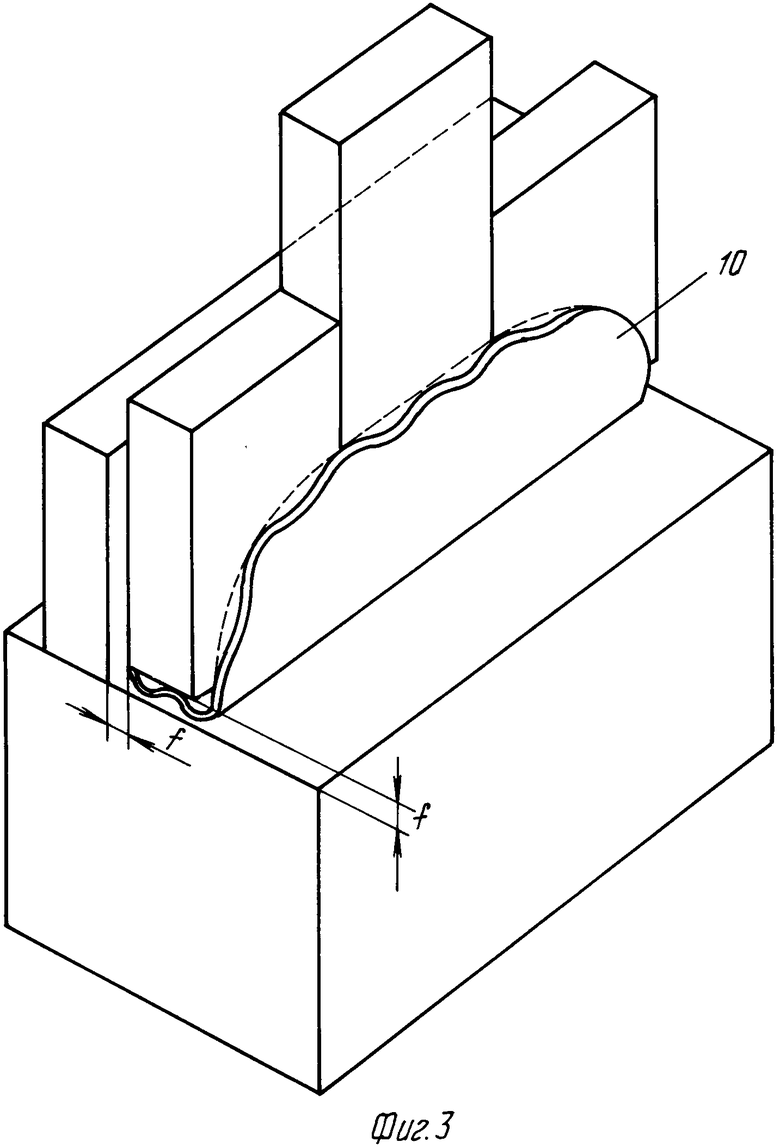
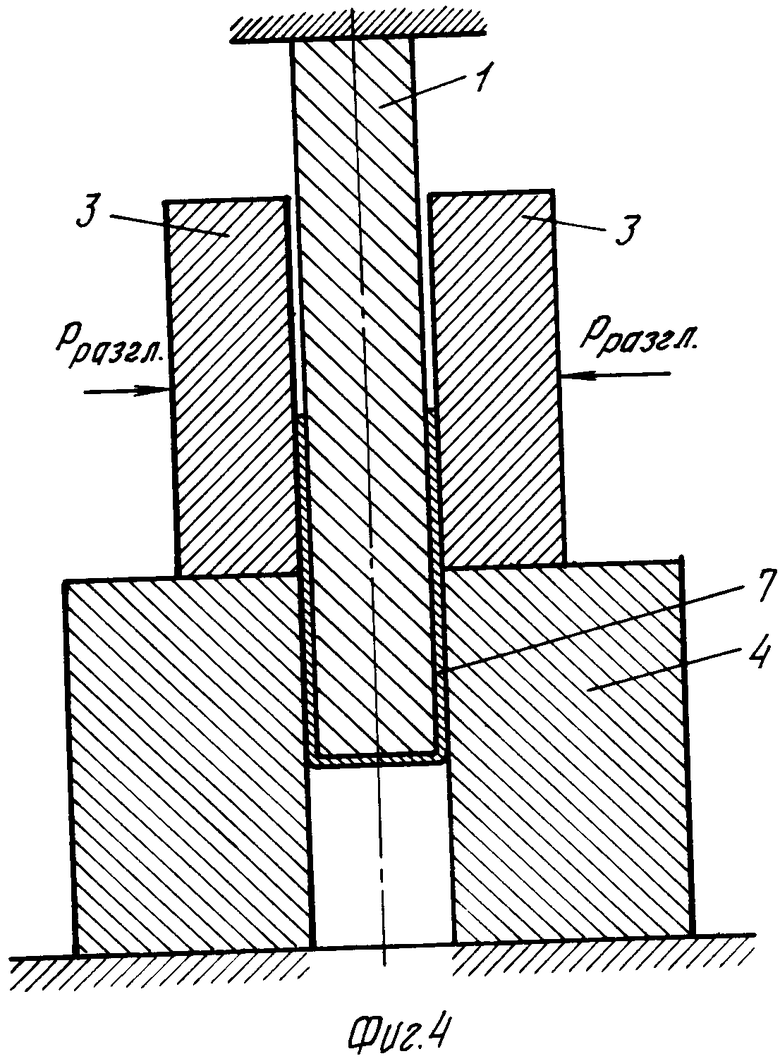
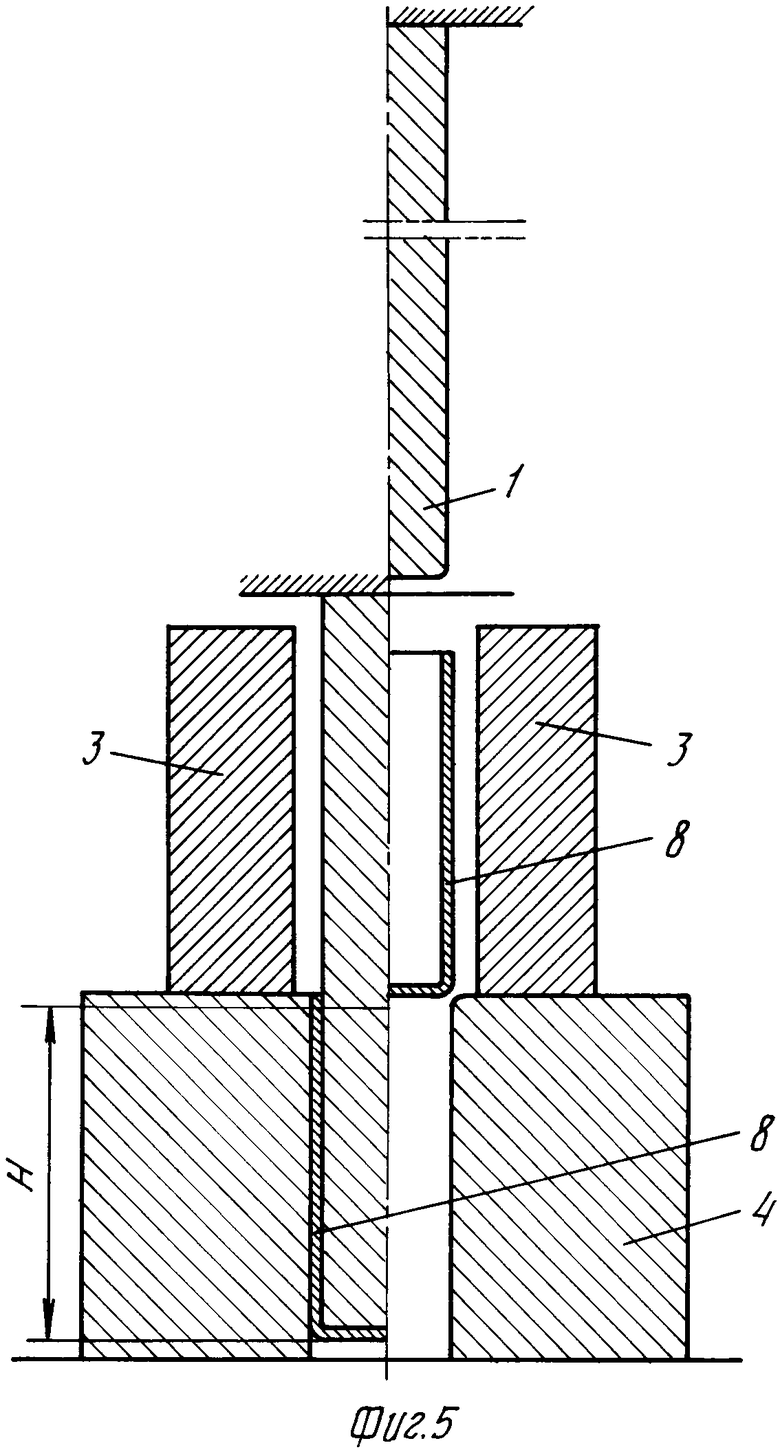
На фиг. 1 - 5 показаны этапы получения коробчатого изделия.
Изготовление полых изделий осуществляется следующим образом.
Исходную заготовку, имеющую в плане овальную форму, изгибают в желоб 5 П-образного сечения по линиям изгиба, параллельным большой оси заготовки и устанавливают на вытяжную матрицу 4 (см. фиг. 1). При рабочем ходе пуансона 1 на единичную высоту опускания h1 в матрицу 4 фланцевая часть заготовки как в горизонтальной полке, так и в вертикальных стенках П-образного желоба гофрируется на участках, примыкающих как к коротким сторонам 9 сечения изделия 8, так и к вертикальным участкам фланца 10 заготовки 5.
При этом высота гофров не превосходит значений промежутка f как между вытяжной матрицей 4 и прижимами 2, так и между разглаживателями 3 и пуансоном 1 (см. фиг. 1 и 3). Затем одновременно перемещают навстречу друг другу разглаживатели 3 и опускают прижимы 2, обеспечивая разглаживание гофров во фланце заготовки (см. фиг. 6).
После того как гофры разгладятся, прижимы 2 и разглаживатели 3 вновь отводятся в исходное положение в соответствии с заданной амплитудой пульсации f и поэтому следующее опускание пуансона 1 в вытяжную матрицу 4 на единичный ход h1 вновь приводит к гофрированию фланца заготовки, причем высота гофра и в этот раз не может превышать значения амплитуды пульсации f прижимов 2 и разглаживателей 3. Вторичное одновременное перемещение навстречу друг другу разглаживателей 3 и опускание прижимов 2 приводит к разглаживанию гофров во фланце заготовки 6. Так сообщают возвратно-поступательные перемещения прижимам 2 и разглаживателям 3 до тех пор, пока заготовка не будет вытянута в деталь 8 высотой H.
В предложенном способе вытяжки усилие со стороны пуансона, также как и при вытяжке по прототипу, затрачивается в основном на преодоление напряжений от трения на вытяжной кромке матрицы 4, на изгиб материала вокруг последней и на гофрирование фланца заготовки. Пластическое же деформирование фланца заготовки осуществляется за счет посадки (спрямления) гофров при смыкании прижимов 2 и разглаживателей 3 соответственно с вытяжной матрицей 4 и пуансоном 1. Благодаря этому силовое воздействие со стороны пуансона 1, прижимов 2 и разглаживателей 3 позволяет вовлечь в пластическое деформирование значительно больший объем материала фланцевой части заготовки и тем самым существенно увеличить коэффициент вытяжки за одну вытяжную операцию.
Расширение же технологических возможностей предлагаемого способа объясняется тем, что напряжения от трения и от изгиба материала на вытяжных ребрах матрицы 4 значительно меньше, чем по прототипу, так как протяженность их по коротким сторонам во много раз (в 2-5 раз) меньше длины больших сторон сечения изделия в плане.
Привод встречного перемещения разглаживателей 3 может быть выполнен либо с двухсторонними клиньями, либо с шарнирно-рычажными механизмами, преобразующими вертикальное силовое воздействие на горизонтальное с существенным увеличением последнего.
Благодаря этому в значительной мере снижается вертикальное усилие гидропривода пресса при создании требуемых встречных усилий разглаживания фланца заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2023523C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДВОЙНОГО ДЕЙСТВИЯ | 1991 |
|
RU2013165C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023521C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023522C1 |
| Устройство для глубокой вытяжки | 1989 |
|
SU1733163A1 |
| УСТРОЙСТВО ДЛЯ МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1991 |
|
RU2090290C1 |
| Штамп для глубокой вытяжки | 1978 |
|
SU764785A1 |
| Штамп для глубокой вытяжки | 1980 |
|
SU889204A2 |
| УСТРОЙСТВО ДЛЯ РЕВЕРСИВНОЙ ШТАМПОВКИ-ВЫТЯЖКИ ЛИСТОВЫХ ДЕТАЛЕЙ | 1991 |
|
RU2023524C1 |

Использование: предназначено для глубокой вытяжки листовых деталей преимущественно коробчатой формы. Сущность изобретения: при рабочем ходе вытяжного пуансона преднамеренно гофрируют и разглаживают фланец заготовки путем сообщения прижиму возвратно-поступательных (пульсирующих) перемещений. Заготовку предварительно изгибают в желоб П-образного сечения, причем линии изгиба направляют параллельно большей оси заготовки. При вытяжке сгофрированные участки заготовки, примыкающие к коротким сторонам сечения изделия в плане, разглаживают однонаправленным усилием разглаживания вдоль оси изделия и одновременно разглаживают вертикальные участки фланца заготовки встречно направленными усилиями разглаживания, перпендикулярно оси изделия. 5 ил.
СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА путем вытяжки центральной части с пульсирующим гофрированием фланца, чередующимся с его разглаживанием усилиями, перпендикулярными к его плоскости, отличающийся тем, что, с целью снижения усилия разглаживания сгофрированного фланца при изготовлении изделий коробчатой формы, предварительно заготовку изгибают в желоб П-образного сечения с линиями изгиба, параллельными большей оси заготовки.
