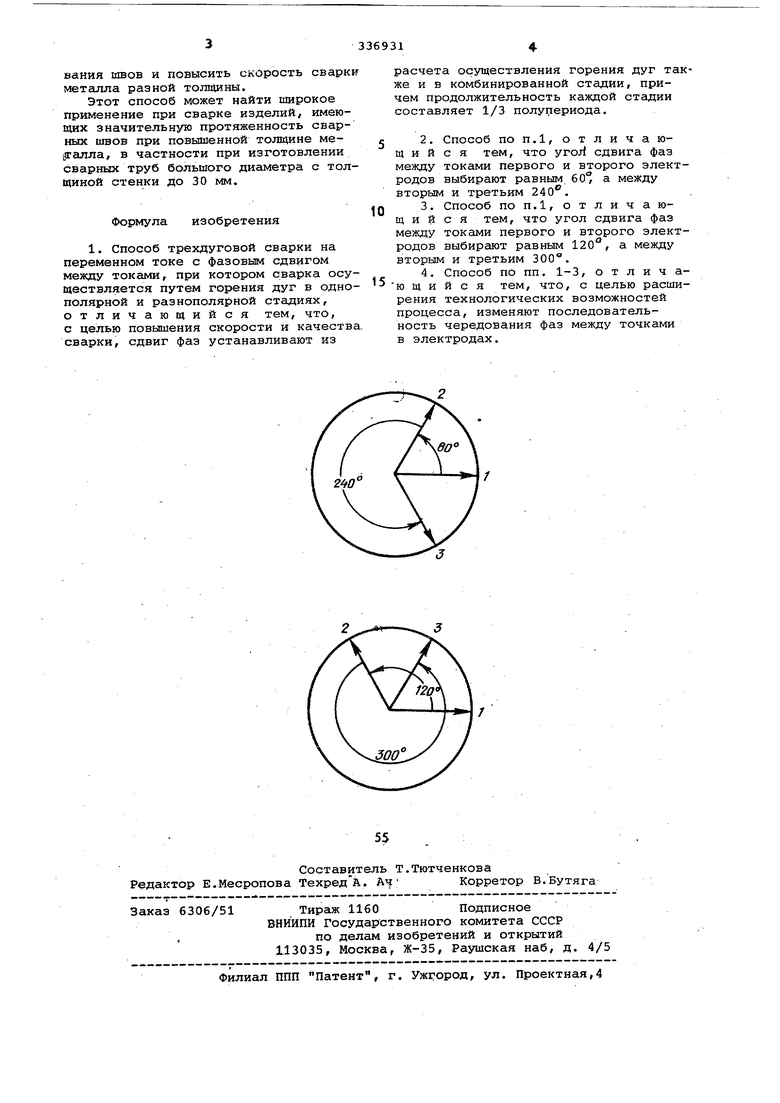
Изобретение относится к области многодуговой сварки. Известен способ трехдуговой сварки, при котором ток, протекающий в первом и третьем электродах, совпадает по фазе, а ток второго электрода отстает на 90°. При этом способе имеют место однополярная и разнополярная стадии горения дуг, длительность протекания которых одинакова. Это обстоятельство создает условия для электромагнитного воздействия дуг, аналогичные получаемым при наилучшем способе двухдуговой.сварки при Ч 90°. (Включение трансформаторов по схеме Скотта или использование дополнительного автотрансформатора) . Предлагаемый способ отличается от известных тем, что угол сдвига между токами, протекающими по элект родс1м, выбирают таким, чтобы продол жительность всех трех возможных ста дий горения дуг(однополярной, разно полярной и комбинированной) была одинаковой. Это позволяет в максимальной степени использовать преиму щества каждой стадии, улучшить каче во формирования швов и повысить ско рость их сварки. Одинаковая продол жительность всех трех стадий может быть достигнута в том случае, когда угол сдвига фаз между первым и вторым электродами составляет 60°, а между вторым и третьим 240, либо между первым и вторым 120 , а между вторым и третьим ЗОО. На чертеже приведена векторная диаграмма токов для указанных случаёв, где цифры 1,2 и 3 обозначают векторы токов, протекаюпшх по первому, второму и третьему электродам соответственно. При сварке с указанными углами сдвига фаз дуги попеременно горят при однополярной, разнополярной и комбинированной стадиях, причем каждая из них длится 1/3 времени полупериода. Необходимый угол сдвига фаз может быть получен путем соответсвующего подключения высокой или низкой стороны сварочных трансформаторов. С целью расширения технологических возможностей процесса без изменения режима, сварка может выполняться при прямой или обратной последовательности чередования фаз.
вания швов и повысить скорость сварки металла разной толщины.
Этот способ может найти широкое применение при сварке изделий, имеющих значительную протяженность сварных швов при повышенной толщине ме(Талла, в частности при изготовлении сварных труб большого диаметра с толщиной стенки до 30 мм.
Формула изобретения
1. Способ трекдуговой сварки на переменном токе с фазовым сдвигом между токами, при котором сварка осуществляется путем горения дуг в однополярной и разнополярной стадиях, отличающийся тем, что, с целью повышения скорости и качества. сварки, сдвиг фаз устанавливают из
расчета осуществления горения дуг так же и в комбинированной стадии, причем продолжительность каждой стадии составляет 1/3 полупериода.
2.Способ ПОП.1, отличающийся тем, что yroji сдвига фаз между токами первого и второго электродов выбирают равным 60° а между вторым и третьим 240.
3.Способ по п.1,отлича ющ и и с я тем, что угол сдвига фаз между токами первого и второго электродов выбирают равным 120, а между вторым и третьим 300.
4.Способ по пп. 1-3, о т л и ч аю щ и и с я тем, что, с целью расширения технологических возможностей процесса, изменяют последовательность чередования фаз между точками
в электродах.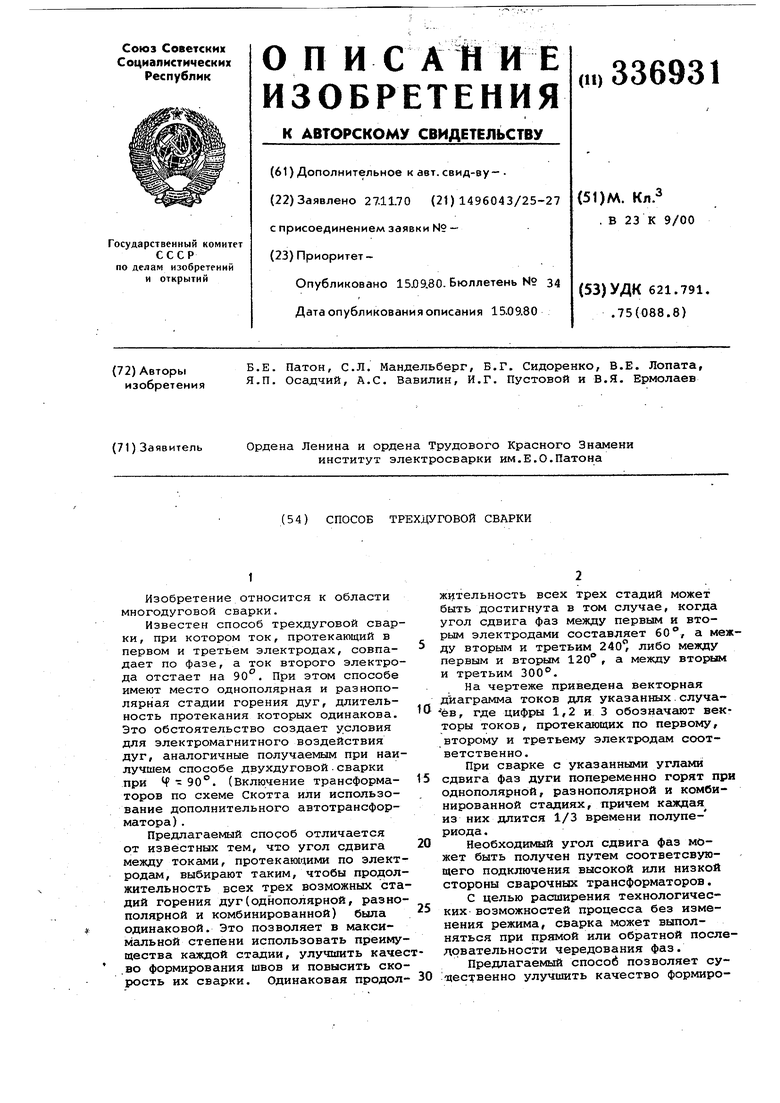
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЧЕТЫРЕХДУГОВОЙ СВАРКИ | 1992 |
|
RU2080224C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| Способ четырехдуговой сварки | 1984 |
|
SU1199527A1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Устройство для сварки | 1984 |
|
SU1268339A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2253551C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИМПУЛЬСНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2009 |
|
RU2429111C2 |
