L
Изобретение относится к машиностроению, преимущественно к производству тонкостенных и особо тонкостенных труб, и может быть использовано в трубосварочном производстве.
По основному авт. св. № 659223 известна прокатная клеть, содержащая наружные приводные секторные валки и размещенную между ними щтангу с деформирующим инструментом, выполненным в виде втулок. Деформирующий инструмент снабжен приводом, выполненным в виде взаимосвязанных кулачка, водила, тяги и реверсивного механизма и кинематически связанных с приводом наружных секторных валков. Реверсивный механизм выполнен в виде двух зубчатых реек, связанных между собой посредством щестерни, и снабжен энергопоглощающим узлом в виде подпружиненных сухарей, закрепленных на оси щестерни 1.
Недостатком известной прокатной клети является низкое качество изготавливаемых труб. Обусловлено это тем, что прокатная клеть не обеспечивает стабильной скорости перемещения трубы и, как следствие, подачи стыка свариваемых кромок трубы к сварочной головке. В результате происходят прожоги и другие механические повреждения сварочного щва. Нестабильность скорости перемещения трубы происходит из-за наличия люфтов в приводе прокатных секторных валков.
Цель изобретения - повыщение качества особо тонкостенных труб путем стабилизации скорости перемещения трубы.
Поставленная цель достигается тем, что прокатная клеть снабжена механизмами выборки люфтов в приводе наружных секторных валков, каждый из которых выполнен в виде пары двуплечих рычагов, щарнирно установленных на корпусе прокатной клети параллельно приводным валам секторных валков, и копира, укрепленного на приводном валу и взаимодействующего с короткими плечами рычагов, длинные плечи рычагов взаимно подпружинены и связаны между собой посредством тяги.
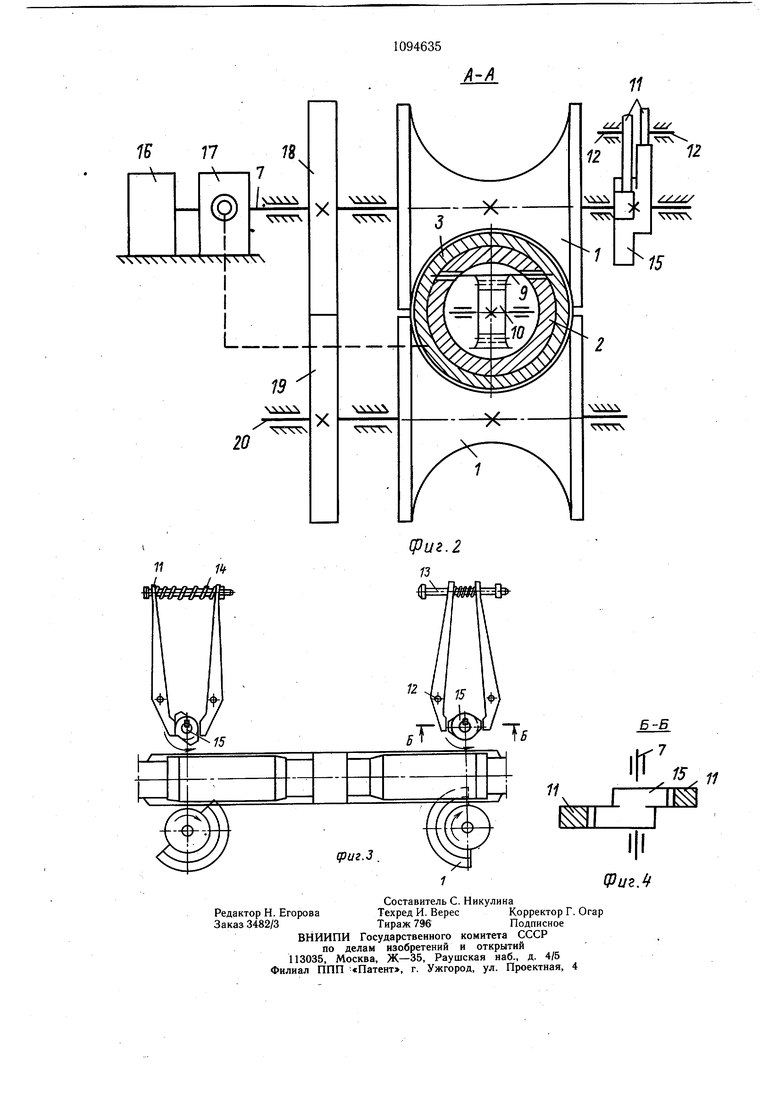
На фиг. 1 изображена прокатная клеть, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид клети при снятых верхних секторных валках; на фиг. 4 - разрез Б-Б на фиг. 3.
Прокатная клеть содержит секторные валки 1, размещенную между ними щтангу 2, деформирующие втулки 3 с приводом, выполненным в виде взаимосвязанных кулачка 4, водила 5, тяги 6, реверсивного механизма, связанного с приводным валом 7 наружных секторных валков 1. Реверсивный механизм выполнен в виде двух зубчатых реек 8 и 9, связанных между собой посредством щестерни 10. Рейка 8 кинематически связана с одной из двух деформирующи втулок, а рейка 9 - с другой так, чтобы обеспечить одновременное перемещение по щтанге одной втулки в рабочем ходе, а другой - в холостом. Механизм выборки люфтов содержит две пары двуплечих рычагов 11, установленных на осях 12, соединенных между собой тягой 13 и подпружиненных пружиной 14. На валу 7 неподвижно установлен копир 15. Привод клети включает двигатель 16, редуктор 17, ведущую щестерню 18, жестко соединенную с валом
7, ведомую шестерню 19, жестко посаженную на вал 20.
Прокатная клеть работает следующим образом.
На вал 7 устанавливают копир так, чтобы рабочие профили последнего вступили во
взаимодействие с рычагами раньще, чем рабочий участок валка 1 со втулкой 3 деформирующего инструмента. Включают двигатель 16, крутящий |момент через редуктор передают по ведущему валу 7 к верхнему секторному валку и копиру, через щестерни 19 и 18, ведомый вал 20 - к нижнему секторному валку, через кулачок, водило, тягу на зубчатые рейки -. к шестерне 10.
Рабочие профили копира, взаимодействуя с рычагами, сжимают пружину, создавая момент трения на валу 7. Это сопротивление . способствует выборке люфтов во всех звеньях привода клети. Беззазорное вращение вала обеспечивает постоянную угловую скорость вращения прокатных
валков, а следовательно - стабильную скорость подачи стыка кромок трубы под сварочную головку клети. Стабильная скорость сварки обеспечивает качественный сварной щов. Рабочие участки формовочных валков одной пары установлены с перекрытием по
отнощению к рабочим участкам другой пары, а следовательно, и взаимодействие одной пары двуплечих рычагов с копиром одного приводного вала происходит последовательно с взаимодействием указанных элементов
другого приводного вала.
Предлагаемое устройство позволяет повысить качество особо тонкостенных труб путем стабилизации скорости перемещения трубы.
Процент брака труб, полученных на предлагаемом устройстве, снизился на 20% по сравнению с трубами, полученными на базовом устройстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1977 |
|
SU659223A1 |
| Прокатная клеть | 1973 |
|
SU481343A1 |
| Стан для сварки особотонкостенных спиральношовных труб | 1982 |
|
SU1097408A1 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
| Станок для намотки статоров электрических машин | 1976 |
|
SU652657A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1972 |
|
SU338281A1 |
| Станок для изготовления гофрированных труб | 1973 |
|
SU501809A1 |
| СЕСОЮЗНАЯ ( П/:ТОнНО"ТЕ;и;;^|Е;:кдя1a:--Tc!J!HO i Ff{A | 1972 |
|
SU329912A1 |
| Рабочая клеть прокатного (роликового) стана | 1986 |
|
SU1357089A1 |
| Устройство для вертикальной регулировки валка прокатной клети | 1986 |
|
SU1386322A1 |
ПРОКАТНАЯ КЛЕТЬ по авт. св. № Q59223, отличающаяся тем, что, с целью повышения качества особо тонкостенных труб путем стабилизации скорости перемещения трубы, она снабжена ме ханизмами выборки люфтов в приводе наружных секторных валков, каждый из который выполнен в виде пары двуплечих рычагов, шарнирно установленных на корпусе прокатной клети параллельно приводным валам секторных валков, и копира, укрепленного на приводном валу и взаимодействующего с короткими плечами рычагов, длинные плечи рычагов взаимно подпружинены и связаны между собой посредством тяги.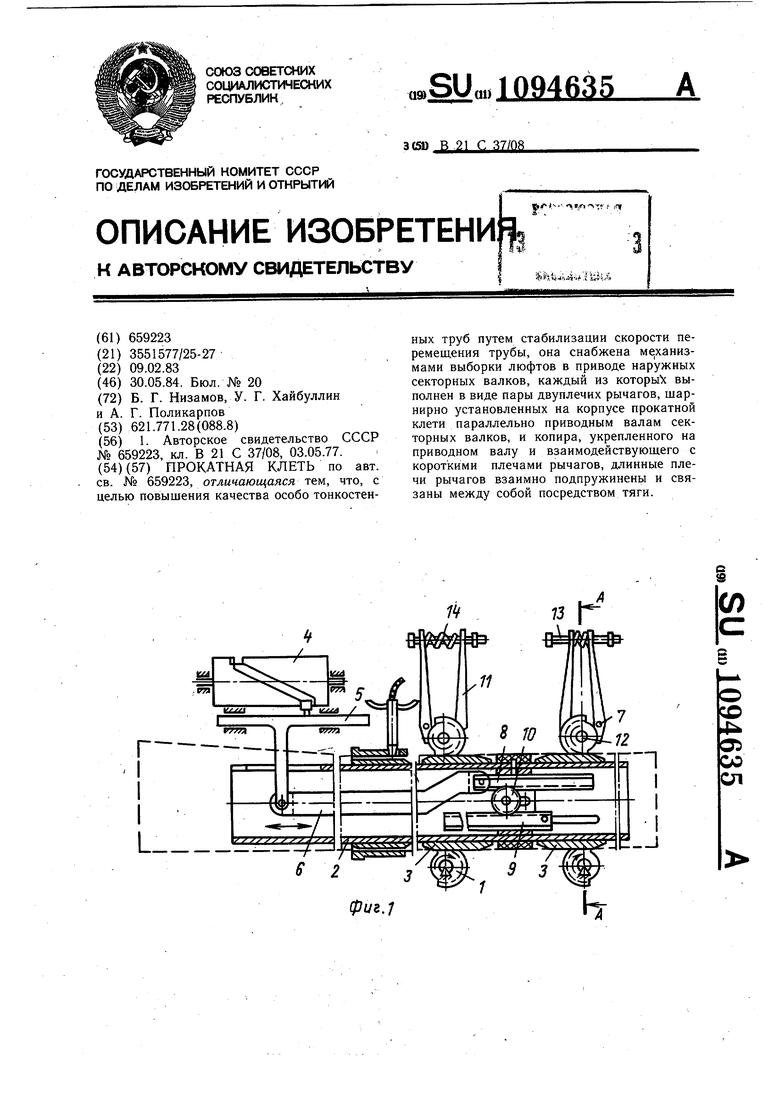
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прокатная клеть | 1977 |
|
SU659223A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
