Изобретение относится к нанесению полимерных покрытий на изделия, имеющие сложный профиль, например дугообразный (вкладыши подшипников или комплект поршневых колец двигателей внутреннего сгорания) с целью унаковки их в полимерную оболочку.
Известен способ нанесения покрытия за.ключаюшийся (В , что туго стя1Нутые бухты проволоки со специальными петлями для их захвата погружают в расплав.
Однако проволочные петли, удерживающие изделие, необходимо предварительно обезжиривать и покрывать лаком для предотвращения образования гальванической пары и появления электрохимической коррозии.
Кроме того, проволочные петли портят товарный вид изделия, снижая его качество.
Предлагаемый способ отличается от известного тем, что выемку изделия осушествляют путем предварительного частичного извлечения его из расплава с вводом во внутреннюю полость изделия маркирующей, охлаждаемой оправки, соответствующей внутренней конфигурации изделия. Это приводит к повышению качества изделий и позволяет совместить процессы нанесения и маркировки.
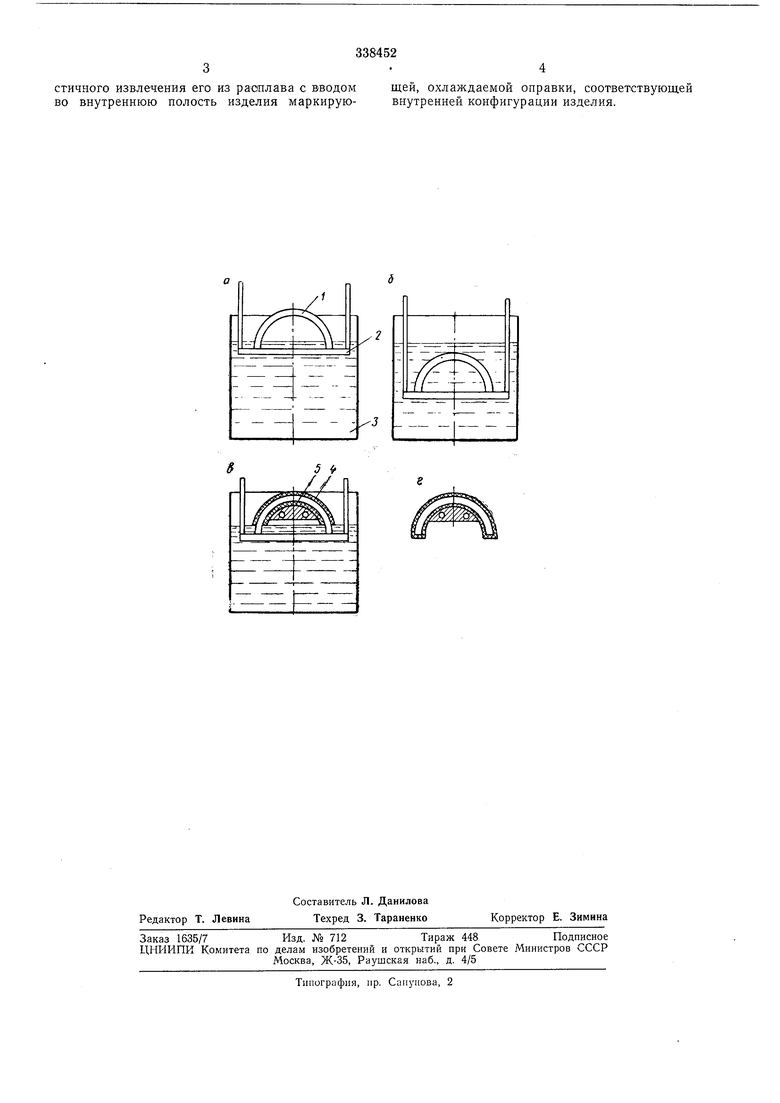
Изделие /, например вкладыщ подшнпника, устанавливают, на подставку 2 и полностью погружают в расплав 3. После некоторой выдержки изделие извлекают частично из расплава, и образовавшаяся на детали пленка 4 начинает охлаждаться.
Затем в образовавшийся просвет между изделием и расплавом помещают дугообразную охлаждаемую оправку 5, которой вынимают изделие из .расплава (рис. 1, г), тар и этом происходит покрытие той части детали, которая ранее соприкасалась с подставкой. Одновременно с извлечением детали из расплава
на нижней поверхности оболочки производится оттиск с информацией об изделии.
С целью уменьшения толщины оболочки ЗИПа на изделии, последнее предварительно подогревают до температуры 60-120°С.
Предмет изобретения
Способ нанесения покрытия на изделие, имеющее сложный профиль, например дугообразный, путем погружения его в расплав, отличающийся тем, что, с, целью совмещения процессов нанесения и маркировки и повыщения качества изделия, выемку изделия осуществляют путем предварительного частичного извлечения его из расплава с вводом во внутреннюю полость изделия маркирующей, охлаждаемой оправки, соответствующей внутренней конфигурации изделия.