Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки проката.
Цель изобретения - повышение надежности штампа для резки проката и улучшение качества резки.
На фиг. 1 схематически изображен штамп для резки проката, разрез по плоскости подвижного ножа; на фиг. 2 - то же, разрез по плоскости неподвижного ножа; на фиг. 3 - разрез А-А на фиг. 1.
Штамп для резки проката содержит механизм подвижного ножа и зажима отрезаемой заготовки, состояш,ий из подвижной поперечины 1 с закрепленным на ней подвижным ножом 2. Поперечина 1 соединена с подвижной верхней плитой 3 штампа связью 4, допускающей взаимные сме- ш.ения плиты 3 и поперечины 1 (например, пружинами). Поворотные рычаги 5 расположены с обеих сторон поперечины 1 и опираются на нее вблизи контактных поверхностей X. Рычаги 5 соединены с верхней плитой 3 связями б, допускаюш,ими смеш,е- ния рычагов относительно плиты 3. На последней установлены опоры 7 рычагов 5 и упруг.ие элементы 8 (пружины), упираюшие- ся в рычаги 5. На рычагах 5 закреплены зажимные вкладыши 9. Форма контура ножей и зажимных вкладышей определяется формой поперечного сечения разрезаемого проката. В нижней плите 10 имеется окно 11.
Механизм неподвижного ножа и зажима разрезаемого проката по сушеству не отличается от механизма отрезаемой заготовки. Неподвижная поперечина 12 с закрепленным на ней неподвижным ножом 13 опирается на поворотные рычаги 14 с закрепленными на них зажимными вкладышами 15. На нижней плите 10 установлены опоры 16 рычагов и упругие элементы (пружины) 17.
Направляющее колонки 18 запрессованы в верхнюю плиту, а в направляющие корпуса 19, установленные на нижней плите, запрессованы направляющие втулки 20. На направляющих корпусах установлены жесткие упоры 21 и 22 рычагов 5 и 14. Упор 23 для разрезаемого проката 24 установлен на поперечине 1.
Штамп работает следующим образом.
Когда ползун пресса находится в верхней точке, рычаги 5 висят на подвесках 6, опираясь на поперечину 1, упираясь в жесткие упоры 21. Упругие элементы 4 и 8 обеспечивают контакт между рычагами 5 и поперечиной 1. При перемещении ползуна пресса вниз рычаги 5 отходят от упоров 21, поперечина 1 с подвижным ножом 2 опускается и опирается о прокат 24, опоры 7 нажимают на рычаги 5 так, что они поворачиваются, касаясь по контактным поверх
5
0
5
0
5
0
5
0
55
и вкладыши 9 на- заготовку. Систе- опоры 7 - рычаностям X поперечины жимают на отрезаемую ма: верхняя плита 3 - ги 5 - заготовка 24 и поперечина 1 становится замкнутой. Перемещающийся вниз разрезаемый прокат 24 нажимает на поперечину 12, рычаги 14 поворачиваются относительно контактных поверхностей у, и вкладьипи 15 нажимают на разрезаемый прокат. Система: нижняя плита 10 - опоры 16 - рычаги 14 - прокат 24 и поперечина 12 сановится замкнутой. Дальнейшее перемещение верхней плиты вызывает срез зажатой отрезаемой заготовки относительно зажатого отрезаемого проката. При подъеме плиты 3 в верхнее положение вследствие поворота рычагов относительно жестких упоров 21 зажимные вкладыши отходят в противоположные стороны от оси штампа так, что отрезанная ранее заготовка ничем не удерживается и проваливается в окно нижней плиты 11. Упоры 2 определяют верхнее положение поперечины 1, в котором подвижный нож 2 несколько приподнят над разрезаемым прокатом. Рычаги 14 зажима разрезаемого проката под действием упругих элементов 7 слегка поворачиваются до унора в жесткие упоры 22, и вкладыН1и 15 отходят от разрезаемого проката 24 так, что его можно продвинуть до упора 23.
В процессе резания сила резки разделяется на две составляющие (при симметричной конструкции). Исключение осей в соединении рычагов и поперечины позволяет приблизить поверхности х, у к центру штампа, уменьшить размер d, уменьшить наибольшее значение момента, изгибающего поперечины 1 и 12. уменьшить их высоту.
Вертикальная составляющая силы зажима Р, каждого из рычагов 5 и. ш 14
0,5 Р, 0,5 при Р,Р.., так что легко обеспечивается выполнение требования Р,(1) и, соответственно, высокое качество среза.
Передача силы резки от верхней нлиты на подвижный нож 2 и от неподвижного ножа 13 на нижнюю плиту по двум линиям действия нриводит к меныней на- груженности рычагов 5 и 14 и понере- чин 1 и 12, позволяет уменьшить их поперечные сечения и габариты штампа.
Силы и моменты, действующие при резке на ножи и поперечины и вызываюни1е их относительные перемещения вдоль оси z, передаются по боковым плоскостям поперечин на направляющие корпуса 19. Замкнутая рамная конструкция плиты - колонки - Е тулки - корпуса позволяет свести к минимуму смещения неподвижного ножа 13 относительно подвижного ножа 2 вдоль осп /,, обеспечить постоянство зазора между ножами в процессе резки и тем самым способствовать повьнпению качества среза.
Формула изобретения 1. Штамп для резки проката, содержащий подвижную и неподвижную плиты, два механизма прижима заготовки, один из которых смонтирован на подвижной плите, а другой - на неподвижной, и ножи, отличающийся тем, что, с целью повышения надежности и улучшения качества резки, он снабжен двумя поперечинами, одна из которых при помощи пружин смонтирована на подвижной плите, а другая - на неподвижной, при этом каждый из механизмов прижима заготовки выполнен в виде
двух рычагов, охватывающих, соответствующую поперечину с двух сторон и выполненных с профильными поверхностями, расположенными с возможностью взаимодействия с соответствующей поперечиной, а ножи закреплены в поперечинах.
2. Штамп по п. 1, отличающийся тем, что он снабжен направляющими коланками, смонтированными в подвижной плите, плоскими направляющими для поперечин, закрепленными в нижней плите, и направляющими втулками для колонок, закрепленными на направляющих поперечин.
/ю
фиг. 2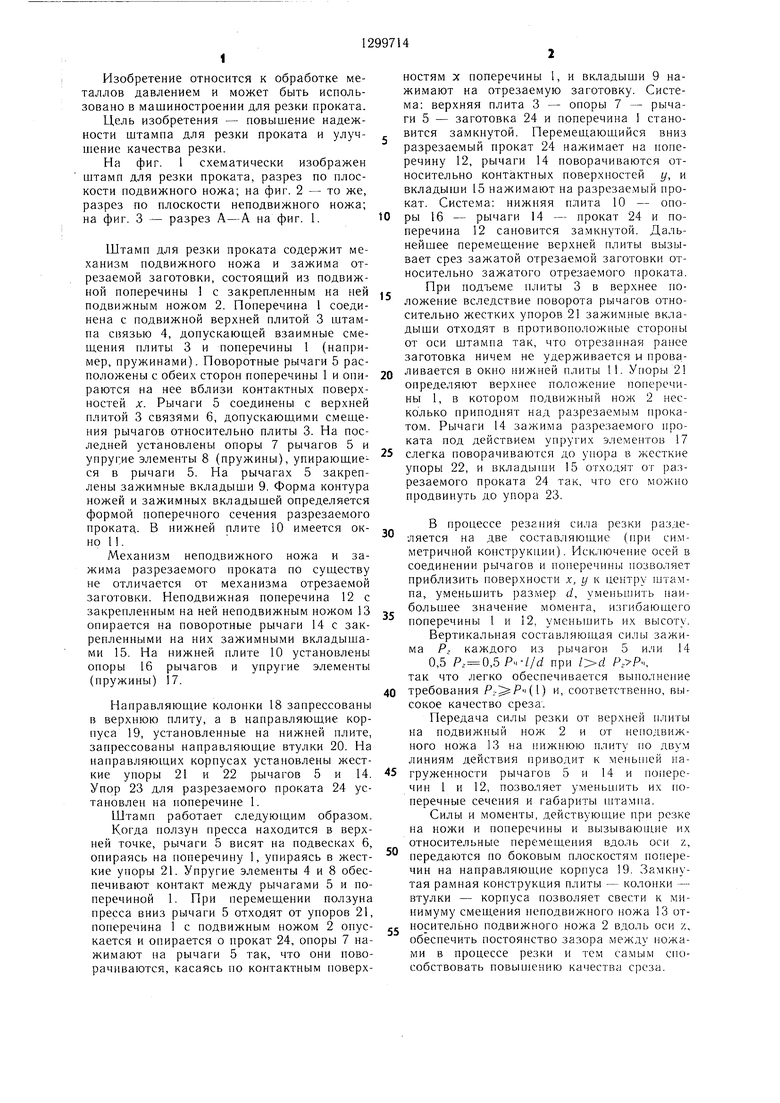
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕЗКИ ПРОКАТА | 1989 |
|
RU2025227C1 |
| Штамп для резки проката | 1981 |
|
SU1026977A2 |
| Штамп для резки проката | 1980 |
|
SU902995A1 |
| Штамм для резки профильного материала | 1986 |
|
SU1386388A2 |
| Штамп для резки проката | 1981 |
|
SU1159730A2 |
| Штамп для резки пруткового материала | 1981 |
|
SU988471A1 |
| Штамп для резки проката с отбраковкой немерных концов | 1986 |
|
SU1409414A1 |
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| Штамп для разрезки прутков на короткие заготовки | 1991 |
|
SU1814593A3 |
| Устройство для отбраковки немерных концов к штампу для резки проката | 1985 |
|
SU1311868A1 |

Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки проката. Цель изобретения - повышение надежности штампа для резки проката и улучшение качества резки. При перемещении ползуна пресса вниз рычаги (Р) 5 отходят от упоров 21, поперечина 1 опирается о прокат, а опоры 7 поворачивают Р 5. Пе- ремеш,аюш,ийся вниз прокат 24 нажимает на вторую поперечину, Р этой поперечины поворачиваются и вкладыши нажимают иа прокат 24. Дальнейшее перемеш,ение плиты 3 вызывает срез зажатой заготовки. При подъеме плиты 3 Р поворачиваются относительно упоров 21, зажимные вкладыши расходятся и заготовка падает в окно 11 нижней плиты 10. 1 з.п. ф-лы, 3 ил. J10(Л ю со ;о Vtiz.l
Составитель Ю. Филимонов
Редактор С. Лисина ,Техред И. ВересКорректор Л. Патай
Заказ 81 1/10Тираж.97бПодписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Штамп для резки проката | 1980 |
|
SU902995A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
