Изобретение относится к области сварки, в частности к автоматам для сварки неповоротных стыков труб с системой коллекторной подачи защитного газа в горелку, и может применяться в химической и энергетической промьшленности, где широко используется автоматическая сварка труб.
Целью изобретения является повышение качества сварного соединения и уменьшение потерь защитного газа.
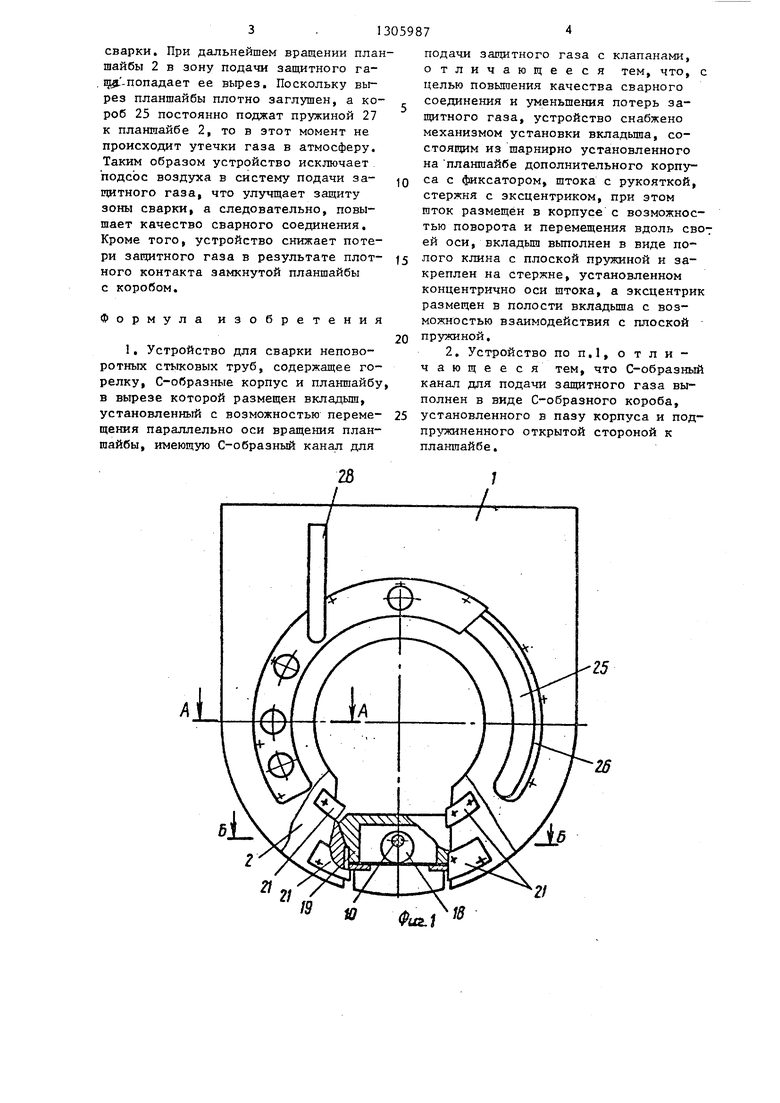
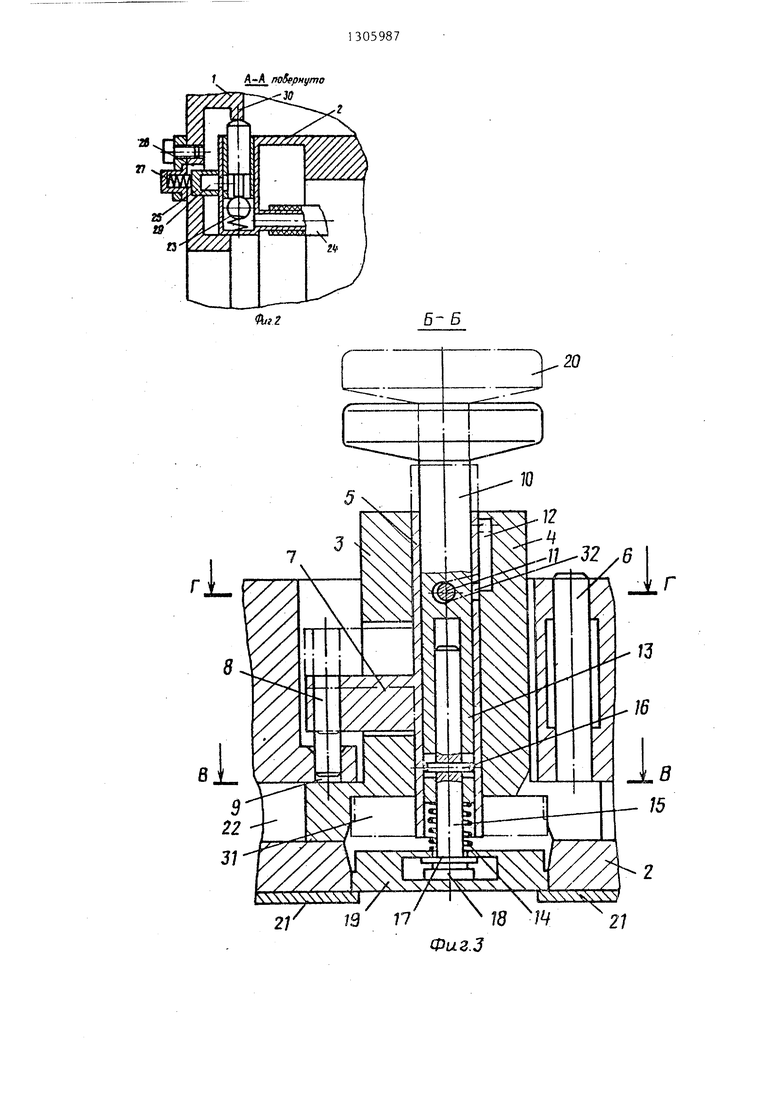
На фиг.1 представлено предлагаемое устройство, общий вид; на фиг.2 разрез А-А на фиг,1; на фиг.З - разрез Б-Б на фиг.1; на фиг.А - разрез В-В на фиг.З; на фиг.З - форма косого паза; на фиг«б - разрез Г-Г на фиг.З.
Устройство для сварки неповоротных стыков труб содержит вьтолнен- ные в виде дисков С-образные корпус 1 и планшайбу 2 и дополнительный корпус 3, :выполненный из двух частей 4, 5. Ча-сть 5 уста новлена внутри части 4 и имеет возможность перемещаться относительно последней. Корпус 3 установлен с возможностью поворота на оси 6, закрепленной на планшайбе 2, Часть 5 корпуса 3 имеет выступ 7 с фиксатором 8, входящим в OTBepcTiie 9 плашпайбы 2, Часть 5 корпуса 3 выполнена полой, и в этой полости установлен шток 10, через который проходит штифт 1I, закрепленный в корпусе 3. В последнем и в штоке 10 вьшолнен паз 12, имеющий Г-образную форму, одна часть которого параллельна оси штока, а другая на-клонена к оси штока 10 (см.фиг.З). Шток 10 выполнен с полым хвостовиком 13, в котором установлен подпружиненный пру отной 14 к хвостовику 13 штока стержень 13, связанный со штоком с помощью штифта 16, предотвращающий их относительный разворот. На свободном конце стержня 13 размещены пята 17 и эксцентрик 18. На пяте 17 свободно установлен выполненный в виде полого клина вкладьш 19, в полость которого входит эксцентрик 18. Шток 10 установлен в корпусе 3 с возможностью поворота с помощью рукоятки 20, а вкладыш 19 входит в вырез планшайбы 2, инектщй упоры 21, Планшайба 2 имеет вырезы 22, позволяющие развернуть корпус 3 на оси 6 (см. фиг.4 - пунктирная линия). На планшайбе 2 диаметрально противопо0
5
0
0
ложно смонтированы два клапана 23, связанных с одной стороны со шлангами 24 сварочной горелки (не показана), а с другой - с С-образным коробом 23,- установленным в пазу 26 корпуса 1 и поджатым к планшайбе 2 пружиной 27. Короб 23 соединен с внешней газовой магистралью 28 и образует канал 29 для подачи защитного газа. Kopnyc i 1 имеет выступ 30, которьш поочередно находится в контакте с клапанами 23. Корпус 3 имеет выточку 31 для размещения вкладьш1а 19, а в части 3 корпуса 3 выполнена кольцевая проточка 32,
Устройство работает следующим образом.
Устанавли:вают устройство на трубу и зажимают. В исходном положении (на фиг.З показано пунктирной линией) вкладьш 19 находится в выточке 31, штифт 11 в крайнем верхнем положении паза 12е Разворачивают корпус 3 на 5 оси 6 и фиксируют его на планшайбе 2 фиксатором 8, входящим в отверстие 9 планшайбы 2. Затем перемещают с помощью рукоятки 20 шток 10 в направлении, парал.пельном оси вращеьшя планшайбы 2, При этом перемещается в том же направлении часть 3 корпуса 3 вместе со штифтом I1, перемещающимся по прямолинейному участку паза 12. Перемещение штока 10 через штифт 16 передается стержню 13, а следовательно, и вкладьшу 19, который выходит из выточки 31 и входит в вырез планшайбы 2. Перемещение штока 10 происходит до упора вкладыша 19 в упор 21. Затем вращают с помощью цу- коятки 20 шток 10, При этом штифт 11 проходит через кольцевую проточку 32 корпуса 3 и входит в наклонную часть паза 12, Вращаясь, шток 10 вращает и стержень 13, При этом поворачивается эксцентрик 8, который давит на стенку вкладьш1а 19 и прижимает его по его клиновой поверхности к планшайбе 2, обеспечивая плотный их контакта. Затем по газовой магистрали
28подают заш 1тный газ, который поступает в канал 29, Включают привод вращения планшайбы 2 и осуществляют сварку. При вращении планшайбы 2 один из клапанов 23 попадает на выступ 30 корпуса 1, которьш открьшает клапан 23, и зашрятный газ из канала
29поступает в шланги 24 сварочной горелки, обеспечивая защиту зоны
5
0
5
0
5
сварки. При дальнейшем вращении планшайбы 2 в зону подачи защитного га- . 155- -попадает ее вьфез. Поскольку вырез планшайбы плотно заглушен, а короб 25 постоянно поджат пружиной 27 к планшайбе 2, то в этот момент не происходит утечки газа в атмосферу, Таким образом устройство исключает подсос воздуха в систему подачи за- щитного газа, что улучшает защиту зоны сварки, а следовательно, повышает качество сварного соединения, Кроме того, устройство снижает потери защитного газа в результате плот- ного контакта замкнутой планшайбы с коробом.
Формула изобретения
1. Устройство для сварки неповоротных стыковых труб, содержащее горелку, С-образные корпус и планшайбу в вырезе которой размещен вкладыш, установленный с возможностью переме- щения параллельно оси вращения планшайбы, имеющую С-образный канал для
подачи защитного газа с клапанами, отличающееся тем, что, с целью повышения качества сварного соединения и уменьшения потерь защитного газа, устройство снабжено механизмом установки вкладьшга, состоящим из шарнирно установленного на планшайбе дополнительного корпуса с фиксатором, штока с рукояткой, стержня с эксцентриком, при этом шток размещён в корпусе с возможностью поворота и перемещения вдоль своей оси, вкладьш вьтолнен в виде полого клина с плоской пружиной и закреплен на стержне, установленном концентрично оси штока, а эксцентрик размещен в полости вкладыша с возможностью взаимодействия с плоской пружиной.
2. Устройство по п.1, отличающееся тем, что С-образный канал для подачи защитного газа выполнен в виде С-образного короба, установленного в пазу корпуса и подпружиненного открытой стороной к планшайбе.
21
21
19
Ю
/ повернуто 30
6-6
Г
. ГчУчЧЧУчУ
18 Щ
21
Фиг.З
/2
Фиг. 5
Редактор О.Стенина
Заказ 739Тираж 920Подписное
ВНИИШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раугаская наб., д. 4/5Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фи.б
Составитель И.Дергалев
Техред М.Ходанич Корректор М.Пожо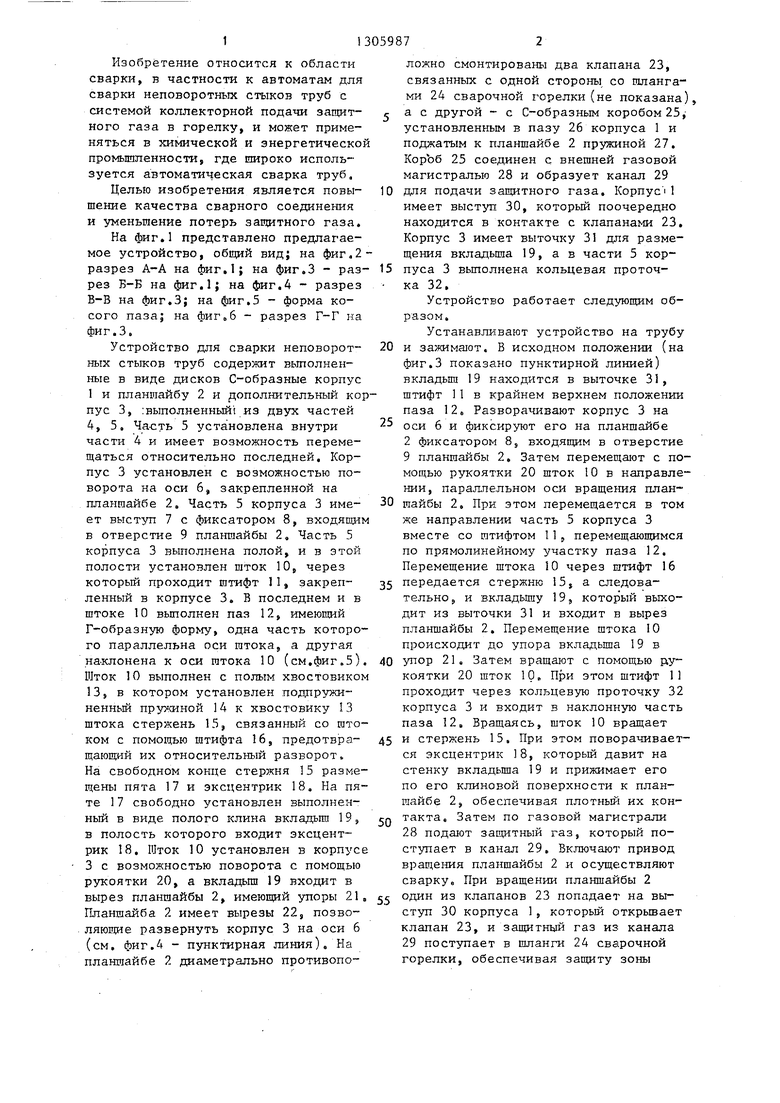
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1275852A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU763053A1 |
| Автомат для сварки неповоротных стыков труб | 1967 |
|
SU254690A1 |
| Автомат для сварки неповоротных стыков труб | 1984 |
|
SU1227391A2 |
| Автомат для сварки неповоротных стыков труб | 1980 |
|
SU944842A1 |
| Устройство для сварки неповоротных стыков труб | 1984 |
|
SU1189629A1 |
| Устройство для сварки неповоротных стыков трубопроводов | 1987 |
|
SU1508472A1 |
| Устройство для сварки | 1984 |
|
SU1172162A1 |
Изобретение относится к автоматам для сварки неповоротных стыков труб и системами коллекторной подачи защитного газа в горелку и найдет применение в химической и энергетической промышленности. Цель изобретения - повьшение 1 ачества сварного соединения и уменьшение потерь защитного газа. Устройство содержит корпус, планшайбу, в вырезе которой размещены заглушка с механизмо: ее установки Механизм состоит из шар- нирно установленных по отношению к друг другу дополнительного корпуса, штока с рукояткой, стержня с эксцентриком, на котором размещена заглушка, представляющая собой полый клин. С помощью механизма установки заглушка поджимается к стенкам паза планшайба, плотно заглушая ее вырез, благодаря чему исключается утечка защитного газа при работе системы газоснабжения горелки. 1 з.п. ф-лы, 6 ил. лшжя Inn::
| Патент США № 3688069, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| 0 |
|
SU111460A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| :Патент США № 4365132, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
