1
Изобретение относится к области сварки,
а именно, к устройствам для электродуговой сварки неповоротных стыков труб, преимущественно для многопроходной сварки, и может быть применено в различных отрас: лях машиностроения.
Известны устройства для сварки неповоротных стыков труб со шланговым токоподводом 1.
При такой конструкции токоподвода, шланги при сварке наматываются на трубу, ухудшая обзор свариваемого стыка. В результате наматывания шлангов может произойти торможение движения горелки, что ведет к ухудшению качества сварного соединения. После окончания процесса сварки для того, чТобь снять головку со сваренного стыка, нужно вращать ее в противоположном направлении для разматывания шлангов. Это усложняет обслуживание головки и снижает производительность труда. В наибольшей степени эти недостатки проявляются при многопроходной сварке толстостенных труб.
Известны также автоматы для сварки неповоротных стыков с бесшланговьГм токолодводом {2.
Недостатком этих головок является то, что их трудно применить в стесненных условиях монтажа, где свободное пространство для размещения сварочной головки ограничено до минимума.
Известно устройство для сварки неповоротных стыков труб, наиболее близко к данному изобретению по технической сущности и достигаемому эффекту, содержащее неподвижный корпус, в который вмонтированы щетки подвода тока, сйарочную горелку, установленную на С-образной планшайбе с токовой шиной, съемный вкладыш и привод вращения планшайбы 3.
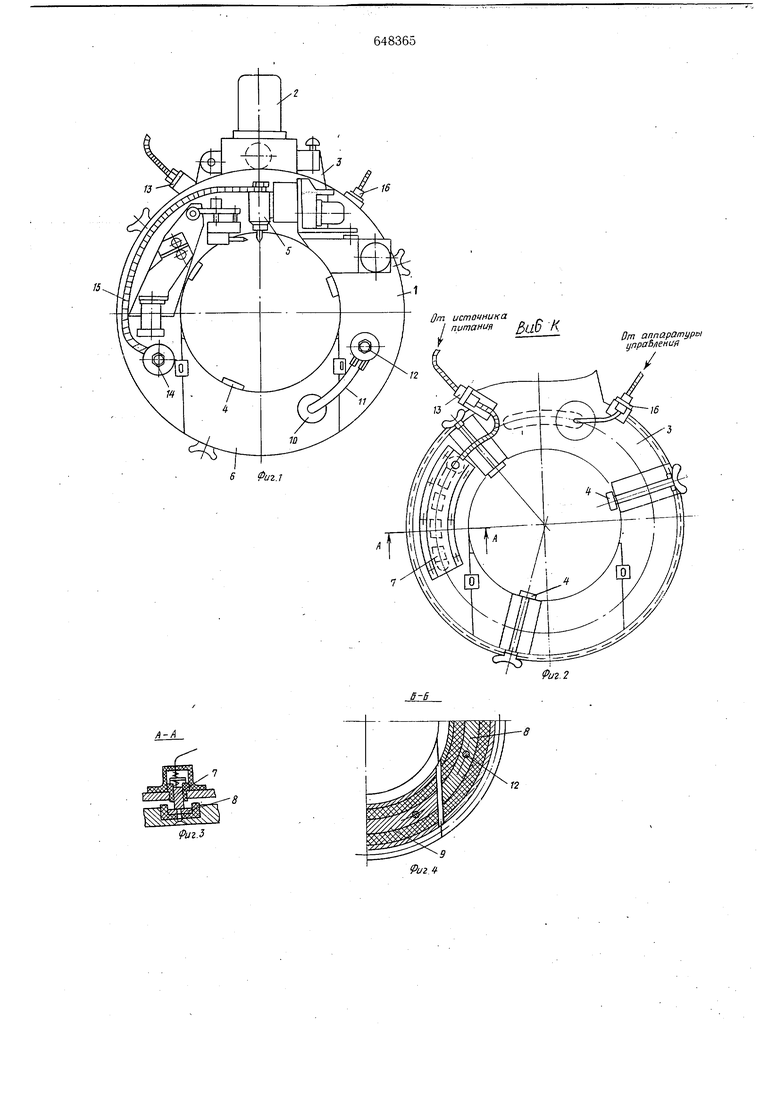
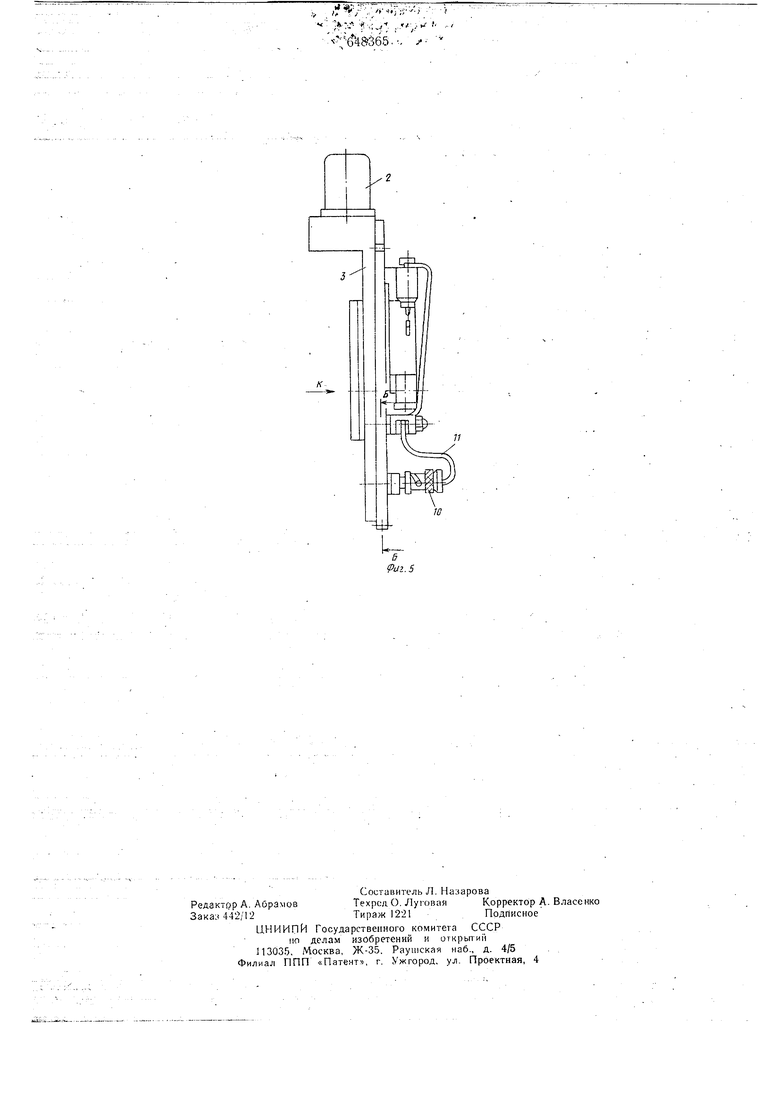
Недостатком устройства является то, что .на съемном вкладыще токопроводящая щина отсутствует, поэтому для того, чтобы при вращении «С образной планщайбы со вставленным в нее съемным вкладышем, при переходе вкладыша через щетки не прерывалась подача сварочного тока, количество щеток долясно быть больше расчетного. Это ведет к увеличению размеров корпуса планшайбы. Кроме того, при выходе токопроводящей шины из контакта со щёткамй И при входе в контакт, возможно искрение и потери тока, что может привести к снижёнйю качества сварного соединения. Целью данного изобретения является уменьшение габаритов и повышение стабильности работы устройства. Для этого съемный вкладыш снабжен дополнительной токовой шиной, соединенной с токовой шиной С-образной планшайбы. На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - вид по стрелке на фиг. 3 - разрез А-А; на фиг. 4 - токовая шина планшайбы и шина вкладыша в разрезе Б-Б; на фиг. 5 - вид сбоку фиг. 1. Устройство состоит из С-образной планшайбы 1, которая получает враш,ение вокруг свариваемого стыка от привода 2, расположенного на неподвижном корпусе 3 устройства. Корпус 3 крепится на трубе кулачками 4. На вращаюшейся планшайбе 1 установлена горелка 5, а также механизмы для ведения процесса сварки. Для установки устройства на трубу, С-образная планшайба имеет съемнь1Й вкладыш 6. В неподвижном корпусе 3 вмонтированы шетки 7 для подвода тока, которые контактируют с тиной 8 С-образной плaнuJaйбы и с пшной 9 съемного вкладыша 6. Шина 9 съемного вкладыша 6 соединена при помощи быстродействуюи1его разъема 10 и гибкого токопровода 1 с шиной 8 С-образной планшайбы 1 при помощи изолированного от нее штыря 12. Горелка 5 соединена с подводом сварочного тока 13 через штырь 14, гибкий токоподвод 15 и шину 8. Устройство содержит также подвод тока 16 цепей управления к.чеханизмам для ведеНИИ процесса сварки. Устройство работает следуюшим образом: устройство устанавливают на сваривае-мые трубы, закрепляют на них при помощи кулачков 4. В С-образную планшайбу 1 вставляют съемный вкладыш 6 с шиной 9, соединяя ее при этом с,шиной 8 на планшайбе 1, при.помош.и быстродействующего разъема 0. Воздущнь Й зазор между концом электрода сварочной горелки 5 и свариваемым стыком пробивают осциллятором, зажигают дугу. Сварочный ток от подвода 13 запитывает щетки 7, далее идет через шины 8, 9, штырь 12, гибкий токоподвод 15на горелку 5. Планшайба 1 получает врашение вокруг трубопровода от привода 2, при этом приводятся в действие все механизмы для ведения процесса сварки. По мере вра цения С-образной планшайбы 1, щетки.7 скользят по поверхности шины 8. Когда щетки 7 попадают в зев С-образной планшайбы 1, они контактируют с шиной 9 съемного вкладыша 6. Поскольку шина 9 посредством быстродействующего разъема 10, гибкого токоподвода 11 и штырей 12 и 14 связана с шиной 8 планшайбы 1, то электрическая цепь не разрывается, аток продолжает подаваться на горелку 5. Так как между шинами 8 и 9 все время существует электрический контакт, то искрения и потери сварочного тока в момент входа и выхода щеток 7 с шины 9 съемного вкладыша 6 не произойдет. По окончании процесса сварки съем устройства с трубопровода осуществляют в следующей последовательности: быстродействующим разъемом 10 отсоединяют щину 8 от щины 9, вывертывают кулачки 4, снимают съемный вкладыш б С-образной планшайбы 1, при этом разъем 10 повисает на гибком токоподводе 11, соединенным со штырем 12 на планшайбу 1. Устройство такой конструкции имеет уменьшенные (конструкции) габариты, кроме того повышается надежность работы устройства за счет исключения возможности искрения и потерь сварочного тока, что ведет к повышению качества сварных соеди; нения. Формула изобретения Устройство для сварки неповоротных стыков труб, содержащее неподвижный корпус, в который вмонтированы Щетки подвода тока, сварочную горелку, уста.новленную на С-образной планшайбе с токовой шиной, - съемный вкладыш и привод вращения планщайбы, отличающееся тем, что с целью . уменьшения габаритов и повышения стабильности работы устройства, съемный вкладыш снабжен дополнительной токовой шиной, соединенной с токовой шиной С-образной планшайбы. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 349544, кл. В 23 К 31/06, 1970. 2.Патент США № 3461265, кл. 219-60, 1968. 3.Юрченко Ю. Ф. и др. «Монтаж и сварка трубопроводов из коррозионностойких сталей в атомной промышленности. Атомиздат М., 1966, с. 138.
/7/77 аппаратуры управления
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Устройство для сварки неповоротных стыков труб | 1987 |
|
SU1505728A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU298450A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для шовной сварки труб | 1977 |
|
SU716739A1 |
| Устройство для сварки неповоротных стыков труб | 1983 |
|
SU1098727A1 |
| Устройство для сварки неповоротных стыковых труб | 1976 |
|
SU602334A1 |
| АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU204461A1 |
| Устройство для сварки неповоротных стыков труб | 1975 |
|
SU513811A1 |
А-А
fuz.i
12
Й/г-
;, ,..
v .. ...f , :«Й8Й65.:. .
