Осуществление ряда устройств катодного дальневидения, основанных на принципе коммутирования катодным пучком, наталкивается на препятствие, заключающееся в сложности изготовления стеклянных, не пропускающих воздух пластин с большим числом впаянных в них металлических электродов.
Предлагаемый несложный способ изготовления подобных пластин состоит в опускании платиновой щетки, имеющей число волосков, соответствующее числу необходимых электродов, и укрепленной на ооновании из тугоплавкого металла, в ванну,наполненную расплавленным стеклом. При этом в стекло Вплавляют только волоски, а основание затем удаляется путем, например, растворения в кислоте.
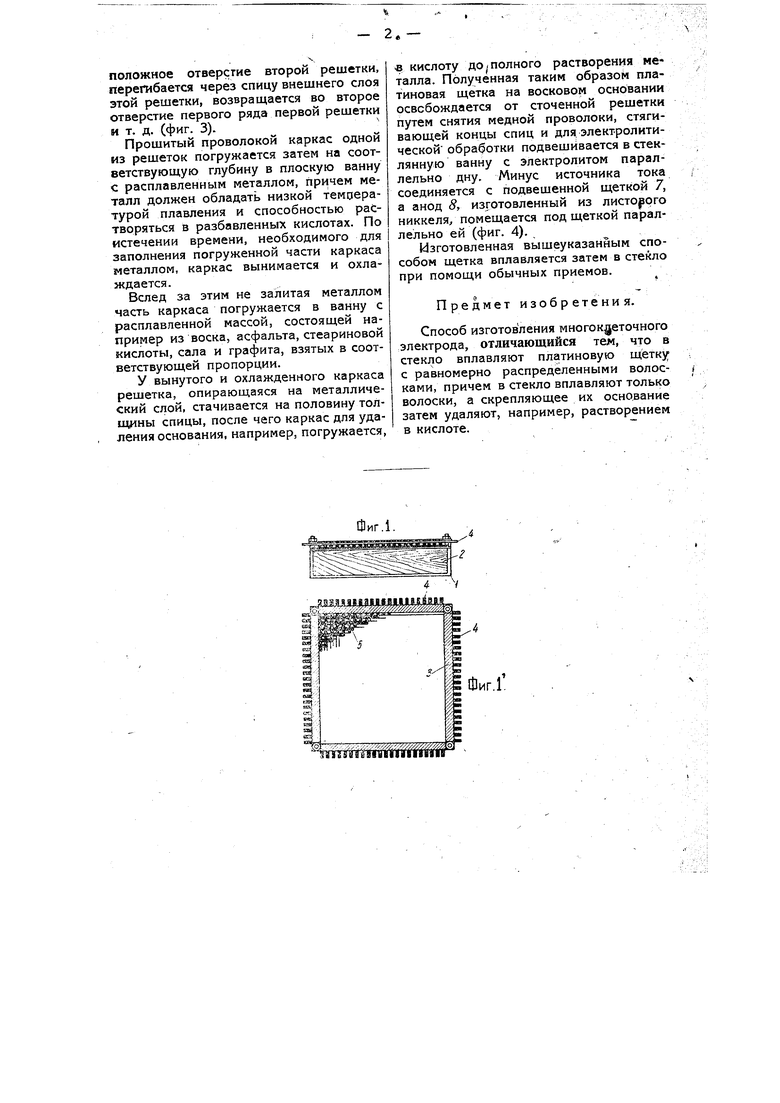
На чертеже фиг. 1, Р и 2 изображают приспособление для изготовления каркаса; фиг. 3 - способ „прощивания платиновой проволокой; фиг. 4, ,4 -приспособление для электролитической обработки.
Для изготовления щетки вначале приготовляют каркас, состоящий из двух стальных рещеток, укрепленных на расстоянии друг от друг;а, равном длине вплавленных в стекло электродов. Каркас приготовляется следующим образом (фиг. 1): на дно квадратной, например картонной коробки 7, снабженной по краям рядом прорезей, длина бортов которой соответствует требуемым раз(291)
мерам щетки, кладется плотно входящая в нее плоская деревянная дощечка 2 так, чтобы верхняя ее плоскость находилась на уровне нижнего края прорезей. На эту дощечку накладывается латунная рамка 3, имеющая по углам четыре отверстия, в которые вставляются винты с плоскими головками, совпадающими с плоскостью деревянной дощечки. В прорези, расположенные по краям коробки, вкладываются стальные спицы 4, длиною на 5 ММ превышающей длину бортов коробки. На образовавшуюся таким образом решетку 5 накладывается вторая латунная рамка тех же размеров, что и первая, которая надевается на винты, выходящие из первой рамки, и прижимается к последней гайками. Описанным способом приготовляются две решетки, после чего между этими решетками 5, на равных расстояниях углов латунных рамок размещаются четыре металлических бруска соответствующих размеров, и выступающие концы стальных спиц одной решетки стягиваются с соответствующими концами спиц второй решетки медной проволокой 6
( 2)...
Пригот ленныи таким способом каркас „процшвается платиновой проволокой требуемого диаметра, причем конец проволоки вначале вставляется в первое отверстие первого ряда отверстий, образованных пересечениями спиц 5 одной решетки, затем протягивается в противоположиое отверстие второй решетки, перегибается через спицу внешнего слоя этой решетки, возвращается во второе отверстие первого ряда первой решетки и т. д. (фиг. 3).
Прошитый проволокой каркас одной из решеток погружается затем ка соответствующую глубину в плоскую ванну с расплавленным металлом, причем металл должен обладать низкой температурой плавления и способностью растворяться в разбавленных кислотах. По истечении времени, необходимого для заполнения погруженной части каркаса металлом, каркас вынимается и охлаждается.
Вслед за этим не залитая металлом часть каркаса погружается в ванну с расплавленной массой, состоящей например из воска, асфальта, стеариновой кислоты, сала и графита, взятых в соответствующей пропорции.
У вынутого и охлажденного каркаса решетка, опирающаяся на металлический слой, стачивается на половину толщины спицы, после чего каркас для удаления основания, например, погружается.
в кислоту до I полного растворения металла. Полученная таким образом платиновая щетка на восковом основании освобождается от сточенной решетки путем снятия медной проволоки, стягивающей концы спиц и для электролитической обработки подвешивается в стеклянную ванну с электролитом параллельно дну. Минус источника тока соединяется с подвешенной щеткой 7, а анод 8, изготовленный из листового никкеля/помещается под щеткой параллельно ей (фиг. 4).
Изготовленная вышеуказанным способом щетка вплавляется затем в стекло при помощи обычных приемов.
Предмет изобретения.
Способ изготовления многоклеточного электрода, отличающийся тем, что в стекло вплавляют платиновую щетку с равномерно распределенными волосками, причем в стекло вплавляют только волоски, а скрепляющее их основание затем удаляют, например, растворением в кислоте.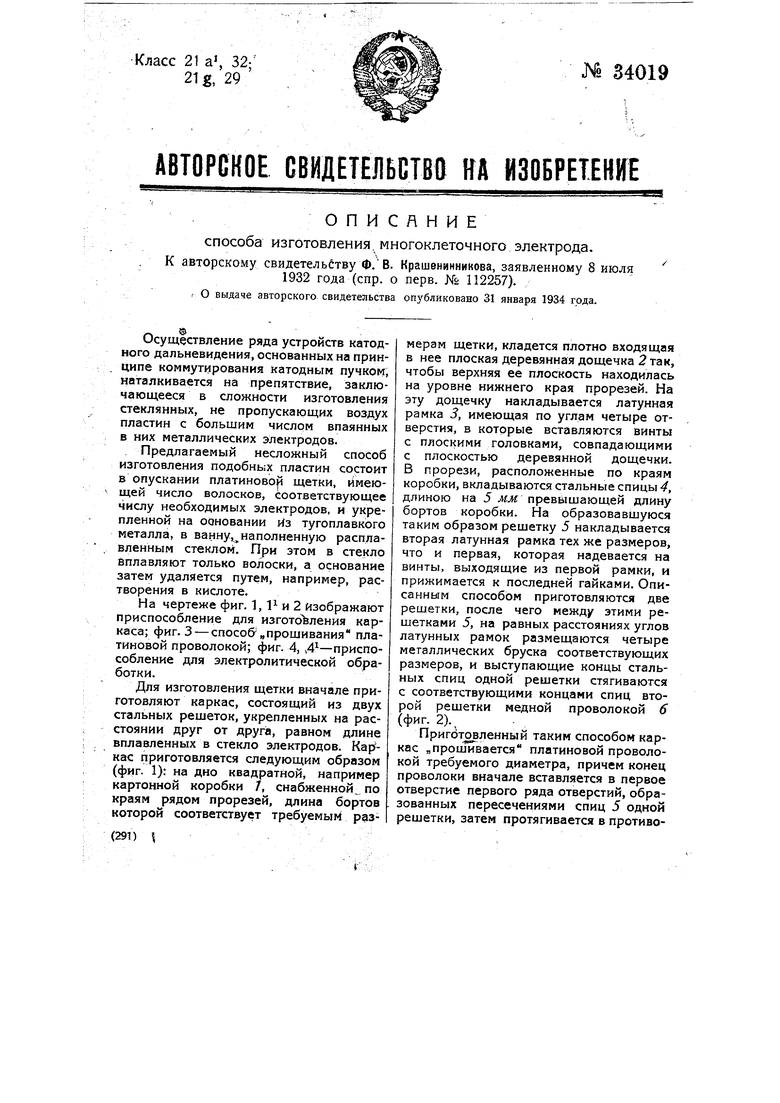
ФигЛ.
Шиг.1 к авторскому свидетельству Ф. 34019
Фиг,2.
Фиг.4.
;11;(:1|;:;г |Я- /
Шиг.4. Крашенинникова

