Изобретение относится к изготовлению армирсэванного проволокой стекла.
Известно устройство для изготовления листового армированного стекла на поверхности расплавленного металла-, содержащее регулирующий течение стекломассы элемент, установленное перед ним приспособление для ввода в стекломассу армирующей сетки и тер-морёгулятЬры Г1.
Недостатком данного устройства является невысокое качество стекла.
Целью изобретения.является повышение качества армированного стекла.
Поставленная цель достигается тем, что устройство для изготовления армированного проволокой ли стового стекла, содержащее ванну с расплавленным металлом, желоб для за ливки расплавленного стекла на поверноет ь расплавленного металла с регу лируемой скоростью, тянущее приспоссление для выпуска ленты стекла, каналы для создания защитной атмосферы, терморегуляторы, ролики для подачи армирующей проволоки, смонтированный поперек ванны элемент для регулирования подачи стекломассы, снабжено расположенными за элементом для регулированйя подачи стекломассы по ходуее движения холодильниками, выполненными в виде труб и выполненной из армирующего материала направляющей для проволоки смон тированной наэлементе для регулирования подачи стекломассы поперек направлению движения расплавленного стекла со стороны движения стекломассы или с противоположной стороны, причем элемент для регулирования подачи стекломассы выполнен из соединенного с источником тока тугоплавкого электропроводного материала или выполнен составным из чередующихся полос из тугоплавкого электропроводного материала и изолирующих пластин.
Кроме того, в качестве тугоплавкого электропроводного материала используют тугоплавкую сталь, молибден, углерод, вольфрам, тантал, ниобий, иридий, рутений, палладий и платину.
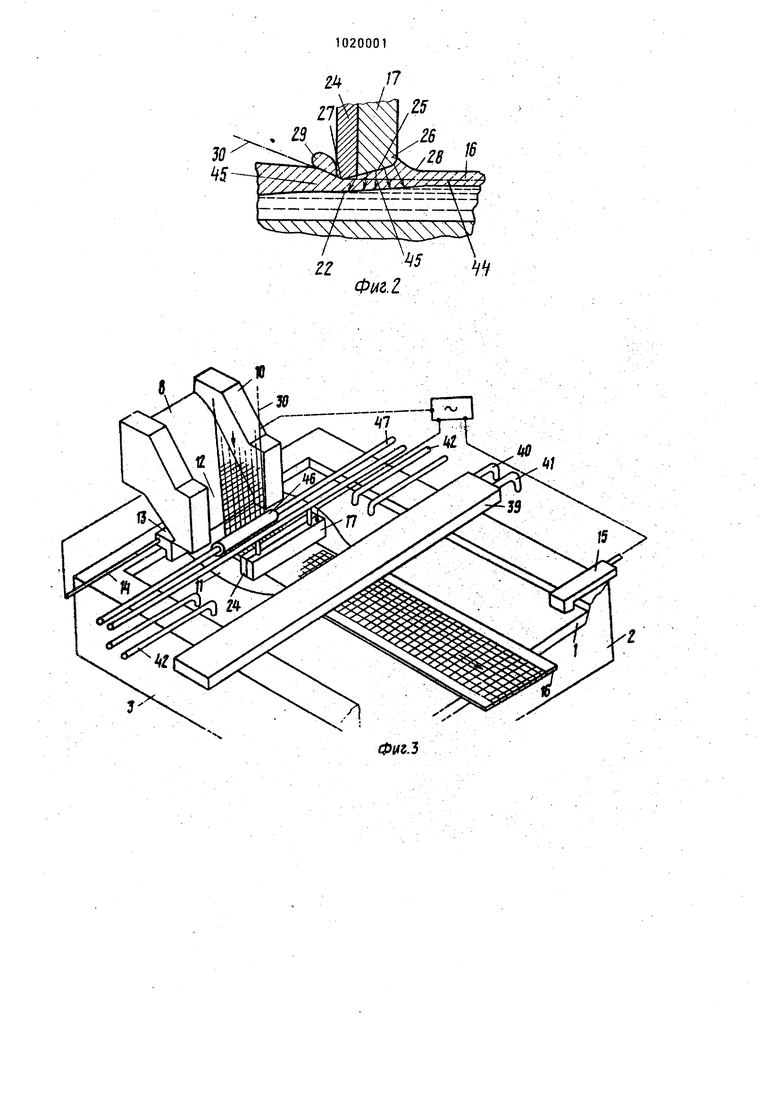
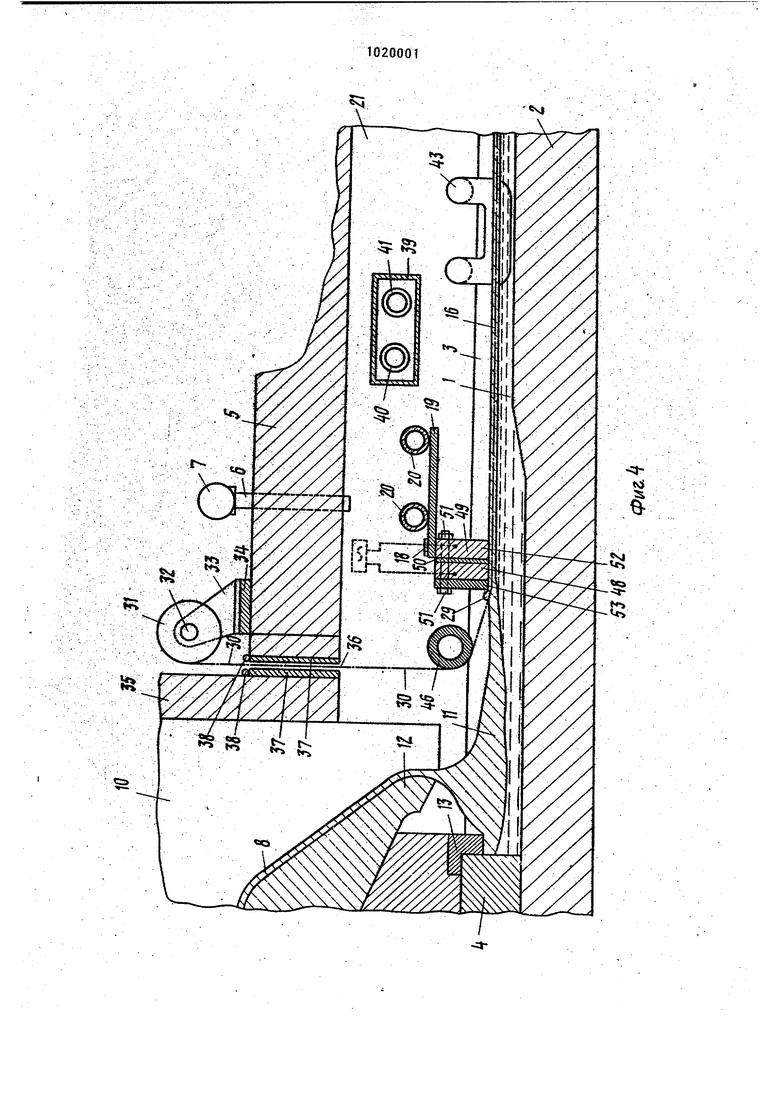
На фиг. 1 изображена ванна, продольный разрез; на фиг. 2 детальный вид части ванны; на фиг. 3 устройство, вид в тлане; на фиг. k -
элемент для регулируемой подачи стекломассы; на фиг. 5 детальный вид части элемента для регулируемой подачи стекломассы; на фиг. 6 - составной элемент для регулируемой подачи стекломассы; на фиГв 7 - деталный вид части составного элемента Для регулируемой подачи стекломассм на фиг. .8 - разновидность элемента для регулируемой подачи стекломасс выполненного в виде стержня.
Предлагаемое устройство содержит ванну 1 расплавленного металла, имеющую днище 2, боковые стенки 3 и кОнцевую стенку k на впускном конце ванны. Свод 5 ограничивает верхнее пространство ван)1, где поддерживается давление защитной атмосферы, например содержащей 951 .азота и 5% водорода. Защитная среда подается обычным способом по каналу 6, связанному с коллектором 7. Расплавленное стекло 8 стекает на поверхность ванны по желобу 9, который выступает над впускным концом ванны, проходя выше стенки этого конца Желоб имеет боковые стенки 10 и направлен наклонно вниз.
Расплавленное стекло, стекающее на поверхность ванны, образует бас сейм 11. Бассейн имеет наибольшую глубину под носом желоба 12, и расплавленное стекло в бассейн затекает назад и касается керамической электронагревательной плиты 13, которая закреплена на конце А и снабжается Электр и 4ectoiM током по кабелю И i как показано на фиг. 3. Кабель 1Л подсоединен к питающей -сети переменного тока частотой 50 Гц. Обратный электрод 15 соединенный с питащей сетью, погружен в ванну расплавленного металла 1 сбоку от линии перемещения будущей полосы армированного стекла 16.
Расплавленное стекло 8, подающееся в бассейн 11 по желобу,обладает количеством движения, которое перемещает это стекло вдоль ванны, причем 3iTO движение усиливается путем приложения тянущего усилия.
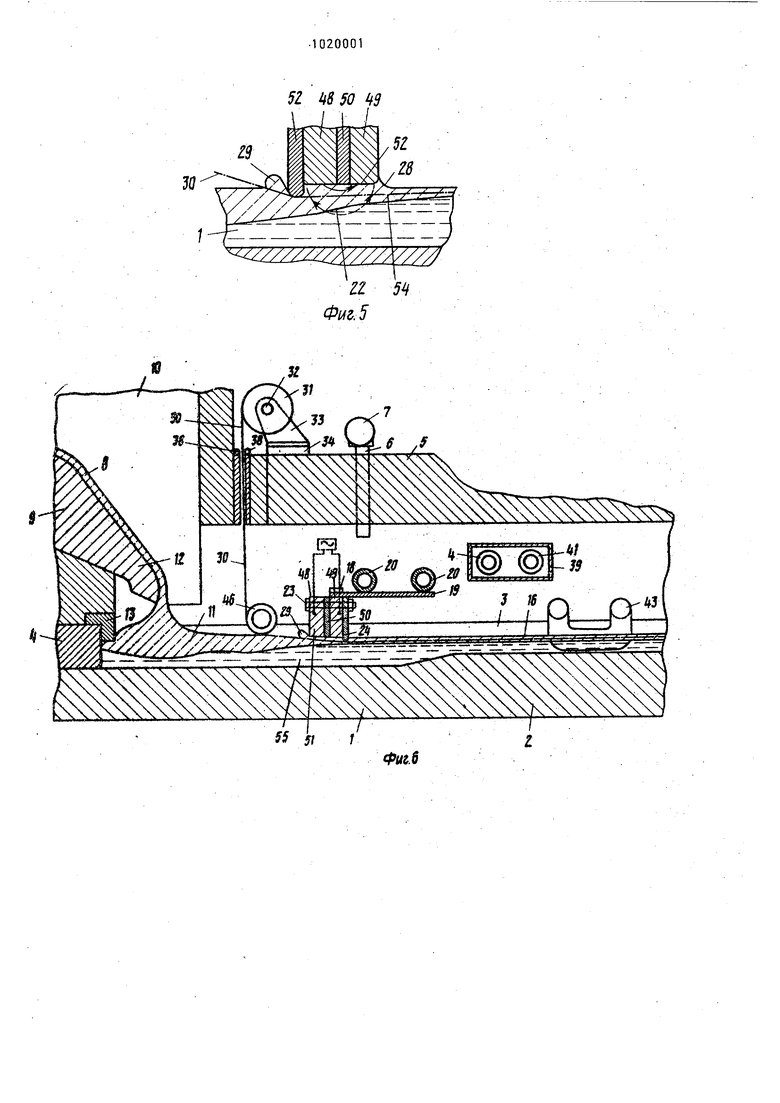
Перетекание расплавленного стекла из бассейна 11 в полосу 16 регулируется посредством элемента 17 для регулируемой подачи стекломассы, являющегося жестким и жаростойким и выполненным из материала, смачиваемого расплавленным стеклом. Элемент 17 выполнен в виде пластины из тугоплавкого электропроводного материала: нержавеющей стали, молиб дена, углерода, вольфрама, тантала, ниобия, ириди, рутения, палладия или платины. Элемент 17 привинчен в точке 18 к опорной плите 19, которая приварена к двум охлаждаемым водой трубам 20. Трубы 20 проходят над ванной сквозь боковые стенки 21 Свода и совместно с опорной плитой 19 образуют охлаждаемую водой несущую траверсу электрода. Охлаждение труб 20 обеспечивает точное положение элемента 17 относительно находящейся под ним поверхности 22 ванны. К передней поверхности элемента 17 при помощи болтов 23 привинчен поперечный элемент 2 - направляющий для проволоки, выполненный из жаропрочного материала, способного сопротивляться коррозии со стороны стёкла и тепловым ударам. Элемент 2 может быть бруском из силлимони:та или бруском из огнеупора, изготовленного из спеченных гранул плавленного кварца, а также стержнем из циркония или глинозема. Элемент 2 опущен ниже нижней кромки 17. Как показано на фиг. 2 нижние поверхности составных элементов 17 и регулирования течения имеют идущий :снизу вверх скос 25, а углы 2б и 27 имеют закругленную форму. Расплавленное стекло смачивает нижний по течению закругленный угол 26, образуя мениск 28, от которого отходит верхняя поверхность будущей полосы 16 армированного стекЛа Верхняя сторона элемента 2 жестко удерживает расплавленное стекло в бассейне 11. при помощи волны или подушки 29 из расплавленного стекла, которая распространяется вверх по течению от угла 27. Проволочная сетка 30 которая должна быть заделана в полосу 1б, вводится в распла ленное стекло выше по течению сразу же перед подушкой 29. Катушка 31 проволочной сетки, например сетки Георгиэна из стально проволоки № 26, представляет собой сетку с прямоугольными проволочными ячейками и размещена на оси 32, закрепленной в кронштейнах 33i установленных на основаниях 3 из эл троизоляционного материала, которые прикреплены к верхней поверхности свода 5 близко к желобу. Изолирующ 1i элемент 35 отделяет желоб 9 от свода 51 и между элементом 35 и сводом 5 образована щель 36 для подачи проволочной сетки 30 вниз в пространство над ванной, снабженная электроизоляционными обкладками 37. Обкладки изготовлены из силлимонита. Защитная среда выходит из пространства над ванной вверх через щель 36, а герметизация щели дополнительно обеспечивается, трубками с прорезями 38,закрепленными у верхнего конца щели Зб. Верхняя охладительная коробка 39 с подводящей tO и отводящей 41 трубами расположена поперек резервуара между боковыми стенками, как показано на фиг. 3, рядом с составными жаропрочными элементами 17 и расположены .дополнительные охладители 2 для расплавленного металла, выполненные в виде и-образных труб, погруженных в ванну 1. Дополнительные охладители 43 могут быть расположены на сторонах ванны ниже по течению относительно охладительной коробки 39. Для питания переменным элект-рическим током элемента 17 к нему подключен отдельный регулируемый выход силовой питающей сети Ita. Путь тока обозначен на фиг. 2 позицией 4. При движении электрического тока происходит локальный нагрев стекла в зоне элемента 17, ускоряющего движение стекла, обозначенного позицией kS при его перетекании из бассейна 11 в полосу 16, Сетка 30 проходящая сквозь щель 36, проходит снизу вокруг ведомого направляющего сетку валика k6, который выполнен из стали и закреплен на валу 7. Валик 6 может быть рифленым или иметь зазубрины с целью создания жесткой передачи на сетку он может быть также изготовлен из углерода и свободно посажен на охлаждаемом валу. Валик 6 направляет сетку 30 вниз в бассейн 11 прямо к фронту волны 29 расплавленного стекла, и сетка заходит под угол 28, Взаимное расположение валика 6 и нижнего угла 27 таково, что сетка 30 направляется по траектории, проходящей под элементом 17 и направленной по середине полосы 16 На фиг. и 5 показана модифицированная конструкция элемента для регулирования лодачи стекломассы.
Элемент 17 состоит из двух металлических электродных пластин Ц8; и (t имеющих вид поперечных брусков и выполненных из тугоплавкой нержавеющей стали. Нижняя по течению пластина «З привинчена в точке 18 к опорной пластине 19 а между пластинами 8 и kS установлена прокладка 50, изготовленная из жаростойкого электроизоляционного материала, наприi p силлимонита. Направляющая -проволоку пластина 2k из жаропрочного электроизоляционного материала прикреплена к верхней по течению поверхности пластине «В.
Пластины tS и 9, крепятся болтом 51, Направляющий проволоку элемент 2 погружен в расплавленное стекло ниже уровня нижней .горизонтальной поверхности 52 электродных пластин +8 и Э. Нижняя кромка 53 элемента 2 закруглена. На фиг. 5 позицией 5 показан путь электрического тока между нажимными поверхностями электродных пластин.
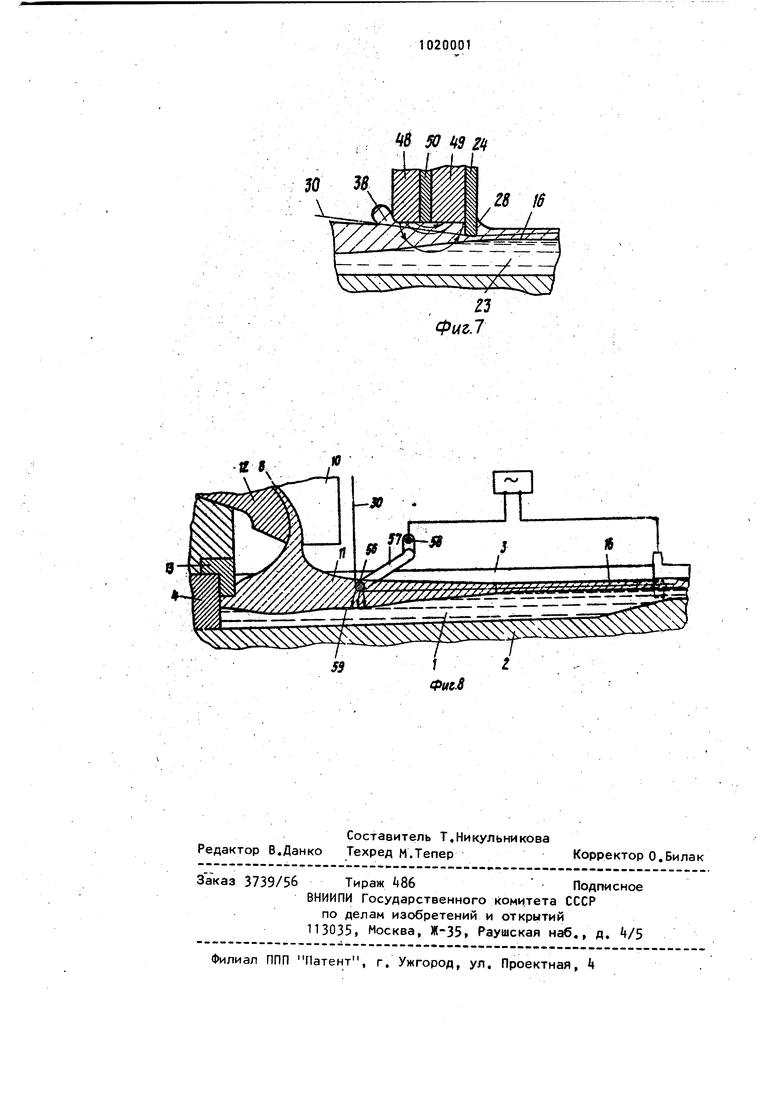
На фиг 6 и 7 показан вариант конструкции составных элементов 17 и 2kt Направляющий проволоку элемент 2 из силимонита закреплен на задней поверхности элемента 17. Закругленная нижняя кромка 53 элемента 2k погружена в расплавленное стекло на 7 мм ниже,уровня горизонтальной пов.ерхности 52 электродных пластин kQ- и 49 и направляет армирующую проволочную сетку 0 под переднюю поверхность пластины 48. Для обеспечения удаления сетки 30 от пластины 8 верхний угол 5б закруглен. Как показано на фиг, 7 мениск 28 смачивает нижнюю поверхность направляющего элемента 2, и от этого менис:Ка начинается верхняя поверхность армированного стекла.
На фиг.8 показан вариант конструк ции элемента 17 для регулируемой подачи стекломассы, который представляет собой стержень 56 круглого сечения, изготовленный из тугоплавкой нержавеющей стали и полностью погруженный в расплавленное стекло. Стержень 5б установлен между концевыми держателями 57, KOTOS рые являются электропроводниками и подсоединены к источнику тока через контакт 58. Ток протекает через расплавленное стекло под стержнем 56 на участке 59 волочная сетка 30 0 подается непосредственно под стержень 5б и проходит вертикально сквозь стекло, а затем вводится в обладающее низкой вязкостью стекло, текущее под элементом 17. Этот элемент регулирует течение расплавленного стекла от (бассейна вдоль поверхности ванны, а течение на поверхности расплавленного стекла в бассейн выше стержня 56 к тому же усиливается путем 0 нагрева стекла в районе стержня 5б . с целью образования .плоской полирован ной в горячем состоянии верхней поверхности будущей полосы армированного стекла 16.
Предлагаемое устройство позволяет получать армированное проволокой стекло, которая расположена в его середине. Полученное стекло не имеет дефектов, обладает высоким каЫеством.
Csj
S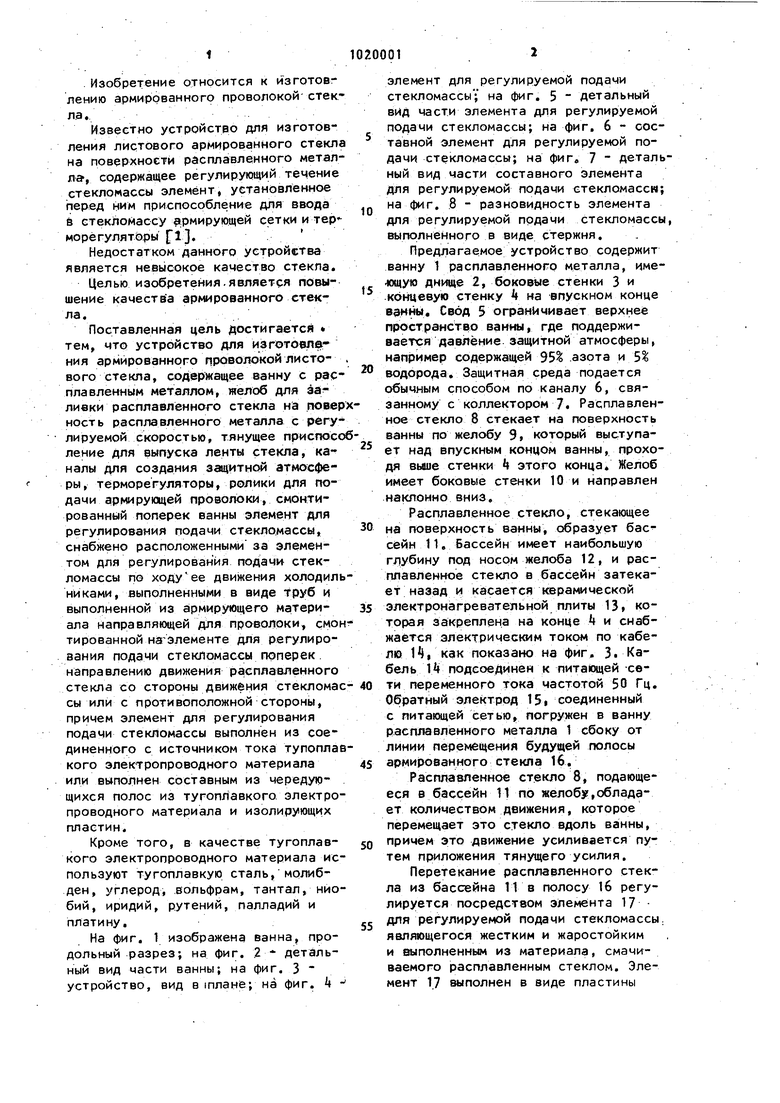
SS / f
б ifS м
| Ь Патент США № 3582302, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАСТРАИВАНИЯ СТРУН В АВТОМАТИЧЕСКИХ СТРУННЫХ ИНСТРУМЕНТАХ | 1925 |
|
SU971A1 |
