Для дуговой сварки автоматами и полуавгоматами обычно применяют проволоку с обмазкой.рессованной внутрь проволоки или в углубления на поверх, ности ее, что j:ильнp увеличивает стоимость и требует организации спецнд1льного производства этой проволоки, затрудня%внедрение автоматической сварки, применение же новых типов, так называемых „толстых обмазок совершенно исключается, так как не дает возможности подводить к электроду сварочный ток, и при прохождении электрода через подающий механизм обмазка обминается. v
Предлагаемый способ устраняет эти трудности и позволяет применять любую голую проволоку, на которую обмазка наносится после того, .как она пройдет подающий и выравнивающий механизм и к ней подведен уже сварочный ток.
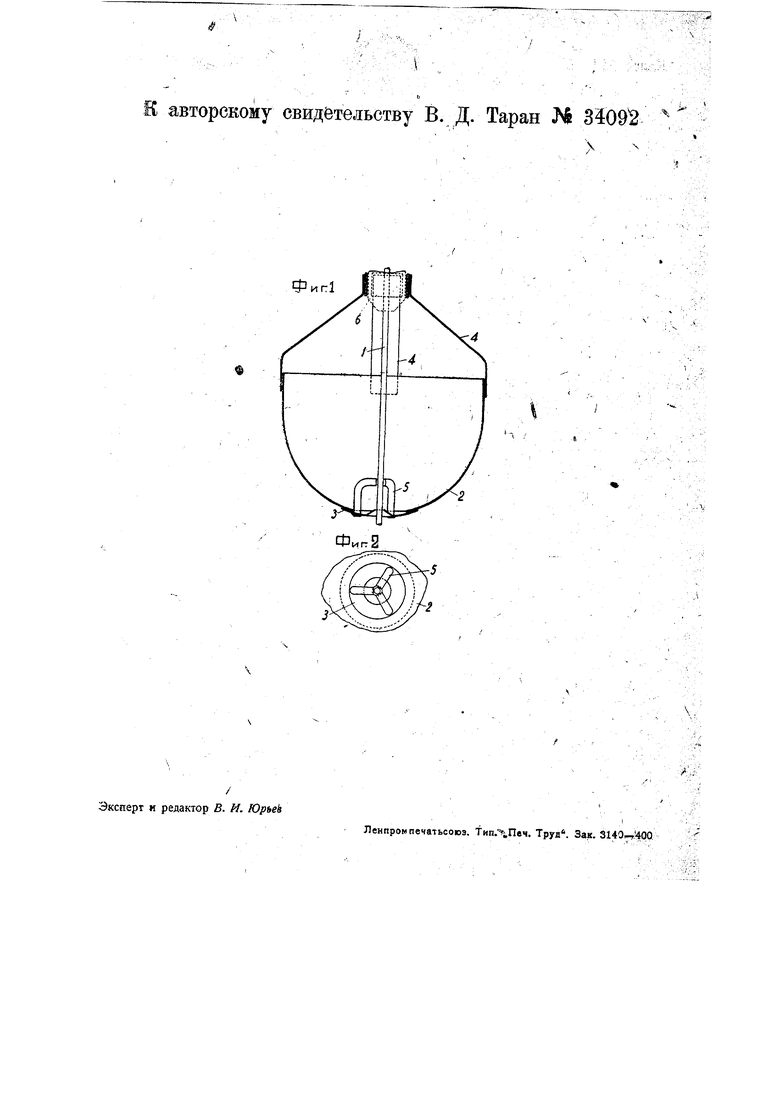
На фиг. 1 и 2 показан пример осуществления предлагаемого способа.
Электрод (проволока) /, выходяиз сварочной головки, проходит йнутри специального сосуда 2, параболоидальной или иной формы, прикрепленного посредством планок 4 к сварочной головке б и наполненного разведенной до определенной консистенции обмазкой нужного состава.
Приняв на себя обмазку, электрод выходит через калиброванное отверстие в мундштуке 3, имеющем направляющие 5, ограничивающие нужный слой обмазки, и затем, уже обмазанный, движется к свариваемому изделию, постепенно подсыхая по мере приближения к дуге за счет теплоты дуги и нагрева электрода. Применение этого способа упрощает и состав обмазок, исключая или уменьщая количество склеивающих и других веществ.
Предмет изобретения.
Способ обмазки электродов при автоматической сварке, при котором электрод пропускают сквозь сосуд, наполненный разведенной обмазкой, проходя сквозь калиброванный мундштук которого электрод покрывается слоем обмазки желаемой толщины, отличающийся тем, что обмазку электрода производят непосредственно перед сваркой по выходе электрода из сварочной головки.
N
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической электродуговой наплавки и установка для его осуществления | 1989 |
|
SU1741998A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ МНОГОДУГОВОЙСВАРКИ | 1968 |
|
SU221873A1 |
| Способ извлечения застрявших в скважине металлических предметов | 1944 |
|
SU64469A1 |
| Горелка для дуговой сварки плавящимся электродом | 1988 |
|
SU1722733A1 |
| Способ сварки лежачим электродом | 1940 |
|
SU66582A1 |
| Способ составления обмазки чугунных электродов для холодном сварки чугуна | 1936 |
|
SU51487A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ РЕЛЬСОВ | 2009 |
|
RU2424092C2 |
| Устройство для двухдуговой сварки | 1975 |
|
SU742088A1 |
| Механизм для подачи электродной проволоки | 1982 |
|
SU1073030A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262432C1 |
Фиг1

