Электросварка лежачим электродом с толстым покрытием имеет следующие недостатки: 1) невозможность сварки криволинейных ШВрв, так 1как при изгибании электродов их обмазка разрушается; 2) при заполнении длинных швов требуется многократная смена электродов; 3) «еобходимо наличие опещиального производства толстопокрытых электродов.
Для устранения перечисленных недостатков предлагается i способ сварки лежачим электродом, отличающийся от известных тем, что ток к электроду подводят в нескольких отдельных точках по его длине. Для этого электрод может иметь .несколько расположенных в нескольких местах по длине электрода проволочных отводов, присоединенных к общему подводящему ток кабелю или шине. Изоляция электрода от изделия может быть осуществлена разными методами, в частности, флЮСом йа жидком стекле, покрывающим нижнюю поверхность его. причем может быть применена злсыпка электрода гранулированным флюсом.
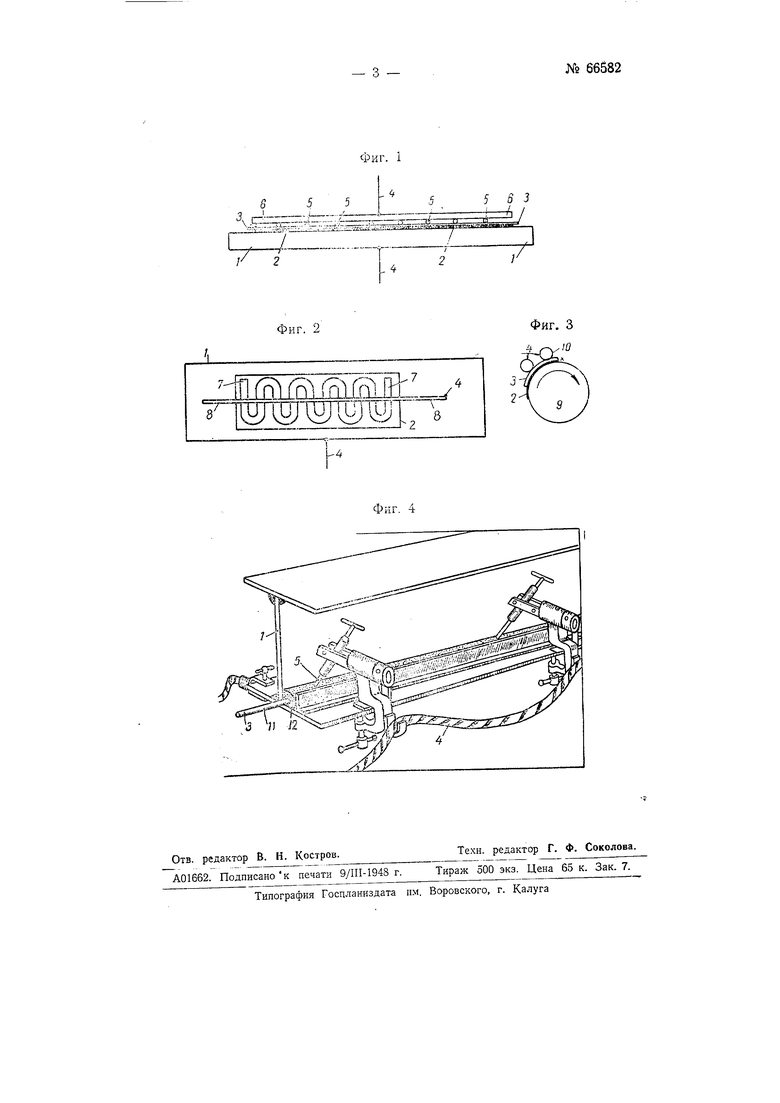
Сущность изобретения поясняется прилагаемым чертежом, на фиг. 1-4
которого показаны различные варианты осуществления предлагаемого способа.
Электрод из голой проволоки изготовляется по длине и конфигурации в соответствии со щвом.
В варианте по фиг. 1 яа яоверхiUOCTb щва IB качестве изолятора « ионизатора дуги накладывается пропитанная раствором поташа лолоса 2 асбеста толщиной 1.5 - 3 мм. поверх которой укладывается электрод 3. Для подвода тока и прижимания электрода к свариваемой поверхности служит металлическая щина 6, между которой и электродом 3 проложены на равном расстоянии кусочки 5-5 проволоки. Сварочные кабели 4-4 соединяются с предметом / и шиной 6. Для получения качественной сварки на электрод 3 насыпается толстый слой гранулированного флюса. Для сварки и наплавки щ,ироким валиком (фиг. 2) электроду 7 придается волнистая форМ1а. В этом случае подвод тока к электроду осуществляется посре дст1вом положенной вдоль электрода проволоки и шины, показавной на фиг. 1, или же поставленной на ребро тонкой металлической пластины 8,
Для сварки и наплавки тел вращения (фиг. 3) -подвод тока к электроду 3 и прижимание его к предмету 9 осуществляется лиедными роликами 10, соединенными со сварочным кабелем 4. Синхронизация скоростей плавления электрода 3 и вращения предмета 9 осуществн ляется носредство-м фотоэлемента и реле управления приводом вращения предмета 9.
Процесс сварки осуществляется следующим: образом.
Дуга зажигается с конца электрода 3 или в нескольких участках. Зажигание дуги производится касанием электрода 3 и предмета / металлическим или угольным стержнем1.
Путь тока в электроде 3 равен: 1) расстоянию между контактами в точках касания -проволок 5-5 (фиг. 1). 2) отрезку между точками касания прямолинейного провода 8 с электродом 7 (фиг. 2) и 3) расстоянию между роликом 10 и концом электрода 5 (фиг. 3).
Контакты 5-5 по мере подхода к ним дуги расплавляются (выгорают).
Возможность применения длинных электродов при сварке по предлагаемому способу обусловлена последовательным выгоранием (или отключением) но мере нлавления электрода 5 контактов 5, благодаря чему при неоГраниченной длине электрода наибольшая плотность тока устанавливается на коротком отрезке электрода - между дугой и ближайшим к ней проволочном контактом 5.
При проверке предлагаемого способа оказалось более целесообразным зам1енить изолирующую асбестовую прокладку покрытием прилегающей к предмету стороны электрода гракулированным флюсом (фиг. 4). С этой целью одна сторона электрода или поверхность щва смачивается жидкили стеклом и посыпается гранулированным флюсом 11. Для повыщения качества сварки лежачий электрод покрьюается толстым слоем: 12 гранулированного флюса.
П р е д М е т изобретения
1.Способ сварки лежачим электродом, о т л и ч а ю щ И и с я тем, что ток к электроду подводят в нескольких отдельных точках по длине электрода.
2.3; ектрод для осущ.ест1Блейия способа по и. 1, отличающийс я тем, что он HMteeT несколько расположенных в нескольких местах по длине электрода проволочных 01ТВОДОВ. присоединенных к общему подводящему ток кабелю или шнкс, с той целью, чтобы при сгорании электрОДа происходило гюо-геред 1ое расплавление этих отводов и отключение их от общего питающего фидера.
3.Фо1;ма выполнения электрода по п. 2, отличающаяся тем, что нижняя поверхность его покрыта гранулированным флюсОМ на жидком стекле.
4.Прием выполнения способа по п. I. от л и чающийся тем, что сварку ведут под слоем гранулированного флю-са. которым засыпается электрод.
855
n1;
C-H ZrrZT-l-Z-T-.. . :.. j --„
if-;;
2
5 S 3 V
.-:,-.-лгтл;;; „ ., , cL
,/
, 4