1
Изобретение относится к сварочно- му производству и может быть использовано для двухдуговой сварки под слоем флюса преимущественно кольцевых стыков трубопроводов. Оно может быть применено для сварки кольцевых стцков других цилиндрических изделий, а также для сварки одновременно двух угловых швов, например при изготовле- д НИИ тавровых изделий.
Известно устройство для сварки кольцевых стыков трубопроводов, которое состоит из колесного шасси, представляющего собой сварную трубчатую -15 раму, на которой укреплен механизм подачи проволоки, состоящий из электромотора, редуктора, подающего механизма, мундштука и поперечного корректора, кассеты с электродной про- 20 волокой, бункера с флюсом, пульта управления и штанги для удержания и регулирования положения сварочной головки на трубе .
Недостатком этого устройства явля-25 ется низкая производительность труда вследствие того, что сварочная головка этого устройства имеет один электрод, который при сварке располагают по оси шва.. Поскольку в трубопровод- JQ
ном строительстве автоматическую сварку выполняют, как правило, по сваренному вручную корню шва, имеющему ограниченную толщину, увеличение сварочного тока и, следовательно, производительности заполнения разделки ограничивается опасностью прожога корневого слоя. При сварке толстостенных труб с глубокой разделкой кромок небольшое заполнение разделки стыка, вызванное ограниченным током, затрудняет удаление шлака. Кроме того, небольшое отклонение дуги от оси шва приводит к зашлаковке между корневыми и первым заполняющим слоями шва.
Известно также устройство для двухдуговой сварки трубопроводов, содержащее тележку с двумя парами опорных колес, оси которых смонтированы на раме, установленные на тележке пульт управления, бункер для флюпа, две кассеты с электродной проволокой, механизм подачи проволоки, направлягацие мундштуки которого расположены под углом один к другому, и Механизм регулирования угла наклона электродов 2.
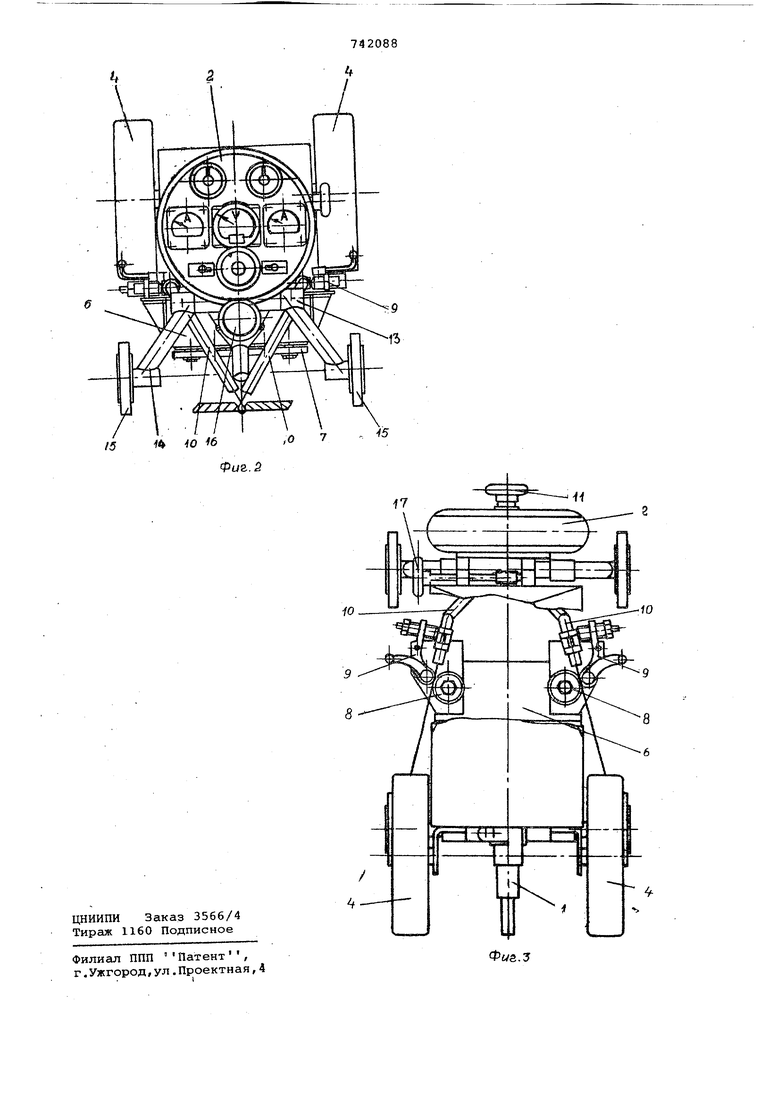
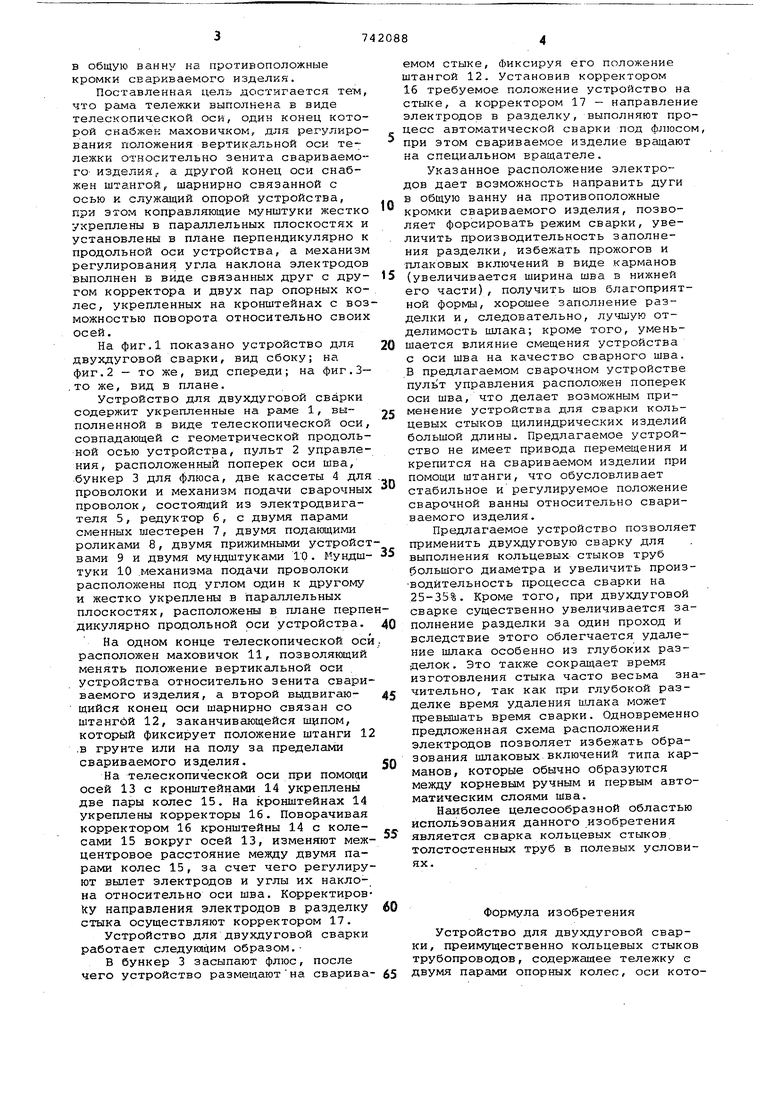
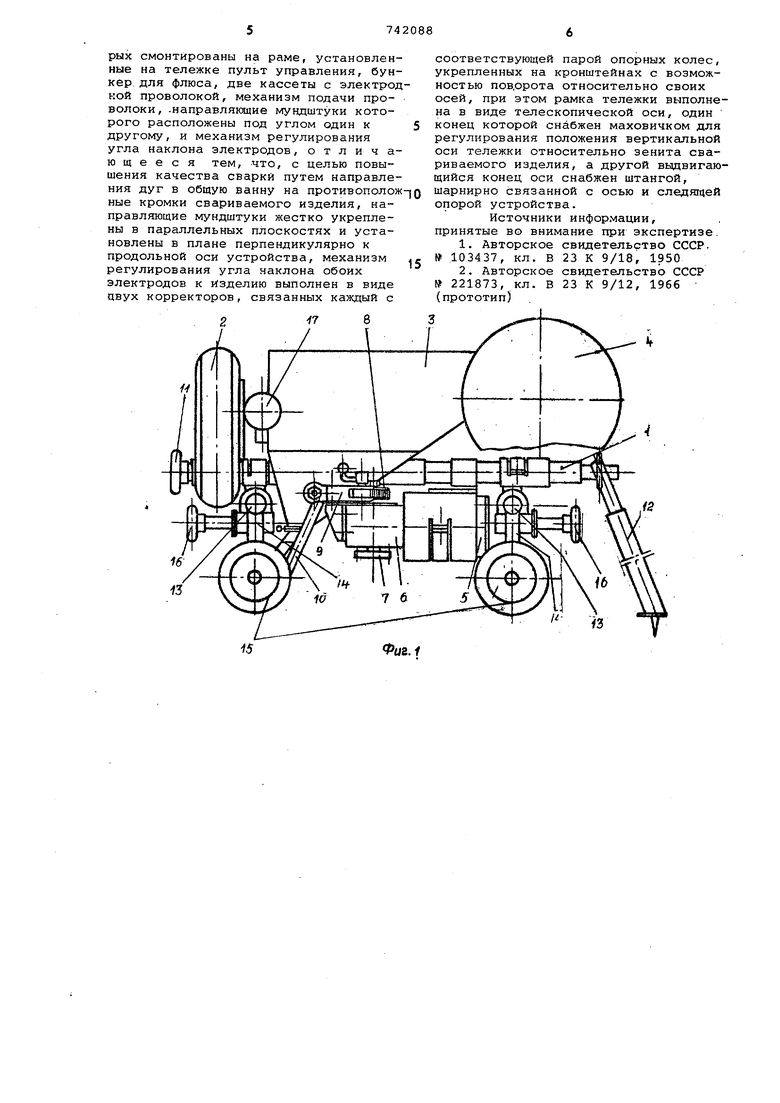
Цель изобретения - повышение качества сварки путем направления дуг в общую ванну на противоположные кромки сваркваемого изделия. Поставленная цель достигается тем что рама тележки выполнена в виде телескопической оси, один конец кото рой снабжен маховичком, для регулирования положения вертик.альной оси тележки относительно зенита свариваемо ГО изделия, а другой конец оси снабжен штангой, шарнирно связанной с осью и служащий опорой устройства, при этом коправляющие мунштуки жестко укреплены в параллельных плоскостях и установлены в плане перпендикулярно к продольной оси устройства, а механизм регулирования угла наклона электродов выполнен в виде связанных друг с другом корректора и двух пар опорных колес, укрепленных на кронштейнах с воз можностью поворота относительно своих осей. На фиг.1 показано устройство для двухдуговой сварки, вид сбоку; на фиг.2 - то же, вид спереди; на фиг.З- .то же, вид в плане. Устройство для двухдуговой сварки содержит укрепленные на раме 1, выполненной в виде телескопической оси совпадающей с геометрической продольной осью устройства, пульт 2 управления, расположенный поперек оси шва, бункер 3 для флюса, две кассеты 4 для проволоки и механизм подачи сварочных проволок, состошдий из электродвигателя 5, редуктор б, с двумя парами сменных шестерен 7, двумя подающими роликами 8, двумя прижимными устройст вами 9 и двумя мундштуками ГО. Мундштуки 10 .механизма подачи проволоки расположены под углом один к другому и жестко укреплены в параллельных плоскостях, расположены в плане перпе дикулярно продольной оси устройства. На одном конце телескопической ос расположен маховичок 11, позволякяций менять положение вертикальной оси устройства относительно зенита свари ваемого изделия, а второй выдвигающийся конец оси шарнирно связан со штангбй 12, заканчивающейся шупом, который фиксирует положение штанги 1 .в грунте или на полу за пределами свариваемого изделия, На телескопической оси при помощи осей 13 с кронштейнами 14 укреплены две пары колес 15. На кронштейнах 14 укреплены корректоры 16. Поворачивая корректором 16 кронштейны 14 с колесами 15 вокруг осей 13, изменяют меж центровое расстояние между двумя парами колес 15, за счет чего регулиру ют вылет электродов и углы их наклона относительно оси шва. Корректиров ky направления электродов в разделку стыка осуществляют корректором 17. Устройство для двухдуговой сварки работает следую1цим образом.В бункер 3 засыпают флюс, после чего устройство размещаютна сварива емом стыке. Фиксируя его положение штангой 12. Установив корректором 16 требуемое положение устройство на стыке, а корректором 17 - направление электродов в разделку, выполняют процесс автоматической сварки под флюсом, при этом свариваемое изделие вращают на специальном вращателе. Указанное расположение электродов дает возможность направить дуги в общую ванну на противоположные кромки свариваемого изделия, позволяет форсировать режим сварки, увеличить производительность заполнения разделки, избежать прожогов и плановых включений в виде .карманов (увеличивается ширина шва в нижней его части), получить шов благоприятной формы, хорошее заполнение разделки и, следовательно, лучшую отделимость шлака; кроме того, уменьшается влияние смещения устройства с оси шва на качество сварного шва. В предлагаемом сварочном устройстве пульт управления расположен поперек оси шва, что делает возможным применение устройства для сварки кольцевых стыков цилиндрических изделий большой длины. Предлагаемое устройство не имеет привода перемещения и крепится на свариваемом изделии при помощи щтанги, что обусловливает стабильное и регулируемое положение сварочной ванны относительно свариваемого изделия. Предлагаемое устройство позволяет применить двухдуговую сварку для выполнения кольцевых стыков труб большого диаметра и увеличить производйтельность процесса сварки на 25-35%. Кроме того, при двухдуговой сварке существенно увеличивается заполнение разделки за один проход и вследствие этого облегчается удаление шлака особенно из глубоких разделок . Это также сокращает время изготовления стыка часто весьма значительно, так как при глубокой разделке время удаления ш.лака может превышать время сварки. Одновременно предложенная схема расположения электродов позволяет избежать образования шлаковых включений типа карманов, которые обычно образуются между корневым ручным и первым автоматическим слоями шва. Наиболее целесообразной областью использования данного изобретения является сварка кольцевых стыков толстостенных труб в полевых условиях. Формула изобретения Устройство для двухдуговой сварки, преимущественно кольцевых стыков трубопроводов, содержащее тележку с двумя парами опорных колес, оси которых смонтированы на раме, установленные на тележке пульт управления, бункер для флюса, две кассеты с электрод ной проволокой, механизм подачи проволоки, -направлякедие мундштуки которого расположены под углом один к другому, и механизм регулирования угла наклона электродов, отличающееся тем, что, с целью повышения качества сварки путем направления дуг в общую ванну на противополож ные кромки свариваемого изделия, направляющие мундштуки жестко укреплены в параллельных плоскостях и установлены в плане перпендикулярно к продольной оси устройства, механизм регулирования угла наклона обоих электродов к изделию выполнен в виде двух корректоров, связанных каждый с
Фиг. f соответствующей парой опорных колес, укрепленных на кронштейнах с возможностью пов.орота относительно своих осей, при этом рамка тележки выполнена в виде телескопической оси, один конец которой снабжен маховичком для регулирования положения вертикальной оси тележки относительно зенита свариваемого изделия, а другой выдвигающийся конец оси снабжен штангой, шарнирно связанной с осью и следятцей опорой устройства. Источники информации, принятые во внимание при экспертизе. 1.Авторское свидетельство СССР. № 103437, кл. В 23 К 9/18, 1950 2.Авторское свидетельство СССР 221873, кл. В 23 К 9/12, 1966 (прототип)
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНЫЙ ТРАКТОР И СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ИЗДЕЛИЙ СВАРОЧНЫМ ТРАКТОРОМ | 2002 |
|
RU2224629C1 |
| Установка для сварки внутренных продольных и кольцевых швов обечаек | 1976 |
|
SU610643A1 |
| СВАРОЧНЫЙ АВТОМАТ | 2010 |
|
RU2430821C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ МНОГОДУГОВОЙСВАРКИ | 1968 |
|
SU221873A1 |
| ГОЛОНОМНЫЙ СВАРОЧНЫЙ ТРАКТОР | 2018 |
|
RU2698015C1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1775253A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1759579A1 |
| Автомат для сварки и способ его перемещения | 1988 |
|
SU1556854A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1983 |
|
SU1397219A1 |