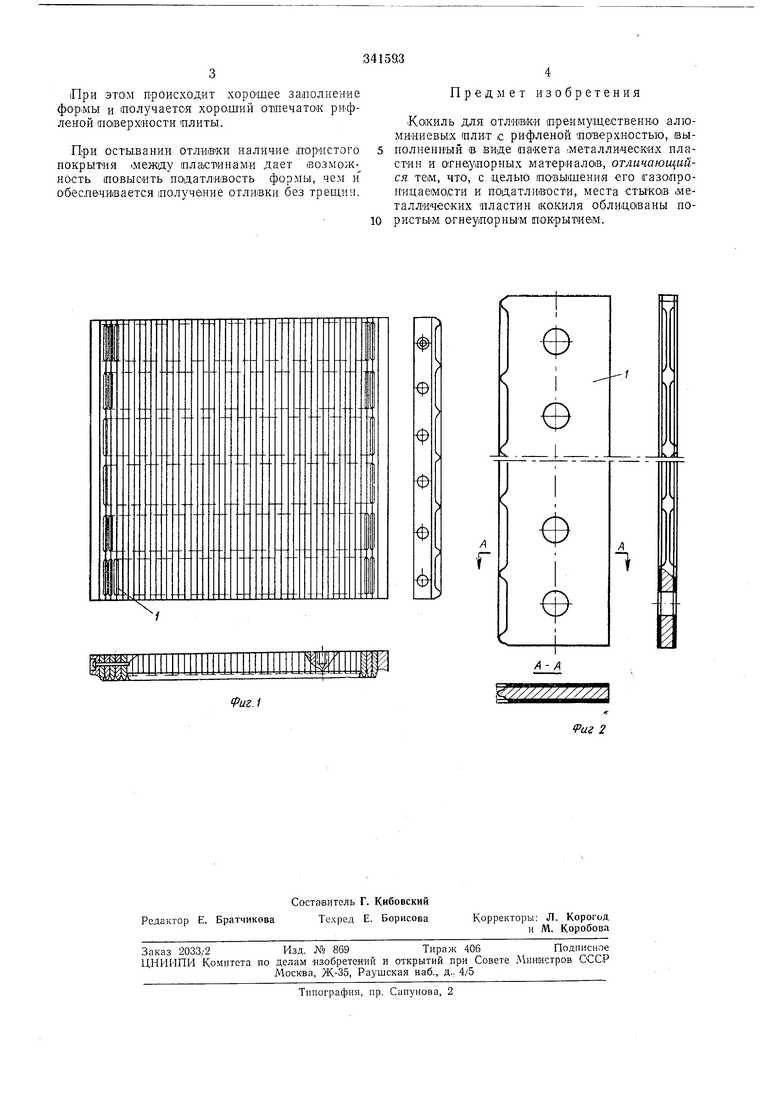
Изо;бретен«е относится к области литейного произ;водст1ва, iB частности к кохилйм для производства алюминиевый отливок. Известны :кюкили, вылолненные в виде пакета металлических пластим. Недостатками таких «окилей является недостаточная газопро«И1цаемость и податливость |фОрМЫ. С целью устранения указанных недОСтатКОВ предлагаемый кокиль 1выполн-ен в виде пакета (Металлических пластин, разделенных друг от друга огнеупорным пористым .покрытием. Огнеупорное пористое покрытие, разделяющее лластины в юакете, аюзволяет создать на рифленой паверхности кокиля 1высокую газопронищаеМОсть и достаточную податливость формы, что дает 1воз1мож.ность своевременно удалить газы и воздух из «окиля прИ заполнении его жидким металлом и, как следствие, обеспечить хорошую залолняемость формы. Одновременно наличие локрытия между пластинами облегчает линейную усадку отливки и дает в озмож|Ность (получить ее без трещин. На фиг. 1 изо браже« 1пакет металлических пластин, формующих рифленую поверхность плиты; «а фиг. 2 - металлическая иластииа с нанесенныМ на ее боковые поверхности покрытием. Пакет пластин состоит из отдельных пластин /. Их число соответствует числу рядов рифлей IB отливке. Толщина пластины должна быть на 0,1 - 0,2 мм меньще расстояния между рядами рифлей. Это необходи мо для нанесения на боковые .поверхности пластин пористого огнеynopHOiro по-крытия толщиной 0,05-0,1 мм. На, Металличеокой пластине с одной стороны вьиполйяется лрофиль рифленой поверхности. В пластинах и.меются отверстия для соединения всех пластин в пакет. Лосле механической о бработки пластины пескоструются, нагреваются до температуры 120-150°С и на, их боковую поверхность наносится слой огнеупорного пористого покрытия, например, следующего состава (в %): Тальк:25 -30 Жидкое стекло4 - 6 Марганцевокислый калий 0,1- 0,2 ВодаОстальное. Подготавленйые таким образом пластины собирают в пакет. Собранные пакеты пластин закрепляют болтами. При заполнении полости кокиля жидким металлом газы и воздух, находящиеся в полостях рифлей, вытесняются .металлом через пористое покрытие 1между пластина.ми и выходят в атмосферу. При 3TOiM происходит хорошее заполнение фор.мы и получается хороший отшечаток рифленой поверхности ПЛИТЫ. При остывании отливки наличие пористого покрытия .между 1пласт1ИнаМИ дает возможность повысить податливость формы, чем и Обес.пбчи1вается получение отлввки без трещин. Предмет изобретения -Кокиль для отливки преимущественно алюминиевых плит с рифленой поверхностью, выполненный В виде пакета металлических пластин и огнеупорных материалов, отличающийся тем, что, с целью повышения его газопроницаемости и податлигВости, места стыкО|В .металлических пластин кокиля облицованы пористьгм огнеупорным покрытии ем.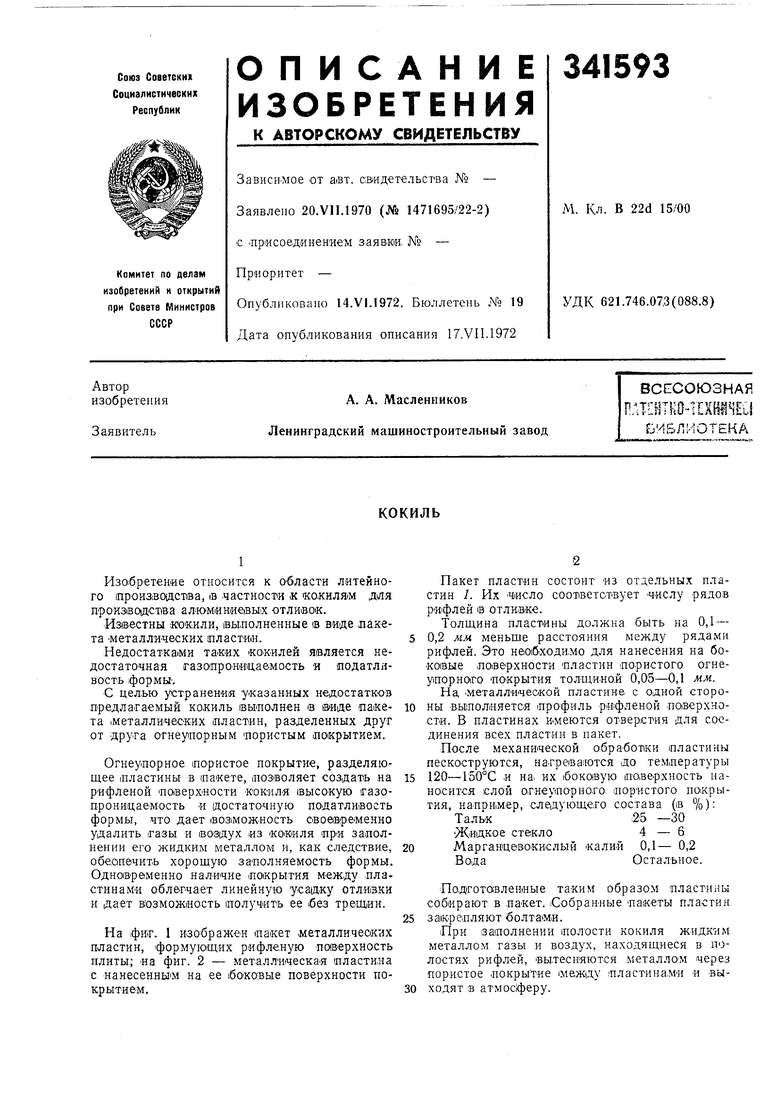
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма металлическая с постоянным покрытием | 1985 |
|
SU1271644A1 |
| Способ изготовления металлической формы | 1990 |
|
SU1734937A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТОГО ТРУБНОГО КАТОДА ИЗ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИЯ ДЛЯ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2007 |
|
RU2340426C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Металлический выплавляемый стержень | 1973 |
|
SU450637A1 |
| Кокиль | 1977 |
|
SU737111A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ МЕТАЛЛИЧЕСКОЙ ФОРМЫ | 1994 |
|
RU2090306C1 |
,
fuz.i
