Известны способы управления прокаткой сварного шва путем индикации сварного шва и последующего замедления стана перед швом и ускорения его после прохождения шва. Однако при использовании этих способов индикацию шва производят на значительном расстоянии от стана, что требует специальных схем сопровождения шва до стана и в нем.
По предлагаемому способу индикацию шва производят в непосредственной близости от входной клети стана, а момент начала замедления и ускорения стана определяют сравнением значений текущего объема металла с заданным, а момент окончания замедления и ускорения - сравнением значений текущей скорости прокатки в первом случае со скоростью прокатки сварного щва, а во втором - с рабочей скоростью прокатки.
Текущий объем металла для момента замедления определяют между щвом и входной клетью стана, а заданный объем - как функцию разностей значений скорости прокатки сварного щва и рабочей скорости. Для момента ускорения заданный объем определяют между входной и выходной клетями стана, текущий объем - за выходной клетью.
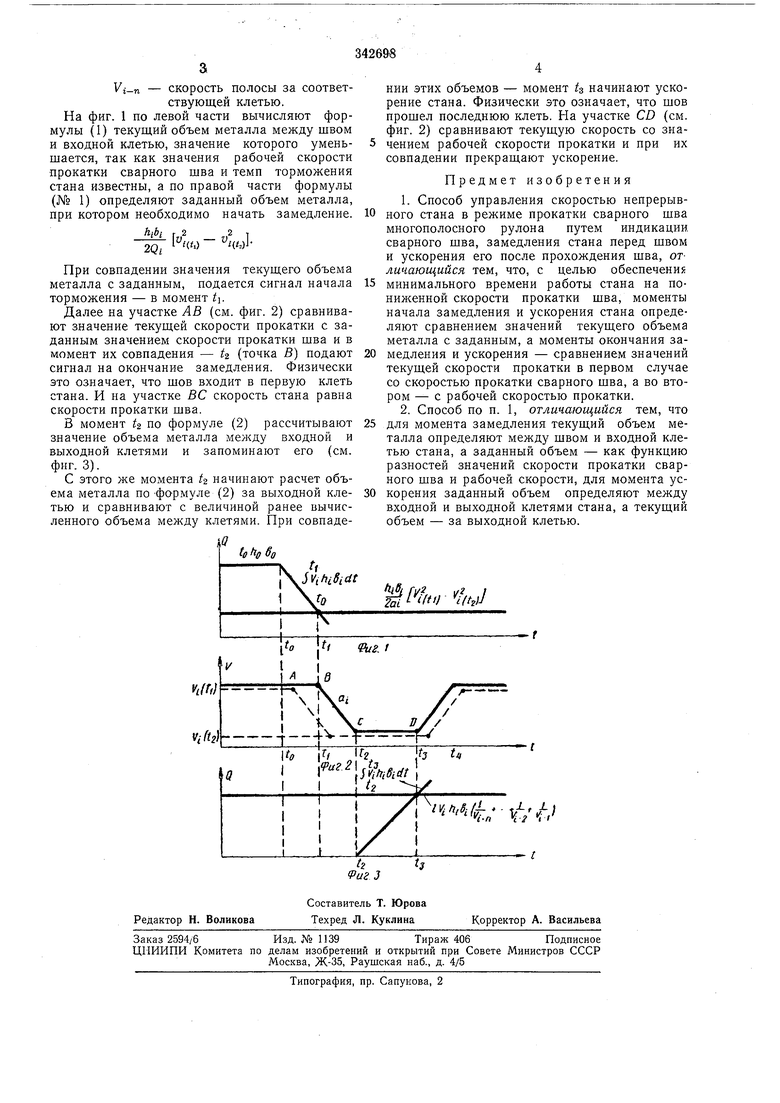
Па фиг. 1, 2, 3 представлены графики, поясняющие предлагаемый способ, где Q - объем металла, У - скорость полосы с момента иникации щва.
Ниже приведены математические зависимости, на основании которых реализуется предлагаемый способ.
Wo-N.,,,-,,, (1)
где lo,ho,bo - длина, толщина, ширина полосы между швом и входной плетью в момент /о; i - индекс клети;
Ль bi - толщина, ширина на выходе;
Vi - скорость на выходе стана; 0 - момент индикации шва; ti - начало замедления стана; 4 - окончание замедления стана;(Il) - рабочая скорость прокатки
(заданная величина); Vm Vi( - скорость прокатки сварного
шва (заданная величина); Qi - заданный темп замедления - ускорения.
+
+ ...+
г-1
/-п
г-2 Vj-n - скорость полосы за соответствующей клетью. На фиг. 1 по левой части вычисляют формулы (1) текущий объем металла между швом и входной клетью, значение которого уменьшается, так как значения рабочей скорости прокатки сварного шва и темп торможения стана известны, а по правой части формулы (№ 1) определяют заданный объем металла. при котором необходимо начать замедление.10 г 2 2 , 2л (У i(t,)При совпадении значения текущего объема металла с заданным, подается сигнал начала15 торможения - в момент t. Далее на участке АВ (см. фиг. 2) сравнивают значение текущей скорости прокатки с заданным значением скорости прокатки шва и в момент их совпадения - tz (точка В) подают 20 сигнал на окончание замедления. Физически это означает, что шов входит в первую клеть стана. И на участке ВС скорость стана равна скорости прокатки шва. В момент и по формуле (2) рассчитывают 25 значение объема металла между входной и выходной клетями и запоминают его (см. фиг. 3). С этого же момента tz начинают расчет объема металла поформуле (2) за выходной кле- 30 тью и сравнивают с величиной ранее вычисленного объема между клетями. При совпаде Q
to 0 0 5 НИИ этих объемов - момент 4 начинают ускорение стана. Физически зто означает, что шов прошел последнюю клеть. На участке CD (см. фиг. 2) сравнивают текущую скорость со значением рабочей скорости прокатки и при их совпадении прекращают ускорение. Предмет изобретения 1. Способ управления скоростью непрерывного стана в режиме прокатки сварного шва многополосного рулона путем индикации сварного шва, замедления стана перед швом и ускорения его после прохождения шва, отличающийся тем, что, с целью обеспечения минимального времени работы стана на понилсенной скорости прокатки шва, моменты начала замедления и ускорения стана определяют сравнением значений текущего объема металла с заданным, а моменты окончания замедления и ускорения - сравнением значений текущей скорости прокатки в первом случае со скоростью прокатки сварного шва, а во втором - с рабочей скоростью прокатки. 2. Способ по п. 1, отличающийся тем, что для момента замедления текущий объем металла определяют между швом и входной клетью стана, а заданный объем - как функцию разностей значений скорости прокатки сварного шва и рабочей скорости, для момента ускорения заданный объем определяют между входной и выходной клетями стана, а текущий объем - за выходной клетью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной непрерывной прокатки полос | 1985 |
|
SU1268217A1 |
| Способ непрерывной холодной прокатки полос со сварными швами | 1987 |
|
SU1447437A1 |
| Способ прокатки полосы | 1980 |
|
SU908452A1 |
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| УСТРОЙСТВО для СОПРОВОЖДЕНИЯ УЧАСТКА ПОЛОСЫ | 1972 |
|
SU326005A1 |
| Устройство для регулирования давлений при прокатке сваренных встык полос | 1981 |
|
SU969343A1 |
| ВСЕСОНЭЗНАЯOAllHTtsO-sEftBhlБЧБЛИОТЕКА | 1971 |
|
SU318418A1 |
| Устройство для регулирования угла входа полосы в клети непрерывного прокатного стана | 1982 |
|
SU1026871A1 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ СВАРНОГО ШВА ПРИ БЕСКОНЕЧНОЙ ПРОКАТКЕ | 1969 |
|
SU242097A1 |
| Устройство слежения за координатой сварного шва на стане бесконечной прокатки | 1990 |
|
SU1736652A1 |
