Изобретение к области накатки резьбы.
Известиа яакатиая головка, содержащая резьбонакатные ролики, смоитированные на .эк сцентричиы.х осях, укрепленных в иередней и задней опорах.
Цель -изоб.р-етения-повышение производительности. Для этого иредлагаемая головка снабжена резца ми, смонтированными в пазах, выполиенных на передней опоре и равномерно расположенных -по окружности. При этом на теле каждого резца выполнены зубья, входящие 1В зацепление с зубчатым веицом, преду.смотренным па торце каждой из концентричных осей.
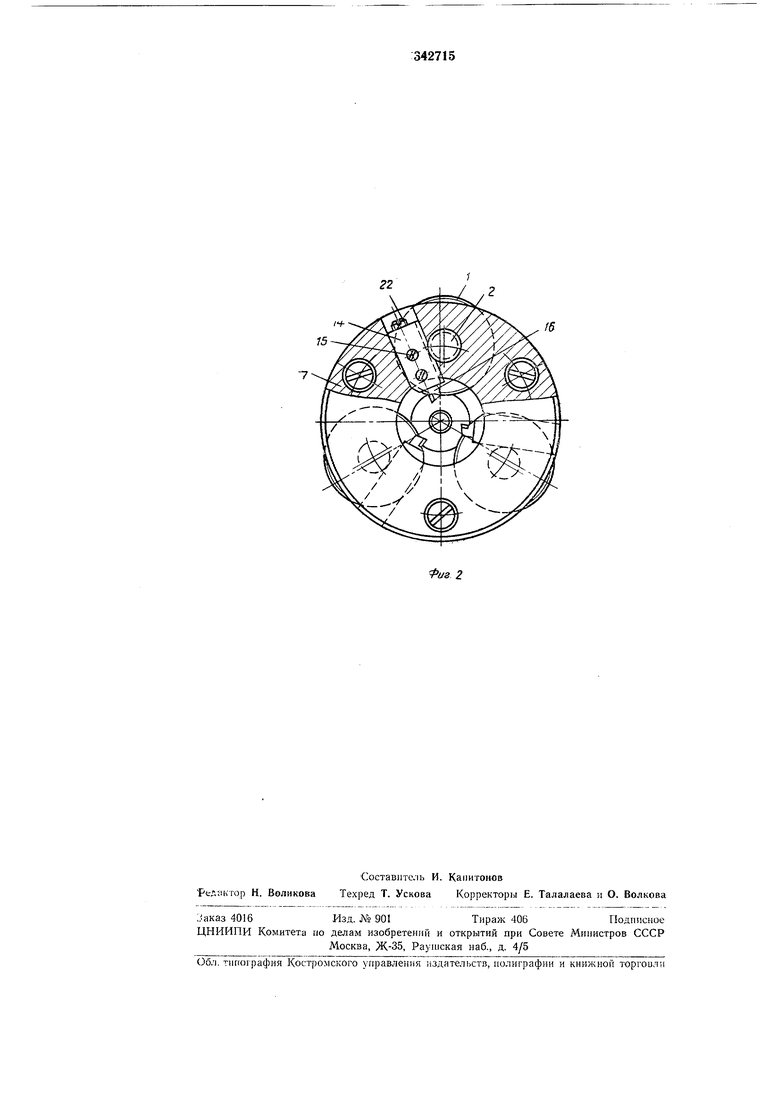
На фиг. 1 1показаиа предлагае.мая головка, продольный разрез; на фиг. 2-1вид с торца.
Головка устроена следующем образо.м. Рол:ики с кольцевой резьбой / сидят .на эксцентриковых осях 2, средняя опорная часть которых может приблИЖаться или удаляться к центру головки inpn повороте оси. Это используется для регулирования диаметра накатывапия и для раскрытия головки. На задлей части осей 2, базирующи.чся в кольце 3, сидят щестерни 4, находящ-иеся в зацеплензи- с центральной шестерней 5, поворот которых вызывает сияхропное пр иближение или удаление роликов относительно оси головки. Шестер-ня 5 жестко связана с хвостовиком 6. Кольца 7,
я Бляющиеся передней опорой оси 2, кольца 3 и корпус 8 стянуты -между собой тремя ч.олойками 9. Изменение положения детали 7 и кольца 3 относительно детали S фиксируется гайкой 10 и позволяет синхропно изменять расстояние ролнко1В отиосительио оси головки. Кориус 6 и хвостовик 5 две пары изогнутых пазов, продольные участки которых совпадают, а винтовые перекрещиваются. Сквозь каждую пару пазов проходят .винты // с сидящими на них ролика.ми J2. Винты И завернуты в кольцо 13 выключения. Передняя деталь 7, являющаяся опорой эксцентриковоГ оси, является также деталью, ш которой располагаются узлы резцов. Вследствие того, что в процессе накатывания происходит увеличение диаметра заготовки относительно проточенного размера, необходимо обеспечить отвод резцов от заготовки одновре:меан1о с раскрытнем роликов. С этой целью передиие концы осей 2 выполняются в виде зубчатого Beiiца. В радиальные пазы детали 7 (см. фиг. 2) устанавливаются вставки 14, находящиеся в зацеплении с зубчатым венцом оси 2 своей реечио поверхностью. В отверстии вста1вки 14 закрепляются в.интам 15 резцы 16, иоложеиие которых регулируется регулировочным винтом 17. Режущая кромка резца располагается направляющей стружку вперед и имеет cтpyжкoлo aющee устройство. Резц1 1 16 в пазах кольца 7 заюрываются с торца диском 18 1 чром« указанных элементов ,в конструкции имеются две пружины 79, один коаец которых закреплеи -в хвостовике 6. -а другой надет на крюк 20, завернутый в корпус 8. С задней части головюи на (Втулку 21 навернута гайка 22 в которую завор.ач1ивается и фиксируется .регулировочный .винт 23. Вел.ичида вылета .последнего определяет дл.ину .на катываемой резьбы. С втулкой 21 соедиияются также знч-ь ты 11.
Головка работает следующим образом В иоложевии, указашном ,на фиг. 1, головка закрепляется в задней бабке или резцедержателе TQKapiHOTO станка. При -neipeMenieHnn головки вдоль оси обрабатываемой заготовки происходит точение заготовки резцалш по цилиндру, -вслед за чем про;изводится накатьшание роликами. Подача равна шагу резьбы В конце |рабочего .хода торец заготовки упирается в регулировочный винт 23 и перемещает .втулку 21, котор-ая, в свою очередь перемещает 1ВИ1НТЫ :11 с сидящи-ми (на «их роликами 12, -находящимися в фасонных пазах корпуса 8 ,и хвостовика 6. Некоторый период перемещен-ия роликов идет по прямым участкам .пазов, но в тючке перехода пазов IB винтовые участки за счет пружин 19 корпус 5 поворачивается относительно хвостовика- 6 Вместе с к-орпусо-м S поворачиваются кольца 3
.и /, а, находящиеся в них оси 2 обкатываются через шестерни 4 вокруг шестерни 5. Следовательно, оси 2 наворачиваются, а сидящие н-а них рол:и1ки отходят ОТ заготовки. Так как передняя часть осей 2 выполщана в виде зубчатого 1венца, то его поворот приводит к перемещению по (радиальному пазу -вставки 14, н-аходящейся в зацеплении своей реечной поверхностью с зубчатым вен-цом осей Находящи-еся во вставке 14 резцы 16 также отходят от заготовки. При обратном ходе заготовки ее можно возвратить в исх-одное положение либо вручную рукояткой (на чертеже не иоказ-ано) либо перемещением к передней части .роловки кольца 13 выключения за счет воздействия на него соответствующей -вилки ставка.
Предмет 1и з о б р е т е и и я На«атна.я головка, содержащая резьбонак-атные ролики, смонтированиые на эксцентричнь1х осях, закрепленных на передней и задней опор-ах, отличающаяся тем, что с целью повышения производительноста она снабж-ена резцаэди, смонтированными в пазах выполненных на передней опоре и равномернорасположенных по акружности, при этом на теле каждого резца выпол.нены зубья, входящие в зацепление с зубчатым (венцом предусмотренным на торце каждой из эксцентричных осей.

| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатная головка | 1987 |
|
SU1500425A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2258586C1 |
| ПЛАНЕТАРНАЯ ГОЛОВКА ДЛЯ ПЕРЕКАТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ПРУТКОВ | 1995 |
|
RU2100125C1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 1972 |
|
SU346006A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Устройство для обработки наружной поверхности конца полой заготовки | 1977 |
|
SU653013A1 |
| РЕЗЬБОНАРЕЗНАЯ ГОЛОВКАВССООЮЗМАЯшагЛЮ^'!^Е:г;':^КАйБИБЛИЮ Г?;КА | 1971 |
|
SU302191A1 |
| Режуще-резьбонакатная головка | 1986 |
|
SU1315180A1 |
| Резьбонакатная головка | 1974 |
|
SU519259A1 |
| Кулачковый зажимной патрон | 1973 |
|
SU668787A1 |
+
15
/6
