Изобретение пред1и1зиачело для получения неискаженных корней етружки, используемых в неследовательских целях при изучения мехаHfiKH процесса резания.
Известно приспособление для мгновенного остано;ва процесса резания при торцевом фрезеровании однозубой фрезерной головкой с устройством, отводящим образец из зоны резания под действие бойка ударного узла, использующего энергию пороховых газов. Известное приспособление имеет следующие недостатки.
Корень стружки искажается, вывод исследуемого образца из зоны резания осуществляется в горизонтальной плоскости, что вызывает затирание образца по задним граиям и поломку твердооплавной пластинки зуба фрезы, образцы необходимо дополнительно обрабатывать для вырезания из них корней стружки, в результате чего происходит искажение последних. Кроме того, наладка и переналадка известных приспособлений сложна.
Цель изобретения - отвод образца из золы резания по пространственной спирал.и. Для этого KOpinyc фрезерной головки цредлагаемого приспособления состоит из обоймы и ступицы с профильным пазом, соединенных между co6oii, например, срезным штнфто.м, а устройство для отвода образца снабжено поворотным столом с наклонной осью, смеп енной относительно оси фрезерной головк-и в плоскости обработанной поверхности, и стопорной собачкой, взанмодействующе с профильным
пазом ступицы фрезерной головки Н управляюще включе 1.ием ударного узла.
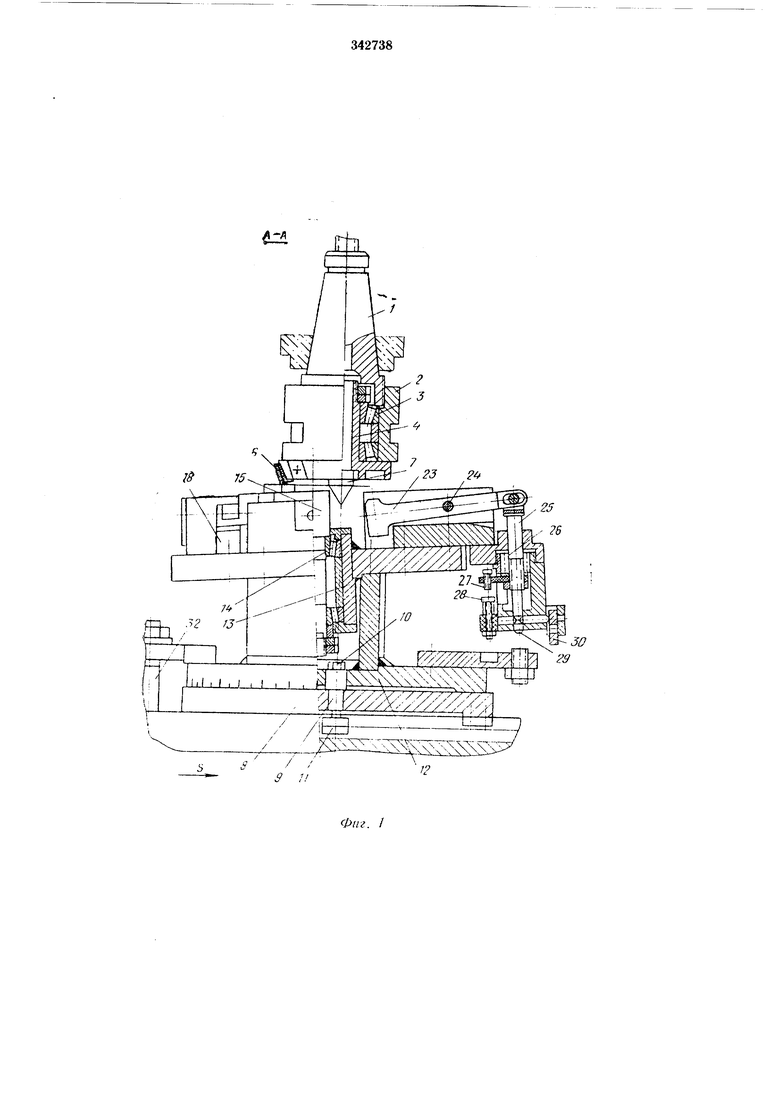
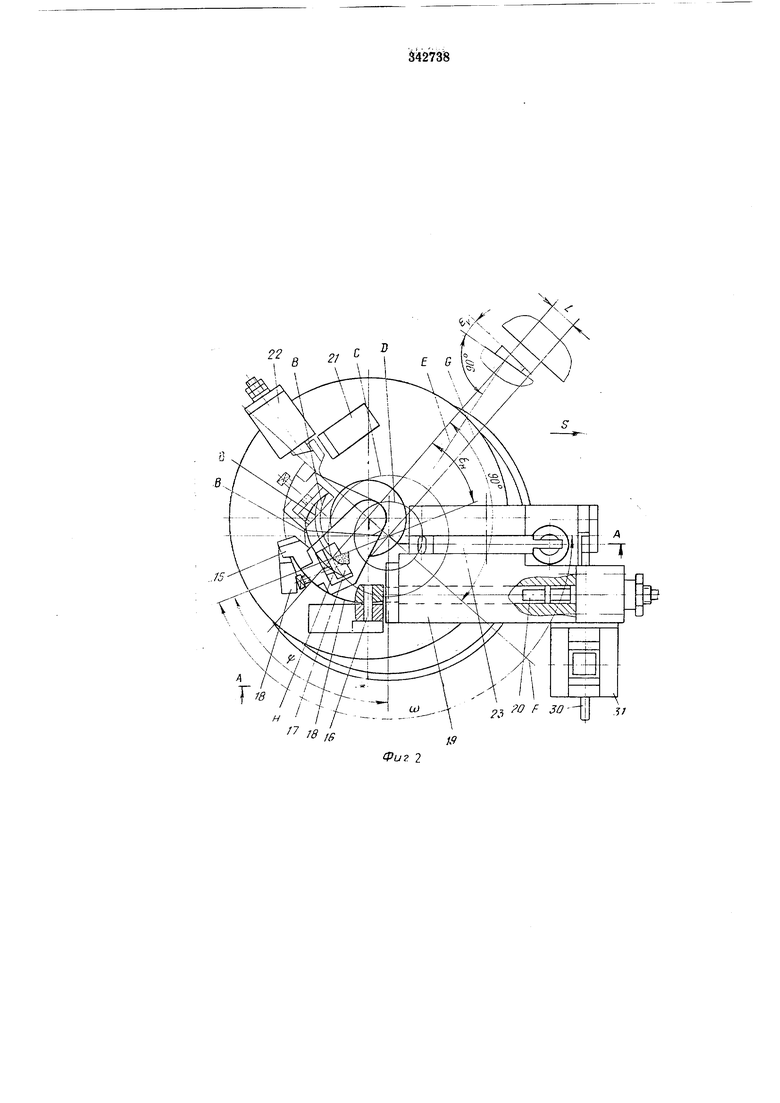
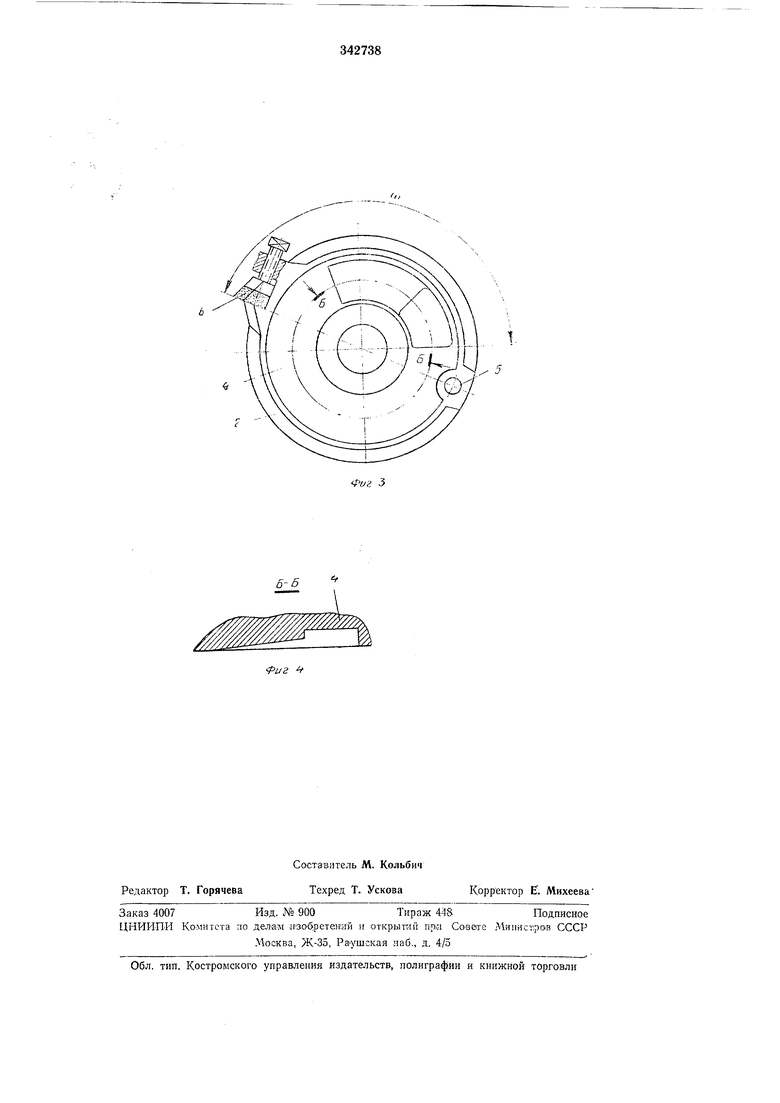
Иа фиг. 1 изображено описываемое прпспособление, общий вид; на фиг. 2 - то же, вид сверху на отводящее устройство; на фиг. 3-
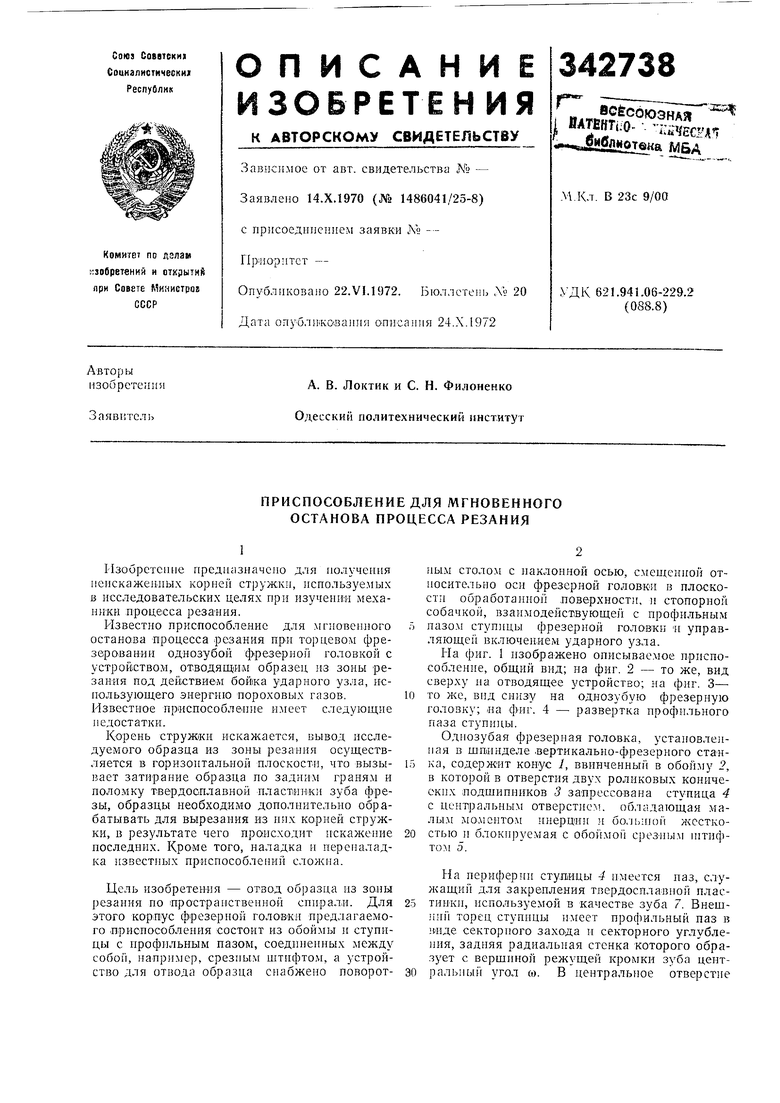
то же, вид снизу на однозубую фрезерную головку; на фиг. 4 - развертка профильного паза ступицы.
Однозубая фрезерная головка, установленная в шпинделе .вертикально-фрезерного станка, содержит конус /, ввинченный в обой: 1у ., в которой в отверстия двух роликовых конических подшипников 3 запрессована ступица 4 с центральным отверстием, обладающая малы.м моментом инерции и болЕкиой жесткостью и блокируемая с обоймой срезным Н1тифтом 5.
На периферии стулицы 4 имеется паз, служащий для закрепления твердосплавной пластинкп, используемой в качестве зуба 7. Внешний торец ступицы имеет профильный паз в ;и1де секторного захода и секторного углубления, задняя радиальная стенка которого образует с вершиной режущей кромки зуба цептстулицы вставляется съемный центр 7, используемый при наладке приспособления.
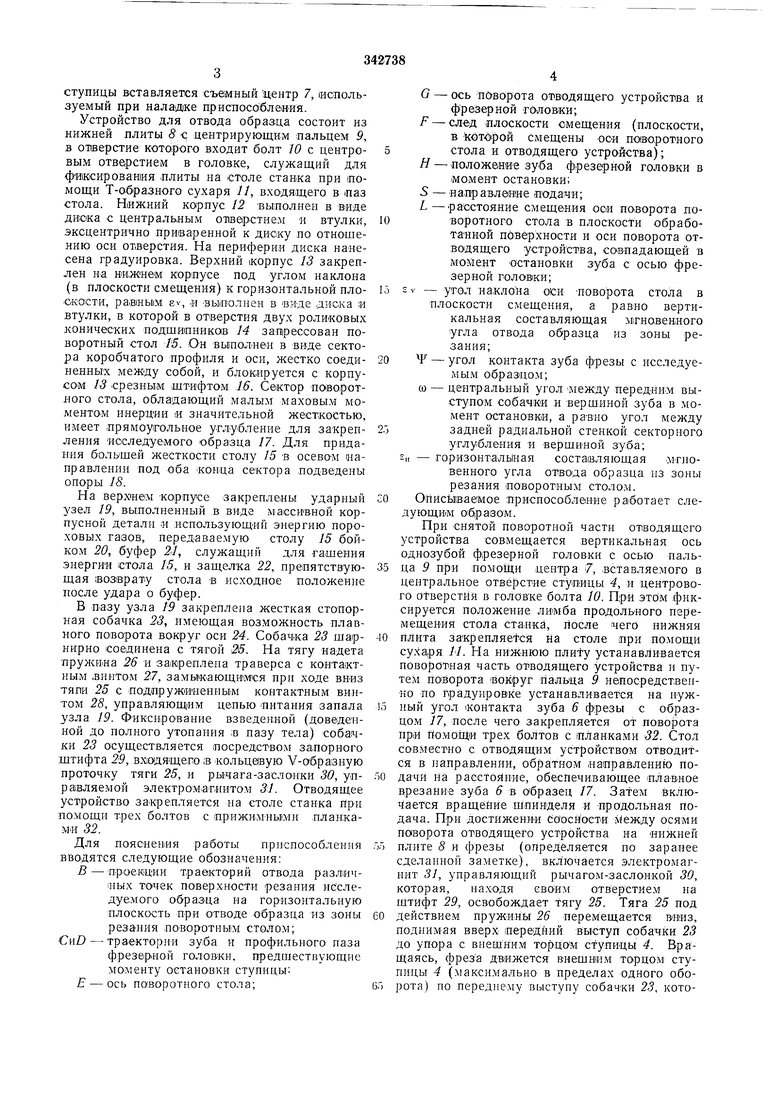
Устройство для отвода образца состоит из нижней плиты 5 ; центрирующим пальцем 9, в отшерстие которого входит болт W с центровым отверстием в головке, служащий для фиксирования плиты на столе станка при помощи Т-образного сухаря //, входящего в лаз стола. Нижний корпус 12 выполнен в Виде диска с центральным от1Вврстием и втулки, эксцентрично приваренной к диску по отношению оси отверстия. На периферии диска нанесена градуировка. Верхний корпус 13 закреплен на нижнем корпусе под углом наклона (в плоскости смещения) к горизонтальной плоОКОстн, равиым sv, и выполнен в виде .диска и втулки, в которой в отверстия двух роликовых конических подшиоников М зап|рессаван поворотный стол /:5. ОН выполнен в виде сектора коробчатого профиля и оси, жестко соединенньгх между собой, и блокируется с корпусом 13 срезным штифтом 16. Сектор поворотного стола, обладающий малым маховым моменто-м инерции и значительной жесткостью, имеет прямоугольное углубление для закрепления исследуемого образца 17. Для придания большей жесткости столу 15 в осевом каправлеиии под оба конца сектора подведены опоры 18.
На верхием корпусе закреплены ударный узел 19, выполненный в виде массивной корпусной детали и использующий энергию пороховых газов, передаваемую столу 15 бойком 20, буфер 2/, служащий для гашения энергии стола 15, и защелка 22, препятствующая возврату стола в исходное положение после удара о буфер.
В пазу узла 19 закреплена жесткая стопорная собачка 23, имеющая возможность плавного поворота вокруг оси 24. Собачка 23 щарнирно соединена с тягой 25. На тягу надета пружина 26 и закреплена траверса с контактным .винтом 27, замыкающемся при ходе вниз тяпи 25 с подиружинеииьш контактным винтом 28, управляющим цепью питания запала узла 19. Фиксирование взведенной (доведенной до полного утопаиия ;в пазу тела) собачки 23 осуществляется посредством запорного штифта 29, входящего ,в кольцавую У-образную проточку тяги 25, и рычага-заслонки 30, управляемой электром.агнитом 31. Отводящее устройство закрепляется на столе станка при по:мощи трех 60vnTOB с прижи.мными планкаМИ 32.
Для пояснения pai6oTbi приспособления вводятся следующие обозначения:
В-проекции траекторий отвода различaibix точек поверхности резания исследуемого образца на горизонтальную плоскость при отводе образца из зоны резания поворотньм столом; CuD - траектории зуба и профильного паза фрезер|Ной rOvTOBKn, предшествующие моменту остановки ступицы: -ось поворотного стола;
G - ось поворота отводящего устройства и
фрезерной го-ловки;
Р - след плоскости смещения (плоскости, в к этб1рой смещены оси поворотного стола и отводящего устройства); Я-положение зуба фрезерной головки в
момент остановки; S - .направление иодачи; L-расстояние смещения оси по.ворота поворотного стола в плоскости обработанной поверхности и оси поворота отводящего устройства, совпадающей в момент остановки зуба с осью фрезерной головки;
г г - угол наклона оси поворота стола в плоскости смещения, а равио вертикальная составляющая М1гновенного угла отвода образца из зоны резания;Y - угол контакта зуба фрезы с исследуемы.м образцом;
со - центральный угол чмежду передним выступом собачий и вершиной зуба в момент остановки, а равно угол между задней радиальной стенкой секторного углубления и вершиной зуба; S|, - горизонталыная составляющая мгновенного угла отвода образца из зоны резания поворотным столом. Описываемое приспособление работает следующим .
При снятой поворотной части отводящего устройства совмещается вертикальная ось однозубой фрезерной головки с осью пальца 9 при помоЩи центра 7, .вставляемого в центральное отверстие ступицы 4, и центрового отверстия в головке болта 10. При этом .фиксируется положение лимба продольного перемещения стола станка, после чего нижняя плита закрепляется на столе при помощи сухаря //. На ниж-нюю плиty устанавливается поворотная часть отводящего устройства и путем поворота вокруг пальца 9 непосредствеино по градуировке устанавливается на иужный УГОЛ контакта зуба 6 фрезы с образцо.м 17, после чего закрепляется от поворота при йомощи трех болтов с иланками 32. Стол совместно с отводящим устройством отводится в направлении, обратном направлению подачи на расстояние, обеспечивающее плав-ное врезание зуба 6 в образец 17. Затем включается вращёйие Шпинделя и продольная подача. При достижении С:0осности между осями поворота отводящего устройства на нижней плите 8 и фрезы (определяется по зара.нее сделанной заметке), включается электромагнит 31, управляющий рычагом-заслонкой 30, которая, находя евойм отверстием на штифт 29, освобождает тягу 25. Тяга 25 под Действием пружины 26 перемещается вниз, поднимая вверх передний выступ собачки 23 до упора с внешним торцам ступицы 4. ЕраЩаясь, фреза движется внешним торцом ступицы 4 (максимально в пределах одного оборота) по переднему выступу собачки 23, которыи достигает последовательно гинтавой секторный захо-д, а затем и секторлое углубление профильного паза, при попада-ннп в который ВИНты 27 и 28 замыкаются, включая цепь питания запала. Происходит выстрел, в результате чего под действием бойка 20 узла 19 стол 15, срезая штифт }б, мгновенно выходит ИЗ зоны резания на угол, предотвращающий повторНый уда|р зуба о корень стружки за счет сил упругости и, ударясь о буфер 21, становится на защелку 22. Одновременно задняя радиальная стенка сектордого углубления ступицы 4 находит на передний выступ стопорлой собажи 23 я, срезая штифт 5, мгновенно останавливается, прекращая процесс резания. После этого продольная подача и вращемие шпннде.чя оыкмючаются.
Благодаря с.мещению оси стола 15 в плоскости обработанной поверхности на расстояние L и наклойа на угол ev между лими относительно вертикальной оси фрезерной головки (в момент остановки зуба, совпадающей с осью поворота отводящего устройства), отвод образца /7 из зоны резания осуществляется по пространственной спирали, исключающей затирание образца но задним граням зуба и, как следствие, его поломку. Так как мгновенная точная остановка ступицы 4 с зубом 6 производится жесткой собачкой 23 и одновременнып мгновенный отвод образца У7 из зоны резан 1я осуществляется столом 75, исключается искажение корня стружки вследствие отсутстаия взаимодействия корня с зубом при
отводе II обеспсчлвастся получение корней стружки ,:ia образцах, исключающих дополнительную механическую обработку, направлен1;ую на вырезание корней. Повыщение точности н упрон;ение установки приспособления на нулсный угол контакта зуба 6 фрезы о образцом /7 в пределах О-180°, непосредственно по градуировке, обеспечивается благодаря точному совмещению в процессе резания осей поворотной части отводящего устройства и однозубой фрезерной головки по заранее сделанной (при наладке) заметке лимба продольного нсремсмцения стола станка.
П ) е д м е т н з о б р с т о н л я
Прнспособленне для мгновезиюго останова процесса резания нрн торцовом фрезерова 1ии однозубой фрезе зцой головкой с устройством,
отводящнм образец из зоны резания под действнем бойка ударного узла, использующего энергию пороховых газов, отличающееся тем, что. с целью отвода образца из зоны резания но пространственной спирали, корцус фрезерной головки состоит нз обоймы и ступицы с профильным назом, соединенных между собой, например, срезным штифтом, а устройст1Ю для отвода образца снабжено поворотным столом с наклонной осью, смещенной относительно оси фрезерной головки в плоскости обработанной поверхности, и стопорной собачкой, взаимодействующей с профильным назом ступицы фрезерной головки и управляюн1ей вклю11ен ем ударного узла.
9 7/
.,25
71, 25
S-3O
Фт. }
18
r

| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для получения корня стружки | 1981 |
|
SU1000180A1 |
| Устройство для получения корня стружки | 1980 |
|
SU878445A1 |
| Устройство для исследования процесса резания | 1986 |
|
SU1414526A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КОРНЯ СТРУЖКИ | 1972 |
|
SU419324A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| УСТРОЙСТВО ДЛЯ БЫСТРОГО ВЫВОДА ФРЕЗЫ ИЗ ЗОНЫ РЕЗАНИЯ | 1999 |
|
RU2171734C2 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК | 1990 |
|
RU2078652C1 |
| Приспособление для непрерывного фрезерования деталей | 1990 |
|
SU1787709A1 |
| Способ определения качества изготовления многозубых фрез | 1988 |
|
SU1661623A1 |
| Способ изготовления изделий типа крыльчаток турбомолекулярных насосов и устройство для его осуществления | 1981 |
|
SU1030106A1 |