Изобретение относится к устройствам для отделки тонкой полосы в рулоне и может быть использовано пр.и размотке горячекатаных рулонов на непрерывных травиль-ных агрегатах или холоднокатаных отожженных рулонов перед дрессировкой.
Известны устройства для размотки рулонов полосы, содержащие установленные на станине барабан и гибочно-правильный ролик, перемещающийся по направляющим в радиальном направлении к оси барабана для создания постоянного усилия поджатия полосы.
Известно, что при разгибе горячекатаных или отожженных холоднокатаных рулонов на. поверхности полосы образуются изломы. Механические свойства металла в зоне локальной деформации (излома) отличаются от механических свойств металла, не пораженного изломом. Это ухудшает равномерность распределения механических свойств металла по объему полосы и приводит к неравномерной деформации полосы при штамповке деталей. Наличие изломов на поверхности готового листа является, кроме того, признаком брака. Интенсивность старения металла в зоне излома и в зоне, не пораженной изломом, различна, что еще более ухудшает качество металла.
В предлагаемом устройстве для предотвращения изломов на поверхности разматываемой полосы ось ролика смещена относительно оси барабана по направлению размотки на величину
( + r),
где R - наибольший радиус рулона, мм; г - радиус ролика, мм; Ф - допустимая величина контакта полосы и ролика, рад,.
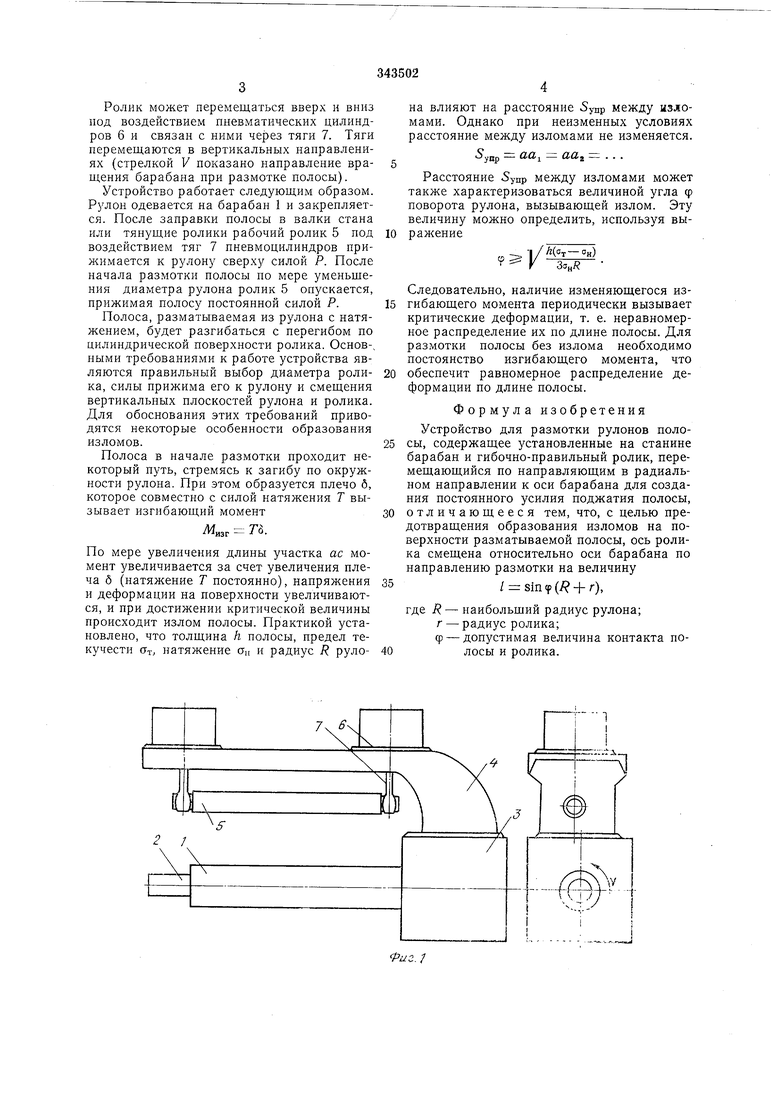
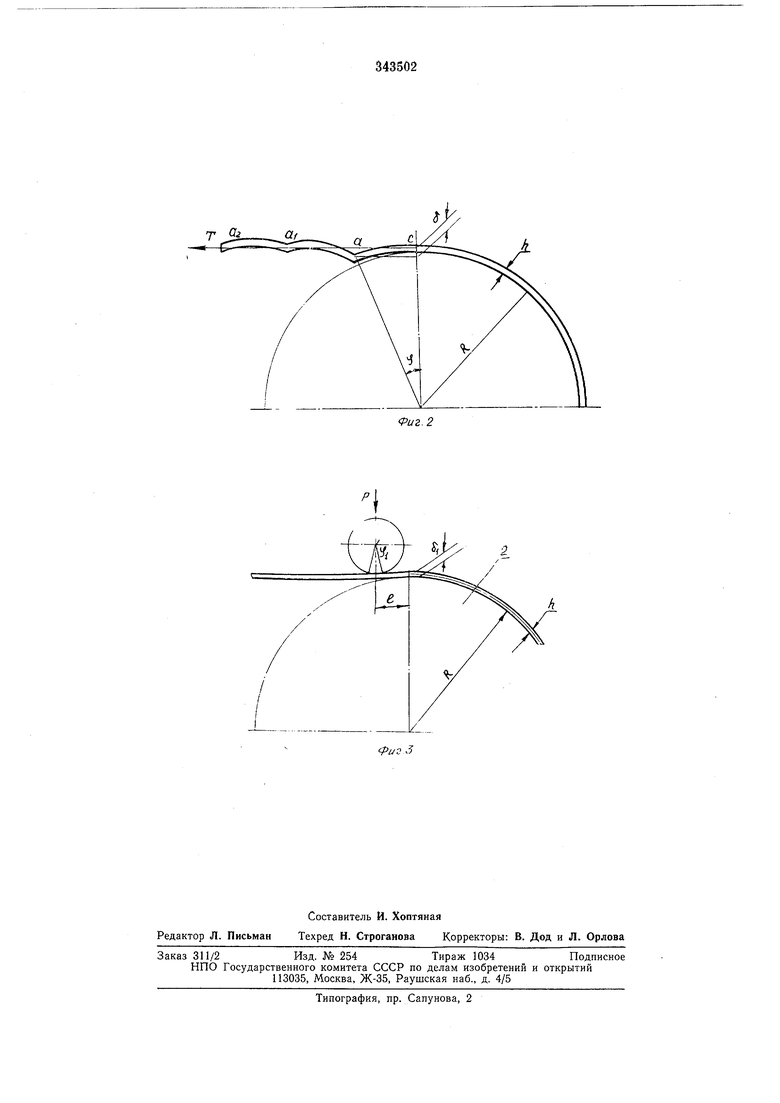
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - схема размотки полосы из рулона при условии образования изломов; на фиг. 3 - схема размотки полосы без излома.
Устройство содержит барабан 1, насаженный на вал 2. На корпусе редуктора 3 предусмотрена консоль 4 для установки ролика 5. Ось ролика смещена относительно оси барабана в направлении приложения натяжения к полосе на величину
l (R-i-r},
где R - наибольший радиус рулона, мм; г - радиус ролика, мм; Ф - допустимая величина контакта полосы и ролика, обеспечивающая размотку без излома, рад.
Ролик может перемещаться вверх и вниз под воздействием пневматических цилиндров 6 и связан с ними через тяги 7. Тяги перемещаются в вертикальных направлениях (стрелкой V показано направление вращения барабана нри размотке полосы).
Устройство работает следующим образом. Рулон одевается на барабан 1 и закрепляется. После заправки полосы в валки стана или тянущие ролики рабочий ролик 5 под воздействием тяг 7 пневмоцилиндров прижимается к рулону сверху силой Р. После начала размотки полосы по мере уменьщения диаметра рулона ролик 5 опускается, прижимая полосу постоянной силой Р.
Полоса, разматываемая из рулона с натяжением, будет разгибаться с перегибом по цилиндрической поверхности ролика. Основ-, ными требованиями к работе устройства являются правильный выбор диаметра ролика, силы прижима его к рулону и смещения вертикальных плоскостей рулона и ролика. Для обоснования этих требований приводятся некоторые особенности образования изломов.
Полоса в начале размотки проходит некоторый путь, стремясь к загибу по окружности рулона. При этом образуется плечо б, которое совместно с силой натяжения Т вызывает изгибающий момент
Мизг - мере увеличения длины участка ас момент увеличивается за счет увеличения плеча б (натяжение Т постоянно), напряжения и деформации на поверхности увеличиваются, и при достижении критической величины происходит излом полосы. Практикой установлено, что толщина h полосы, предел текучести 0т. натяжение ац и радиус R рулона влияют на расстояние 5упр между изломами. Однако при неизменных условиях расстояние между изломами не изменяется.
5у„р -аа, аа ...
Расстояние 5упр между изломами может также характеризоваться величиной угла ф поворота рулона, вызывающей излом. Эту величину можно определить, используя выражение
,« l/EflL
-OH) У
Следовательно, наличие изменяющегося изгибающего момента периодически вызывает критические деформации, т. е. неравномерное распределение их по длине полосы. Для размотки полосы без излома необходимо постоянство изгибающего момента, что 0 обеспечит равномерное распределение деформации по длине полосы.
Формула изобретения
Устройство для размотки рулонов полосы, содержащее установленные на станине барабан и гибочно-правильный ролик, перемещающийся по направляющим в радиальном направлении к оси барабана для создания постоянного усилия цоджатия полосы, отличающееся тем, что, с целью предотвращения образования изломов на поверхности разматываемой полосы, ось ролика смещена относительно оси барабана по направлению размотки на величину
/ ( + 0.
где R - наибольщий радиус рулона; г - радиус ролика;
Ф - допустимая величина контакта по0лосы и ролика.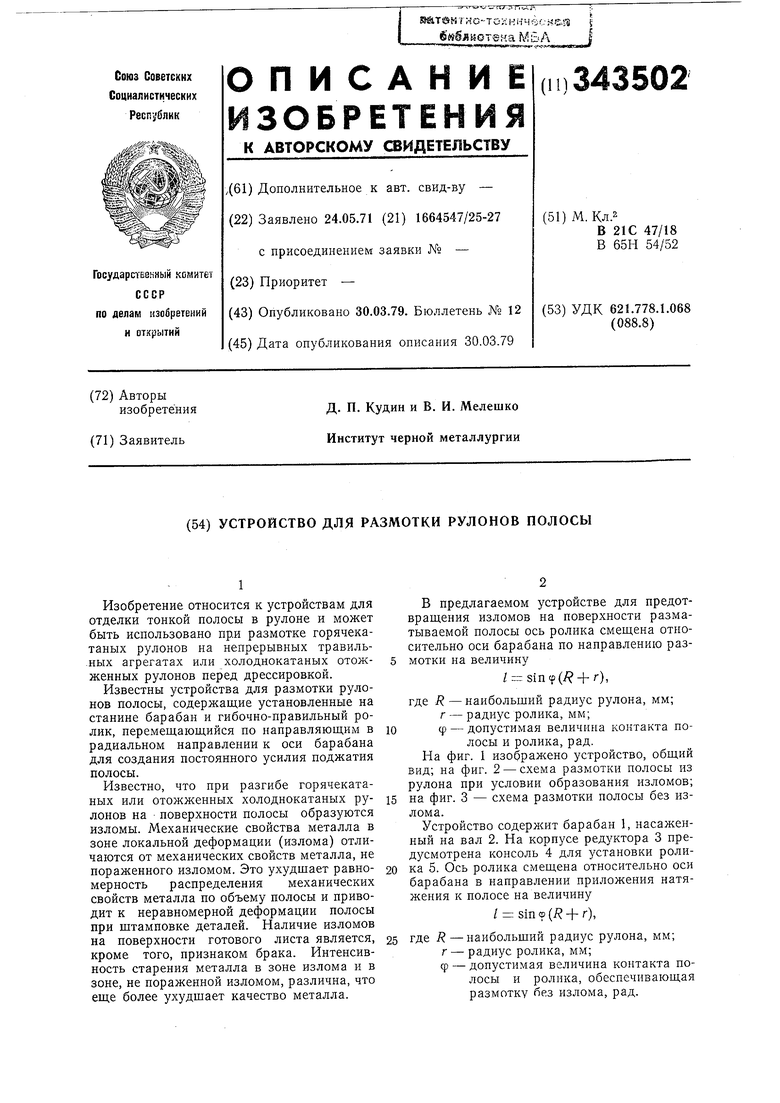
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗМОТКИ ХОЛОДНОКАТАНЫХ ОТОЖЖЕННЫХ ПОЛОС НА АГРЕГАТАХ РЕЗКИ | 2003 |
|
RU2237537C1 |
| Способ производства холоднокатаной полосовой стали | 1989 |
|
SU1766986A1 |
| Устройство для изменения направления движущейся полосы | 1991 |
|
SU1787601A1 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2222400C1 |
| СПОСОБ ФОРМИРОВАНИЯ РУЛОНА ТРАВЛЕНОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277988C1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СПОСОБ НАМОТКИ ХОЛОДНОКАТАНЫХ ПОЛОС В РУЛОН | 2001 |
|
RU2212296C2 |
| СПОСОБ И ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ХОЛОДНОКАТАНОГО ПЛОСКОГО ИЗДЕЛИЯ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2011 |
|
RU2562599C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| АГРЕГАТ ДЛЯ РЕЗКИ ПОЛОСЫ ГОРЯЧЕКАТАНЫХ РУЛОНОВ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ОТБОРА ПРОБ | 2006 |
|
RU2309026C2 |
Т
