Изобретение относится к области труёойроКатного производства; а именно к устройствам для кантовки труб при прокатке на автоматическом ста«е.
Известные устройства для кантовки труб включают механизм кантовки трубы на 90°, устаяовленный на переднем столе автоматического стана. Однако при выдаче трубы после первого прохода на нередкий стол роликами обратной подачи может произойти частичная раскантовка ее из-за перекоса осей роликов или трения трубы о желоб, что нарушает точность каитовКи на 90°.
С щелью повышения надежности кантовки, в предлагаемом устройстве механизм кантовки установлен перед роликами обратной подачи, ручьи которых вылолнены соответственно профилю скантованной трубы.
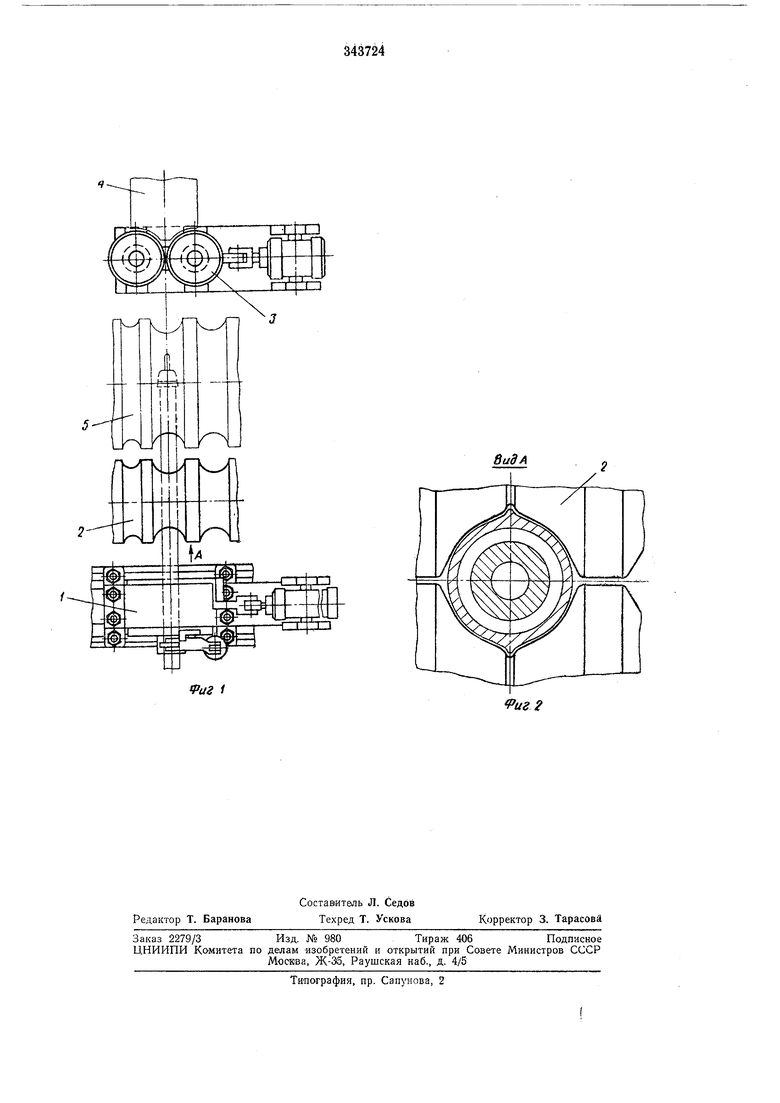
На фиг. 1 изображена схема предлагаемого устройства в плане; на фиг. 2 - вид по стрелке А «а фиг. 1.
Устройство включает механизм / кантовки трубы, калиброванные ролики 2 обратной подачи и холостые калиброванные ролики 3.
Холостые калиброванные роли.ки установлены на переднем столе 4 автоматического стана 5, а механизм кантовки, например, кулачкового типа - перед роликами обратной подачи. Калибровка роликов обратной подачи (см. фиг. 2) соответствует профилю трубы после первого прохода.
Устройство раёотает следующим образом.
Гильза с прош-ивного стаНа подается на передний стол 4 автоматического стана 5. Затем пнеЁматическим толкателем (на чертежах не показан) задается в валки стана и после прокатки лопадает на задний стол. Включается механизм / кантовки и труба кантуется на 90°. Сводятся .вращаюш,иеся ролики 2 обратной подачи и передают трубу lia передний стол, удерживая ее в скантованном положении за счет соответствия профиля их ручьев профилю трубы. Когда труба заходит в разведенные холостые ролики 3, подается команда на их сведение. Холостые ролики не зажимают трубу, а образуют вокруг нее жесткий калибр, препятствующий повороту трубы. Труба, выйдя на передний стол, оста«авливается и снова задается в валки стана для второго прохода.
Предмет изобретения
Устройство для кантовки труб при прокатке на автоматическом стане, включающее ручьевые ролики обратной нодачн н механизм кантовки трубы на 90°, отличающееся тем, что, с целью повышения надел ности кантовки, кантовки установлен перед роликами обратной подачи, ручьи которых выполнены соответственно профилю сканто:ванной трубы.
Уаг 1
ВидА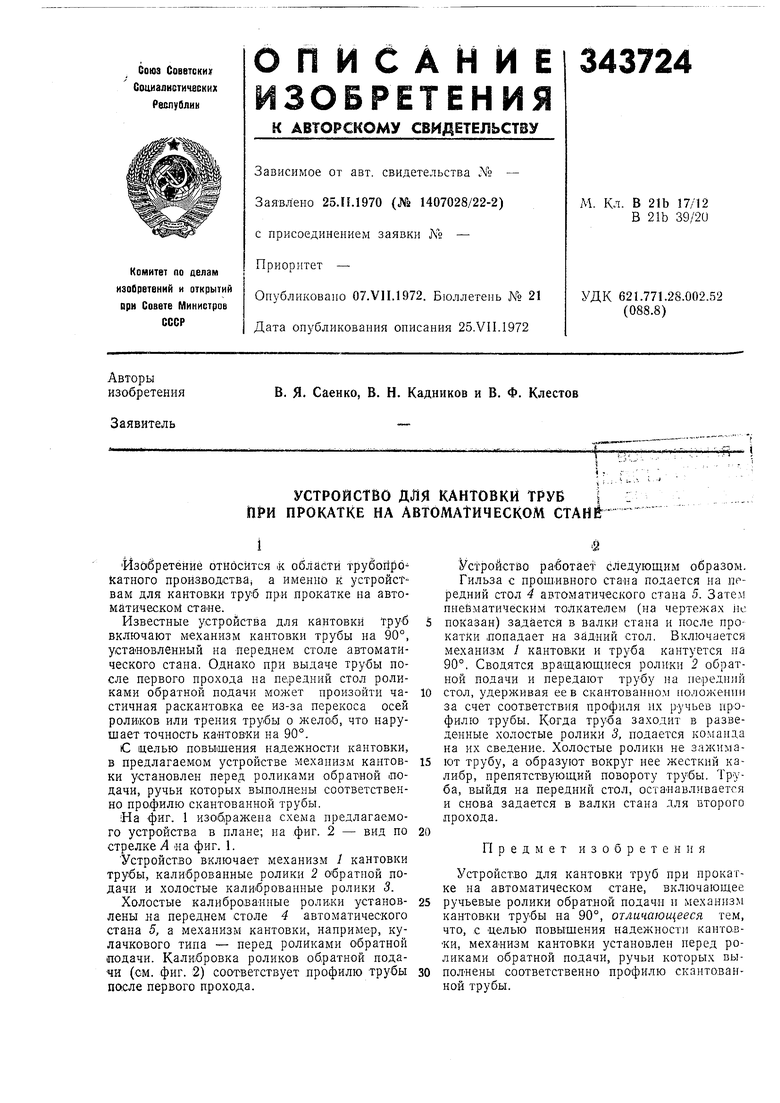
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кантовки труб на автоматстане | 1981 |
|
SU997884A1 |
| АВТОМАТИЧЕСКИЙ ТРУБОПРОКАТНЫЙ СТАН | 1994 |
|
RU2084298C1 |
| Способ кантовки трубы при продольной прокатке между проходами | 1991 |
|
SU1780888A1 |
| УСТРОЙСТВО для КАНТОВКИ и ЗАДАЧИ PACK В ВАЛКИ СОРТОВОГО СТАНА ТРИО | 1972 |
|
SU331834A1 |
| Способ сдвоенной прокатки сортовых профилей | 1989 |
|
SU1734898A1 |
| Способ продольной прокатки труб на автомат-стане | 1986 |
|
SU1359028A1 |
| Способ производства труб на агрегате с автоматстаном | 1984 |
|
SU1156752A1 |
| Автоматический двухклетьевой трубопрокатный стан | 1960 |
|
SU132176A1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197342C2 |
| МНОГОВАЛКОВЫЙ ПРОКАТНЫЙ СТАН | 1971 |
|
SU302144A1 |