Изобретение относится к области литейного производства, а именно к плавильно-заливочному оборудованию и может найти широкое применение при получении сплавов с высокими физико-механическими свойствами.
Для обработки жидкого металла, с целью его дегазации и повышения его прочностных характеристик, в настояш;ее время используются промышленные автоклавы, камеры для вакуумирования расплава, ультразвуковые дегазаторы и другие. За последнее время получили распространение автоклавы с использованием весьма высоких давлений.
Известные установки для заливки металла, включающие автоклав, тигель и стопор с приводом его перемеш,ения, обеснечивают получение сплава с высокими прочностными свойствами, но в отдельных случаях отмечается невысокая пластичность, объясняемая наличием расслоений сплава по газовым и неметаллическим включениям.
Цель изобретения - повышение эффективности обработки металла, его пластичности, а также более равномерное распределение газовых и неметаллических примесей.
Для этого предлагаемая установка снабжена волноводно-излучаюшим устройством, имеюшим полуволноводные опоры и связанным с приводом стопора, причем один конец стопора закреплен в полуволноводных опорах, а другой его конец снабжен акустической развязкой.
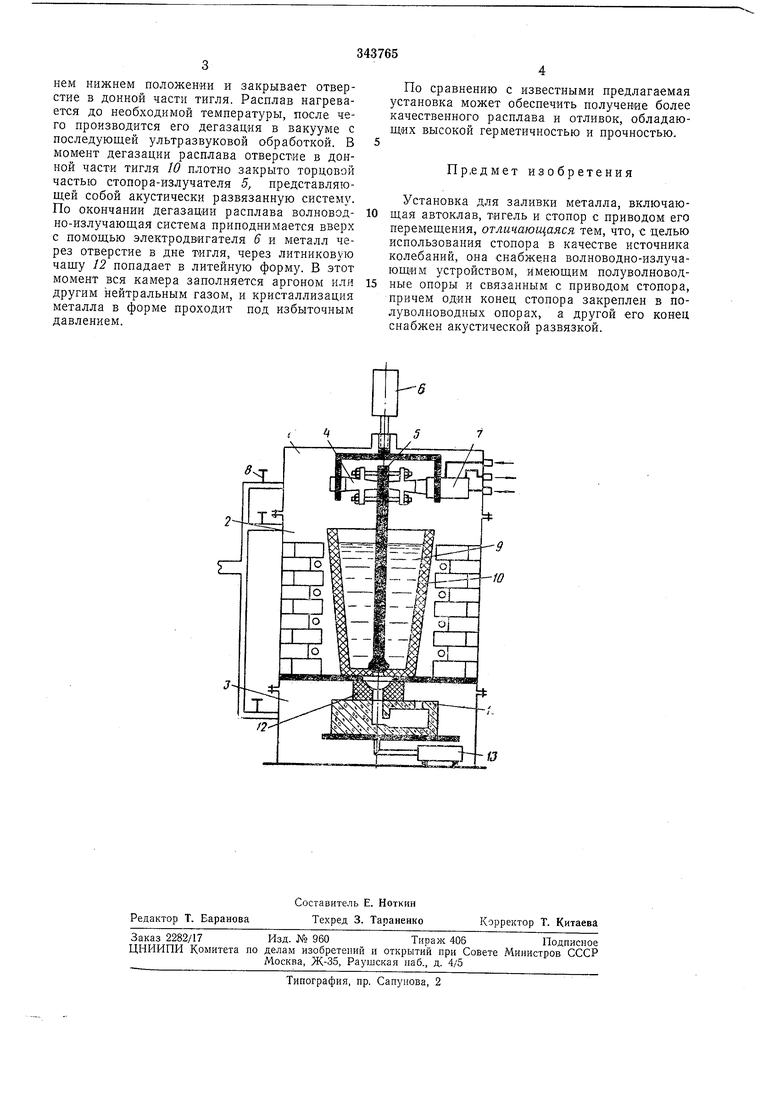
На чертеже показана предлагаемая установка.
Она имеет вакуумную камеру или автоклав, состояш,ую из крышки }, корпуса 2 и днища 3, причем в крышке смонтирована волноводно-излучающая система для передачи колебаний в расплавленный металл, состояшая из
полуволноводных опор 4, настроенных в резонанс друг другу, стопора-излучателя 5, электродвигателя 6 для перемещения этой системы в вертикальном направлении « собственно магнитострикционного преобразователя
7, возбуждающего колебания ультразвуковой частоты в волноводно-излучающей системе. Контроль за вакуумом в установке осуществляется с помощью термопарных вакуумметрических ламп 8.
Стопор-излучатель 5 погружается в расплав 9, находящийся в тигле 10. После обработки расплав заливается через отверстие в донной части тигля в литейную форму II. Между дном тигля и литейной формой устанавливается литниковая чаша 12. Стол вращается при помощи электродвигателя 13. Устройство работает следующим образом. Предварительно расплавленный металл заливается в заранее нагретый тигель W. При
нем нижнем положении и закрывает отверстие в донной части тигля. Расплав нагревается до необходимой температуры, после чего производится его дегазация в вакууме с последующей ультразвуковой обработкой. В момент дегазации расплава отверстие в донной части тигля 10 плотно закрыто торцовой частью стопора-излучателя 5, представляющей собой акустически развязанную систему. По окончании дегазации расплава волноводно-излучающая система приподнимается вверх с помощью электродвигателя 6 и металл через отверстие в дне тигля, через литниковую чащу 12 попадает в литейную форму. В этот момент вся камера заполняется аргоном или другим нейтральным газом, и кристаллизация металла в форме проходит под избыточным давлением.
По сравнению с известными предлагаемая установка может обеспечить получение более качественного расплава и отливок, обладающих высокой герметичностью и прочностью.
Пр.едмет изобретения
Установка для заливки металла, включающая автоклав, тигель и стопор с приводом его перемещения, отличающаяся тем, что, с целью использования стопора в качестве источника колебаний, она снабжена волноводно-излучающим устройством, имеющим полуволноводные опоры и связанным с приводом стопора, причем один конец стопора закреплен в полуволноводных опорах, а другой его конец снабжен акустической развязкой.
13
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОКЛАВ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1972 |
|
SU344922A1 |
| АВТОКЛАВ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1972 |
|
SU338300A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТИЕВО-АЛЮМИНИЕВОГО СПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033451C1 |
| УСТРОЙСТВО РАФИНИРОВАНИЯ АЛЮМИНИЯ ИЛИ АЛЮМИНИЕВЫХ СПЛАВОВ (ВАРИАНТЫ) И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2012 |
|
RU2607891C2 |
| УСТРОЙСТВО ДЛЯ МОДИФИЦИРОВАНИЯ И ОЧИСТКИСПЛАВОВ | 1972 |
|
SU329200A1 |
| УСТРОЙСТВО ДЛЯ ВИБРОИМПУЛЬСНОЙ ОБРАБОТКИ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1979 |
|
SU784093A1 |
| Способ воздействия на расплавленный металл | 2017 |
|
RU2658772C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1973 |
|
SU406636A1 |
| Способ литья под всесторонним газовым давлением | 1990 |
|
SU1743685A1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 1968 |
|
SU221221A1 |
