1
Изобретение относится к области литейного нроизводства, тгреи1мущественно точного дитья леталей из легких сплавов, и может быть применено в литейных цехах машиностроительных нреднр нятнй, в частности при литье в кокиль.
Известна установка для литья под вязким давлением, содержащая раздаточный тигель, литейную форму, индукционный насос, метал- . лонровод, канал которого расположен эксцентрнч.НО тигля в футеровке его стенки. Для траисно ртиравки металла яз тигля в литей-ную форму с внешней стороны закрытого канала расположен индуктор линейного адностороннего индукционного насоса. Литейная форма герметично относительно жидкого металла соединена с выходным отверстием канала металлопровода.
Однако известная установка не обеопечи-вает постоянства напора при разборе металла из тигля, а компенсация уровня изменением така иагдуктора представляет большие трудности, особенно пря осуществления ко мпенсация в процессе заливки детали.
С целью обеспечения постоянства напора расплава раздаточный тигель предложенной устано1вки, оснащенный металлоттроводо1М закрытого перелива, установлен наклонно в цапфах, расположенных параллельно этому металлопроводу. Цапфы обеспечявают поворот тигля вокруг оси, совпадающей с осью канала
металлонравода, расноложенного эксцеитрично относительно тигля с металлом.
Установка позволяет осуществ.тять занолнение формы под постоянным н неизменным
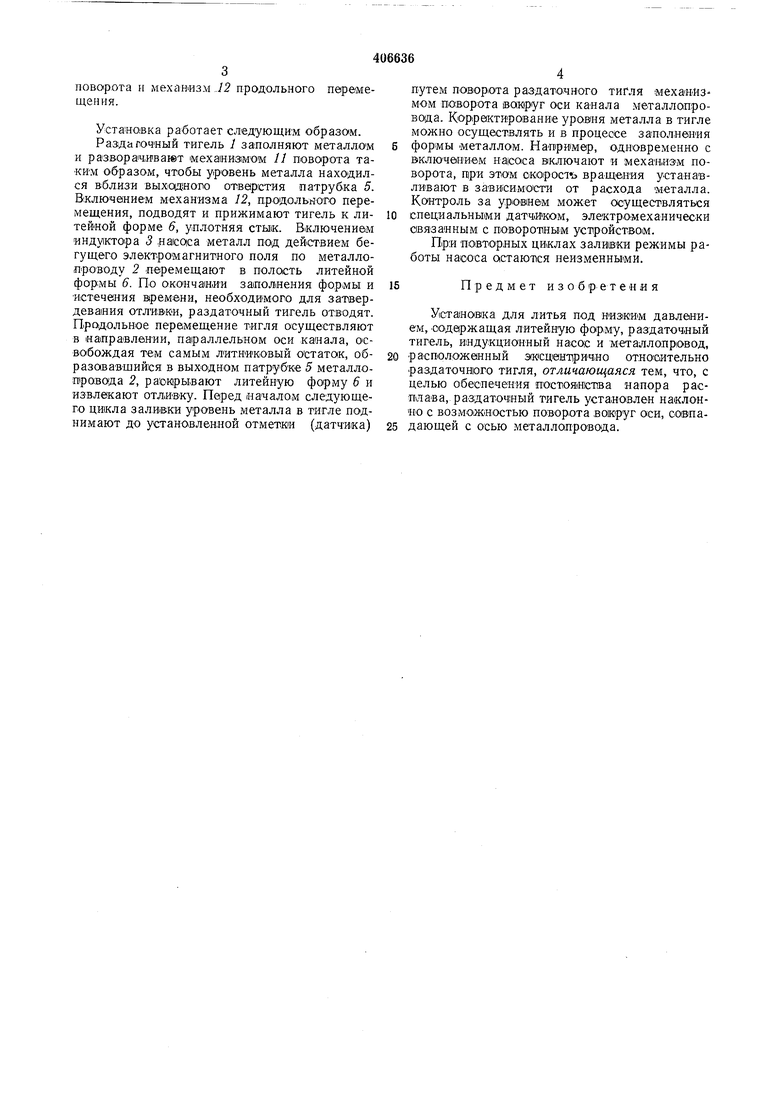
избыточным давленяем за счет обеспечения ностоянства уровня металла в тигле при установленном положении выходного патрубка металлопровода, стыкующего с литейной формой. На фиг. 1 показан продольный разрез предложенной установки, оснащенной электромагнитным насосом; на фиг. 2 - то же, разрез по Л-Л.
Установка включает раздаточный тигель / с эксцентрично расположенным металлопроводом 2, соединенным в нижней области с внутренней полостью тигля. С внешней стороны канала металлопровода 2 расположен индуктор 5 индукционного насоса я индукционный нагреватель 4 канального типа. Выходной патрубок 5 металлонровода осевым поджатием сочленен с литейной формой 6.
Раздаточный тигель / с индлтстором 3 и нагревателем 4 установлен наклонно в цапфах 7
и 8, ось которых совпадает с осью канала прямого металлонравода 2 и покоится на каретке 9. С целью предотвращения замерзания металла в выходном патрубке 5 металлопровода 2 в нем установлен местный нагреватель 10 сопротивления. Каретка 9 снабжена механизмом //
поворота и механизм J2 продольного перемещения.
Установка работает следующим образом.
Раздаточный тигель 1 заполняют металлом и разворачивают механизмом // поворота таким образом, чтобы уровень металла находился вблизи BbixioaiHODO отверстия патрубка 5. В ключением механизма 12, продольного перемещения, подводят и прижимают тигель к литейной форме 6, уплотняя стык. Включением индуктора 3 Haicqca металл под действием бегущего электромагнитного поля по металлопроводу 2 перемещают в полость литейной формы 6. По окончании заполнения формы и истечения В1рем:ени, необходимого для затвердевания отлиВКИ, раздаточный тигель отводят. Продольное перемещение тигля осуществляют в 1на1пра1влении, параллельном оси канала, освобождая тем самым литниковый остаток, образовавшийся в выходном патрубке 5 металлооровода 2, расирывают литейную форму 6 и извлекают отливку. Перед началам следующего цикла заливки уровень металла в тигле поднимают до установленной отметки (датчика)
путем поворота раздаточного тигля механйзмом поворота soKipyr оси канала металлопрово1да. Корректирование уровня металла в тигле можно осуществлять и в процессе заполнения
формы металлом. Например, одновре.менно с включением наюоса включают и механ,иэм поворота, при этом OKOpocTj вращения устанавливают в завнсимости от расхода металла. Контроль за урОВ1нем может осуществляться
специальными датчиком, электромеханически связанным с поворотным устройством.
При повторных циклах заливки режимы работы насоса остаются неизменными.
Предмет изобретения
У|ста1новка для литья под низкиим давлением, оодаржащая литейную форму, раздаточный тигель, индукционный насос и металлопровод,
расположенный эксценпрично отнооительно раадаточнюго тигля, отличающаяся тем, что, с целью обеспечения постоянства напора расплава, раздаточный тигель устанавлен наклонно с возможностью поворота вокруг оси, совпадающей с осью металлопровода.
м
/ТТТТ / / / / / J Л- у /77777
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ | 1972 |
|
SU419313A1 |
| ЗАЛИВОЧНО-ДОЗИРУЮЩЕЕ УСТРОЙСТВО | 1973 |
|
SU375128A1 |
| Плавильно-заливочное устройство для литья под низким электромагнитным давлением | 1973 |
|
SU448068A1 |
| Установка для литья под электромагнитным давлением | 1990 |
|
SU1724429A1 |
| Способ получения отливок | 1987 |
|
SU1713731A1 |
| Устройство для литья под электромагнитным давлением | 1982 |
|
SU1068223A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2015828C1 |
| Устройство для литья под электро-МАгНиТНыМ дАВлЕНиЕМ | 1979 |
|
SU835630A1 |
| Установка для литья под электромагнитным давлением | 1980 |
|
SU944779A1 |
| Устройство для литья под электромагнитным давлением | 1983 |
|
SU1118481A1 |

