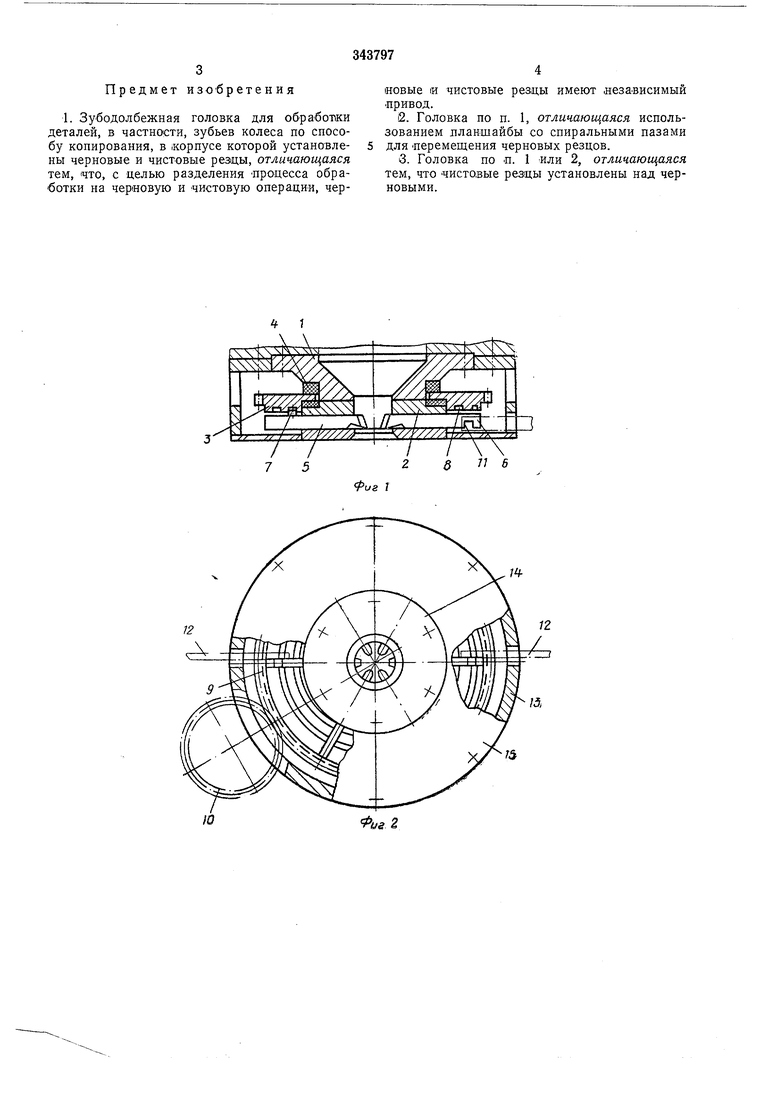
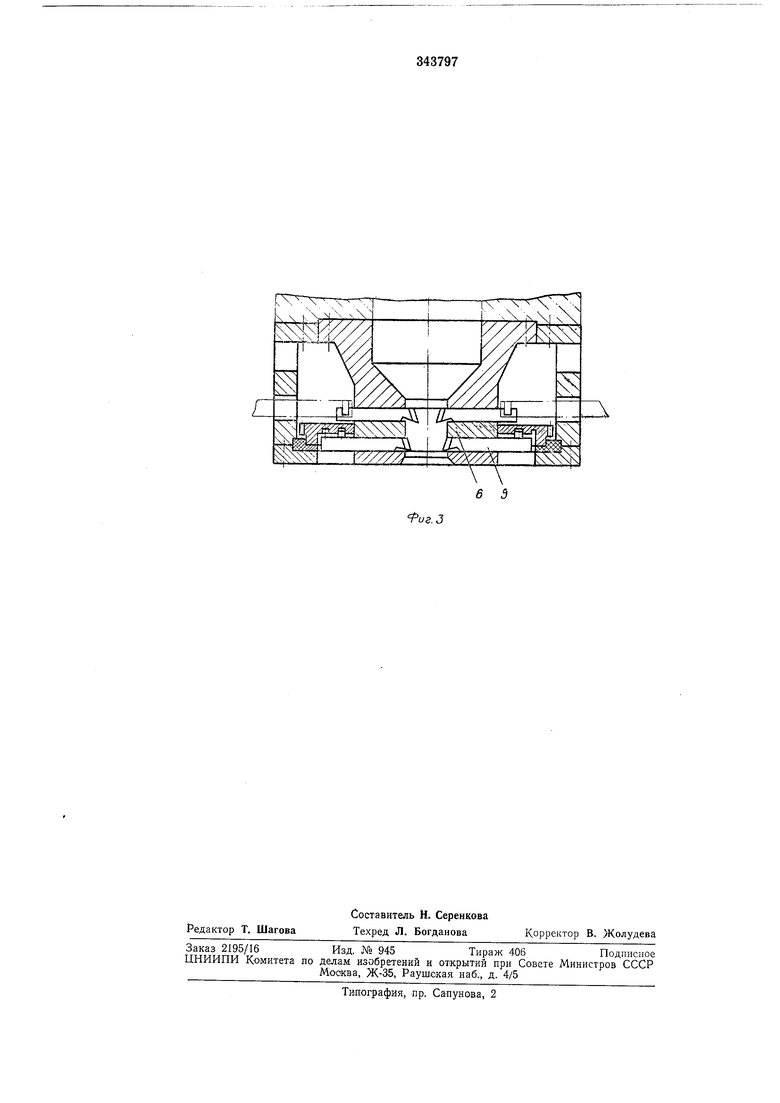
Изобретение касается станкостроения, а именно резцовых головок для обработки деталей. Известны зубодолбежные головки для обработки деталей, в корпусе которых установлены черновые и чистовые резцы, перемещаемые от одного привода. В этих головках резцы имеют сравнительно малую стойкость, поскольку выполняют и черновую и чистовую операции. Профиль их вьиюлнен в пределах жестких допусков. Описываемая головка позволяет разделить процесс обработки на черновую и чистовую операции и тем самым увеличить их стойкость. Это достигается тем, что черновые и чистовые резцы имеют независимый профиль, причем для перемещения черновых резцов в ней используется планщайба со спиральными пазами, а чистовые резцы могут быть установлены над черновыми. На фиг. 1 изображена описываемая головка В разрезе; на фиг. 2 - то, же, вид снизу; на фиг. 3 - головка с двумя рядами резцов. Головка содержит корпус / (см. фиг. 1), .несущий сепаратор 2 и планшайбу 3, установленную в подшипниках 4. В сепараторе / установлены черновые и чистовые резцы 5 и 5. Резцы 6 входят выступами 7 в паз 8 планщайбы, выполненный по спирали Архимеда, Планшайба имеет зубчатый венец 9 (см. фиг. 2), входящий в зацепление с колесом 10 механизма подачи черновых резцов 5. Чистовые резцы 6 имеют пазы 11 (см. фиг. 1), в которые входят пальцы тяг 12 (см. фиг. 2) механизма подачи этих резцов. Головка закрыта по диаметру кольцом 13 с торцов крышками 14 и 15. В головке возможна установка резцов в два ряда: чистовых 5 (см. фиг. 3) над черновыми 6. При этом в ряд чистовых резцов могут устанавливаться вспомогательные резцы, например для обработки головок и ножек зубов. Обработку деталей описываемой головкой производят в два этапа. На первом этапе чистовые резцы 6 отведены. Деталь перемещают возвратно-поступательно вдоль оси головки, и при каждом двойном ходе путем поворота планшайбы на некоторый угол производят подачу черновых резцов 5. По окончании черновой обработки резцы 5 отводят поворотом планшайбы в противоположную сторону, и при помощи тяг 12 вводят в работу чистовые резцы 6. Как при черновой, так и при чистовой обработке при каждом двойном ходе производят поворот обрабатываемой детал (деление), особенно если количество чистовых резцов не соответствует количеству обрабатываемых зубьев (щлицев).
Предмет изобретения
1. Зубодолбежная головка для обработки деталей, в частности, зубьев колеса по способу копирования, в корпусе которой установлены черновые и чистовые резцы, отличающаяся тем, что, с целью разделения Процесса обработки на черновую и чистовую операции, черновые и чистовые резцы имеют независимый привод.
2.Головка по п. 1, отличающаяся использованием лланшайбы со спиральными пазами для Перемещения черновых резцов.
3.Головка по п. 1 или 2, отличающаяся тем, что чистовые резцы установлены над черновыми.
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка зубодолбежная для кругового контурного строгания | 1983 |
|
SU1117159A1 |
| Зубодолбежная головка | 1976 |
|
SU624737A1 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| Зубодолбежная головка | 1978 |
|
SU730502A1 |
| ЗУБОДОЛБЕЖНАЯ ГОЛОВКАIjfj .•^•«—.^^-.-fV. tf*>&'"^ Ч I >&•• f'JitBCs-.'-''w fJi-::>& cl.'-. Лmm^^'im^mmБИБЛИОТЕНА | 1972 |
|
SU356058A1 |
| Станок для механической обработки | 1981 |
|
SU1024176A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Устройство для механической обработки корпусов наручных часов | 1980 |
|
SU966659A1 |
| Черновая двухсторонняя резцовая головка | 1970 |
|
SU365916A1 |
/ 6 TI 6
1Ц12
Г
Фиг 2
