Известен способ расточки длинномерных деталей, например гнезд рамовых подшилникоз фундаментной рамы паровых машин и двигателей внутреннего сгорания, переносной борштангой, центрируемой в трех и более опорах, из которых две - крайние, а оставшиеся - средние и устанавливаются так, чтобы их оси совпадали с осью крайних опор.
Предлагаемый способ расточки отличается от известного тем, что первоначально растачивают среднее гнездо борштангой, устанозленной на концевых опорах выше оси обрабатываемой детали на величину прогиба борштанги под действием собственного веса, s которое затем устанавливают донолнительную опору для борштанги, и ведут расточку со среднего гнезда в оба конца.
Это позволяет повысить производительность за счет сокращения вспомогательного времени на установку средних опор и повысить точность обработки.
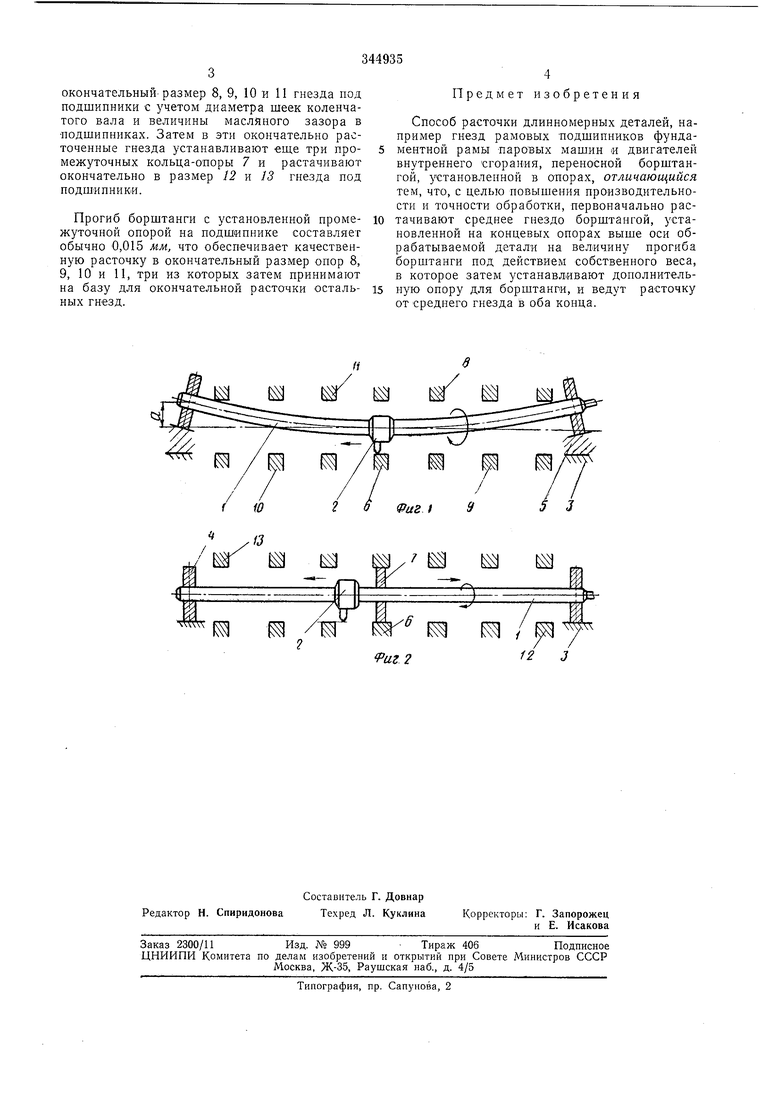
На фиг. 1 схематично изображена борштанга, при расточке среднего гнезда; на фиг. 2- то же, при расточке от среднего гнезда в об.а конца.
тановку переносной борштанги / со съе.мной резцовой головкой 2 в фундаментной раме 3 машины с учетом ее прогиба а в средней части детали (в месте среднего подшипника).
Борштанга устанавливается на концевых опорах 4 выше оси обрабатываемой детали за счет прокладок 5, толщина которых равна указанному прогибу борштанги (обычно этот прогиб для борштанги длиной, необходимой
для расточки на месте подшипников главных судовых паровых машин и ДВС, составляет 1 -1,3 лмг).
Затем производят расточку среднего гнезда
6, обеспечив борштанге вращательное и продольное движен1 е за счет привода (на чертежах не показан). При этом установку борштанги в концевых опорах производят по предварительно расточенным первому и последнему гнездам по разметке, данные для которой берутся по результатам замеров положения осевой коленчатого вала.
Затем в расточное среднее гнездо (окончательно в размер или предварительно, в зависимости от технологического процесса на ремонт) устанавливают дополнительную (среднюю) опору 7 для борштанги. Прокладки 5 из под обеих концевых опор вынимают, обеспечивая совмещение оси борштанги с осью
окончательный-размер 8, 9, 10 и 11 гнезда под подшипники с учетом диаметра шеек коленчатого вала и величины масляного зазора в подшипниках. Затем в эти окончательно расточенные гнезда устанавливают еще три промежуточных кольца-опоры 7 и растачивают окончательно в размер 12 и 13 гнезда под подшипники.
Прогиб борштанги с установленной промежуточной опорой на подшипнике составляет обычно 0,015 мм, что обеспечивает качественную расточку в окончательный размер опор 8, 9, 10 и 11, три из которых затем принимают на базу для окончательной расточки остальных гнезд.
4 Предмет изобретения
Способ расточки длинномерных деталей, например гнезд рамовых подшипников фундаментной рамы паровых машин « двигателей внутреннего сгорания, переносной борштангой, установленной в опорах, отличающийся тем, что, с целью повышения производительности и точности обработки, первоначально растачивают среднее гнездо борштангой, установленной на концевых опорах выше оси обрабатываемой детали на величину прогиба борштанги под действием собственного веса, в которое затем устанавливают дополнительную опору для борштанги, и ведут расточку от среднего гнезда в оба конца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| Способ расточки опор валов при монтаже длинных валопроводов | 1987 |
|
SU1416378A1 |
| СПОСОБ ГЛУБОКОГО РАСТАЧИВАНИЯ ПРЕЦИЗИОННЫХ ЦИЛИНДРОВ | 1992 |
|
RU2008126C1 |
| Способ точной расточки коренных подшипников автомобильных, тракторных и т.п. двигателей | 1942 |
|
SU63588A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ РАСТОЧКИ ПОДШИПНИКОВ АВТОТРАКТОРНЫХ ДВИГАТЕЛЕЙ | 1935 |
|
SU46773A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| Устройство для укладки коленчатого вала при ремонте изношенных рамовых шеек | 1958 |
|
SU121672A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Переносный станок для шлифования рамовых шеек | 1956 |
|
SU106031A1 |
| Устройство для растачивания отверстий | 1981 |
|
SU990432A2 |
/
12 3
Риг 2
