Известны устройства и станки для центрования заготовок, содержащие центровальную головку и зажимные губки, в которых заготовка центрируется нри помощи цанг, призм или кулачковых натронов относительно неподвижной в ллоскости, перпендикулярной оси заготовки, центровальной головки.
Предложенное устройство позволяет повысить производительность обработки, автоматически устанавливать рабочий инструмент по центру заготовки, обрабатывать косо уложенные на стеллаже заготовки, проводить фрезерование торцов без горизонтальной подачи.
С этой целью устройство выполнено в виде двигающейся вдоль стеллажа с заготовками самоходной тележки, на которой смонтирована перемещающаяся перпендикулярно торцам заготовок стойка с подвижной рамкой, несущей каретку с центровальной головкой и зажимные губки, имеющие возможность вертикального перемещения по винту. Винт, имеющий опору в верхней зажимной губке, на участке хода гайки, связанной с зажимной губкой, имеет шаг в два раза больщий, чем щаг на участке хода гайки, связанной с центровальной головкой. Подвижная рамка устройства крепится к стойке при помощи сферических щарниров. Поверхность каретки, на которой перемещается центровальная головка, выполнена с уклоном, а щпиндель сверла перемещается по шлицам внутри шпинделя фрезы при ПОМОЩИ гидроцилиндра.
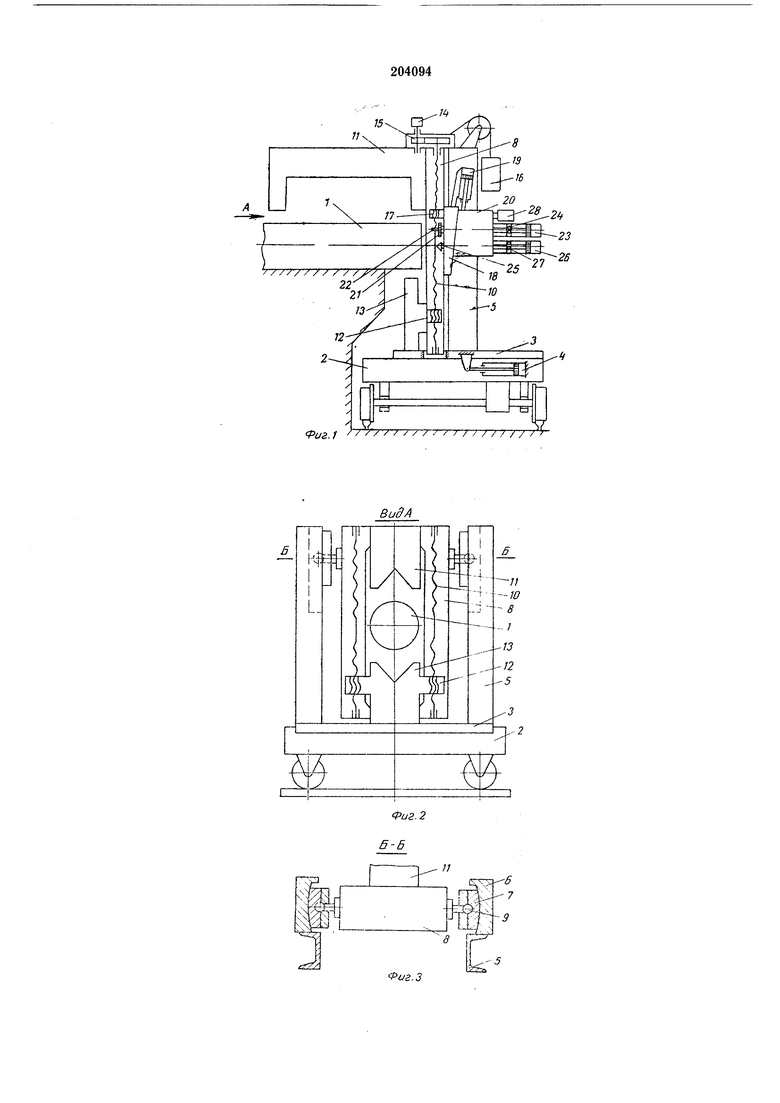
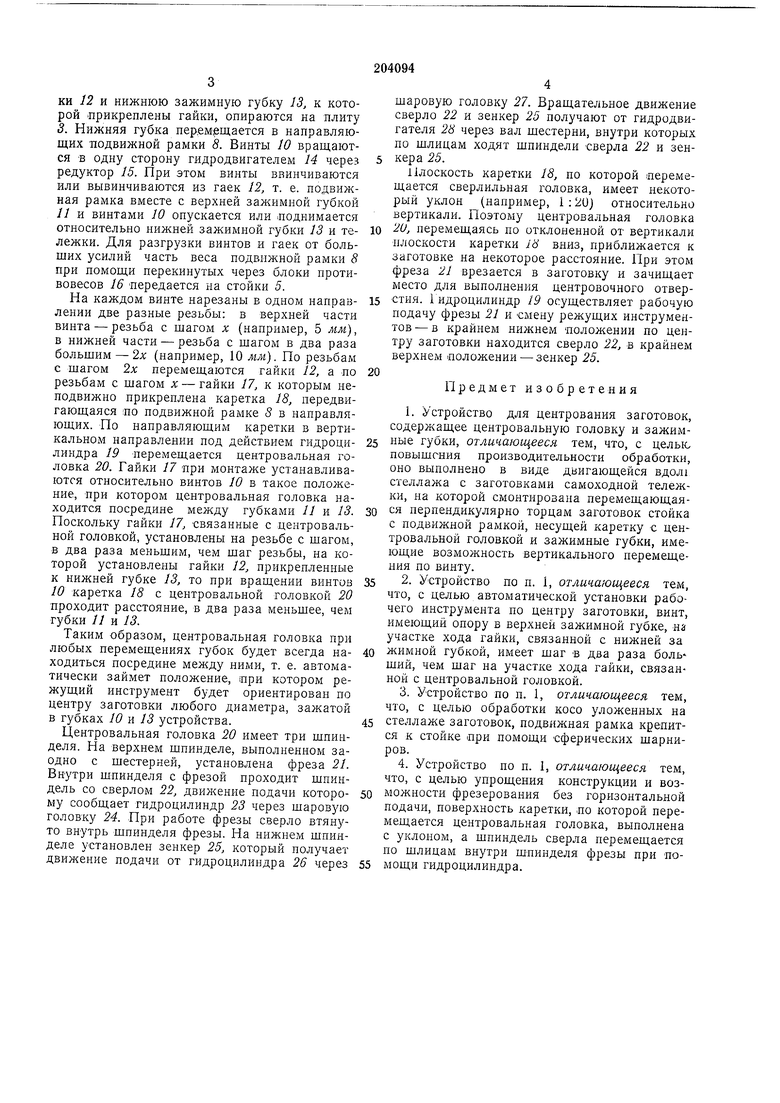
На фиг. 1 изображена принципиальная схема устройства; на фиг. 2 и 3 - соответственно вид по стрелке А на фиг. 1 и сечение по Б-Б.
Вдоль стеллажа с заготовками / передвигается самоходная тележка 2 с устройством для центрования. Механизм передвижения, состоящий из гидродвигателя, редуктора и двух колесных пар, смонтирован на раме тележки. Плита 3 при помощи гндроцилиндра 4 может передвигаться по раме тележки в направляющих типа ласточкина хвоста, что обеспечивает обработку заготовок, торцы которых расположены не на одной линии.
Па раме тележки неподвижно укреплены стойки 5 с цилиндрическими направляющими 6, в которых передвигаются иолзуны 7, связанные с подвижной рамкой 8 сферическими шарнирами 9. Паличие сферических щарниров и цилиндрических направляющих 6 позволяет обрабатывать заготовки, уложенные на стеллаже с перекосом.
Для уменьщения габаритов устройства в плите 3 выполнено отверстие, в котором с зазором проходит подвижная рамка 8. К подвижной рамке, опирающейся через упорные подщнпникн на два винта 10, прикреплена
ки 12 и нижнюю зажимную губку 13, к которой прикреплены гайки, опираются на плиту 3. Нижняя губка перемещается в направляющих подвижной рамки 8. Винты 10 вращаются -в одну сторону гидродвигателем 14 через редуктор 15. При этом винты ввинчиваются или вывинчиваются из гаек 12, т. е. подвижная рамка вместе с верхней зажимной губкой // и винтами 10 опускается или поднимается относительно нижней зажимной губки 13 и тележки. Для разгрузки винтов и гаек от больших усилий часть веса подвижной рамки 8 при помощи перекинутых через блоки противовесов 16 передается на стойки 5.
На каждом винте нарезаны в одном направлении две разные резьбы: в верхней части винта - резьба с шагом х (например, 5 мм), в нижней части - резьба с шагом в два раза большим - 2л: (например, 10 мм. По резьбам с шагом 2х перемещаются гайки 12, а по резьбам с шагом х - гайки 17, к которым неподвижно прикреплена каретка 18, передвигающаяся по подвижной рамке 5 в направляющих. По направляющим каретки в вертикальном направлении под действием гидроцилиндра 19 перемещается центровальная головка 20. Гайки 17 при монтаже устанавливаются относительно винтов 10 в такое положение, при котором центровальная головка находится посредине между губками 11 и 13. Поскольку гайки 17, -связанные с центровальной головкой, установлены на резьбе с шагом, в два раза меньшим, чем шаг резьбы, на которой установлены гайки 12, прикрепленные к нижней губке 13, то при вращении винтов 10 каретка 18 с центровальной головкой 20 проходит расстояние, в два раза меньшее, чем губки // и 13.
Таким образом, центровальная головка при любых перемещениях губок будет всегда находиться посредине между ними, т. е. автоматически займет положение, ири котором режущий инструмент будет ориентирован по центру заготовки любого диаметра, зажатой в губках JO и 13 устройства.
Центровальная головка 20 имеет три шпинделя. На верхнем шпинделе, выполненном заодно с шестерней, установлена фреза 21. Внутри шпинделя с фрезой проходит шпиндель со сверлом 22, движение подачи которому сообщает гидроцилиндр 23 через шаровую головку 24. При работе фрезы сверло втянуто внутрь шпинделя фрезы. На нижнем шпинделе установлен зенкер 25, который получает движение подачи от гидроцилиндра 26 через
шаровую головку 27. Вращательное движение сверло 22 и зенкер 25 получают от гидродвигателя 28 через вал шестерни, внутри которых по шлицам ходят шпиндели сверла 22 и зенкера 25.
Плоскость каретки 18, по которой перемещается сверлильная головка, имеет некоторый уклон (например, i : 20) относительно вертикали. Поэтому центровальная головка
20, перемещаясь по отклоненной от вертикали плоскости каретки 18 вниз, приближается к заготовке на некоторое расстояние. При этом фреза 21 врезается в заготовку и зачищает место для выполнения центровочного отверстия. Гидроцилиндр 19 осуществляет рабочую подачу фрезы 21 и смену режущих инструментов - в крайнем нижнем положении по центру заготовки находится сверло 22, в крайнем верхнем положении - зенкер 25.
Предмет изобретения
1. Устройство для центрования заготовок, содержащее центровальную головку и зажимные губки, отличающееся тем, что, с целью повышения производительности обработки, оно выполнено в виде двигающейся вдол стеллажа с заготовками самоходной тележки, на которой смонтирована перемещающаяся перпендикулярно торцам заготовок стойка с подвижной рамкой, несущей каретку с центровальной головкой и зажимные губки, имеющие возможность вертикального неремещения по винту.
2. Устройство по п. 1, отличающееся тем, что, с целью автоматической установки рабочего инструмента по центру заготовки, винт, имеющий опору в верхней зажимной губке, на участке хода гайки, связанной с нижней за
жимной губкой, имеет шаг в два раза боль ший, чем шаг на участке хода гайки, связанной с центровальной головкой.
3.Устройство по п. 1, отличающееся тем, что, с целью обработки косо уложенных на
стеллаже заготовок, подвижная рамка крепится к стойке при помощи сферических шарниров.
4.Устройство по п. 1, отличающееся тем, что, с целью упрощения конструкции и возможности фрезерования без горизонтальной подачи, поверхность каретки, по которой перемещается центровальная головка, выполнена с уклоном, а шпиндель сверла перемещается по шлицам внутри шпинделя фрезы при помощи гидроцилиндра.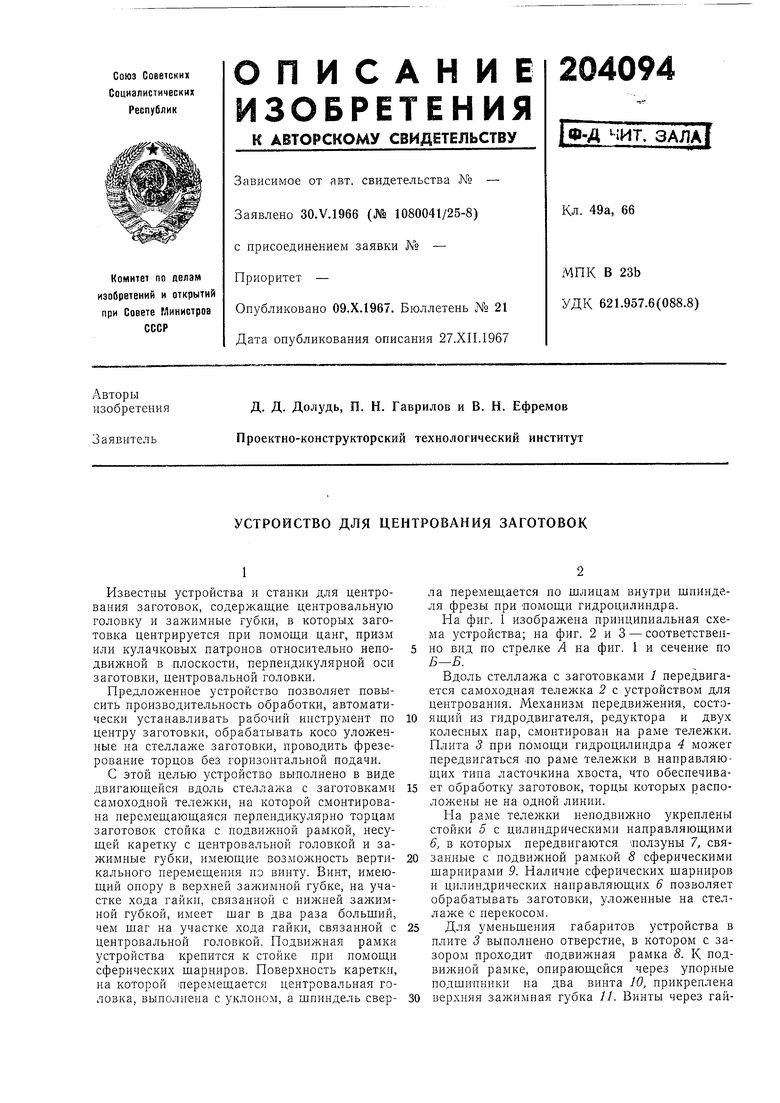
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центрования | 1979 |
|
SU1036470A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 1992 |
|
RU2033914C1 |
| СТАНОК ДЛЯ ЦЕНТРОВАНИЯ КРУГЛЫХ 3ArOTQ_BQjC-^- | 1970 |
|
SU276696A1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| Металлорежущий станок | 1985 |
|
SU1284705A1 |
| Станок для фрезерования мест сопряжений деревянных деталей | 1984 |
|
SU1219350A1 |
| Устройство для резки заготовок под углом | 1979 |
|
SU950185A3 |
| Устройство для фрезерования внутренней резьбы | 1985 |
|
SU1454590A1 |
| Устройство для подачи заготовок | 1984 |
|
SU1206125A1 |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |