Изобретение относится к способам ведения процесса размерной электро.химической обработки изделий сложной формы, например лопаток паровых и газовых турбин.
Известпы способы обработки лопаток турбин, по которым деталь после предварительной обработки (поковки, литья или штамповки) обрабатывается электрохимически, причем электрод-инструмент имеет форму, полностью или частично эквидистантную заданной поверхности.
Недостатком таких способов является то, что погрешности предыдущей обработки (например, неравномерность припуска) копируются в большей или меньшей степени на обрабатываемой поверхности.
Целью изобретения является повышение точности обработки лопатки независимо от неравиомерности припуска и погрешности формы электрода-инструмента.
Это достигается тем, что по предлагаемому способу в межэлектродный зазор помеш,ают диэлектрическую пленку с отверстием определенных раз.меров и форм, образуя практически электрод-инструмент ограниченной плошади. В процессе обработки пленку перемешают взазоре таким образом, чтобы рабочая плошадка последовательно обошла все участки обрабатываемой поверхности.
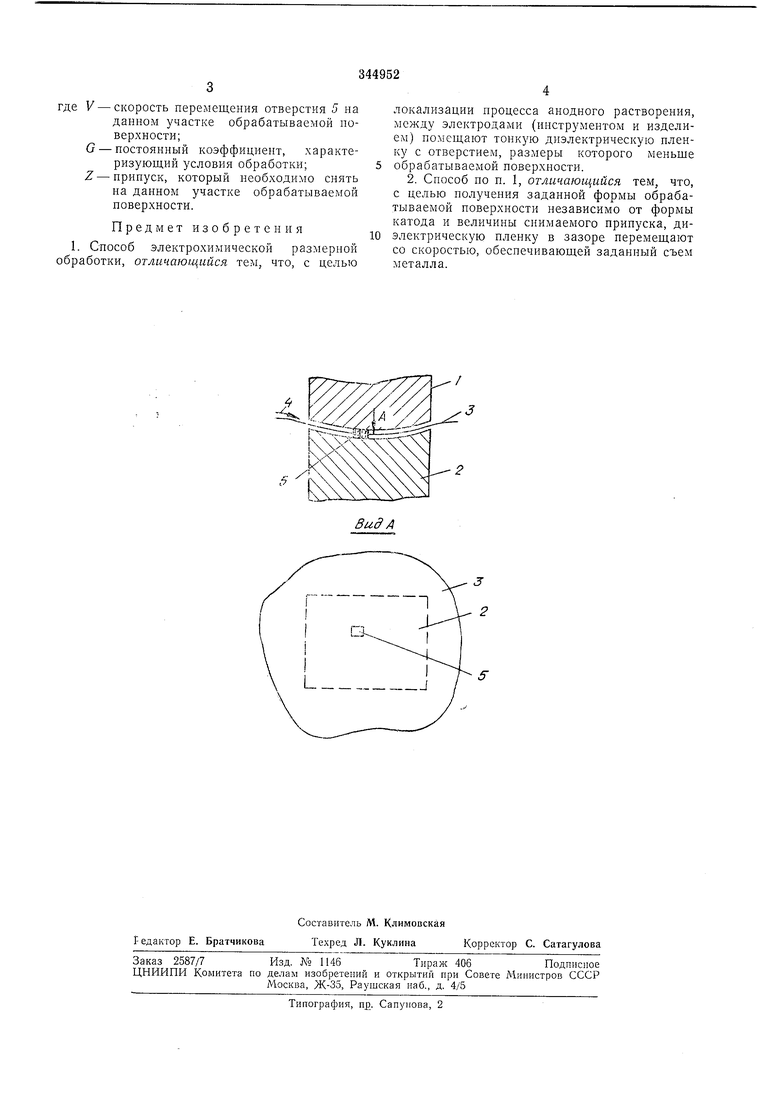
Чертеж иллюстрирует предлагаемый способ.
В межэлектродном зазоре между рабочей поверхностью электрода-инструмента / и обрабатываемой поверхностью детали 2 .помещают тонкую пленку 3 из диэлектрического материала, препятствующую прохождению электрического тока через электролит 4, прокачиваемый в межэлектродном зазоре. В пленке 3 имеется отверстие 5, через которое проходит электрический ток. Таким образом отверстие 5 в пленке 3 образует в межэлектродном зазоре токонроводящую ячейку.
Для того чтобы обработать всю поверхность детали 2 п получить ирофиль обрабатываемой поверхности, эквидистантный профилю рабочей поверхности электрода-инструмента, диэлектрическую пленку перемещают в межэлектродном зазоре таким образом и с такой скоростью, чтобы отверстие 5 иаходилось над каждым обрабатываемым участком столько раз и столько времени, чтобы обеснечивался заданный съем металла с поверхности детали.
Кратность прохождення ячейкой зоны обработки и ее скорость неремещеиия в зазоре может быть определена по формуле:
где V - скорость перемещения отверстия 5 на данном участке обрабатываемой повер/хности;
G - постоянный коэффициент, характеризующий условия обработки; Z - припуск, который необходимо снять на данном участке обрабатываемой поверхности.
Предмет изобретения
1. Способ электрохимической размерной обработки, отличающийся тем, что, с целью
локализации процесса анодного растворения, между электродами (инструментом и изделием) помещают тонкую диэлектрическую пленку с отверстием, размеры которого меньще обрабатываемой поверхности.
2. Способ по п. I, отличающийся тем, что, с целью получения заданной формы обрабатываемой поверхности независимо от формы катода и величины снимаемого припуска, диэлектрическую пленку в зазоре перемещают со скоростью, обеспечивающей заданный съем металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ СОПРЯЖЕННЫХ ПОВЕРХНОСТЕЙ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2210472C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| Способ электрохимической обработки лопаток газотурбинных двигателей | 2016 |
|
RU2635209C1 |
| Способ электрохимической размерной обработки | 1976 |
|
SU835691A2 |
| Способ размерной электрохимической обработки | 1982 |
|
SU1079394A1 |
| СПОСОБ ЦИКЛИЧЕСКОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2071883C1 |
| СПОСОБ ДВУСТОРОННЕЙ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2448818C1 |
| Способ размерной электрохимической обработки | 1991 |
|
SU1832069A1 |
