Изобретение относится к области упаковки, в частности к устройствам для упаковки в термосклеивающийся материал штучных изделий, например секций батарей «Рубин-1.
Известны аналогичные устройства, содержащие рулонодержатель, механизм для изготовления пакетов, имеющий нагревательные прижимы, механизм для подачи изделий в пакеты и механизм для запечатывания пакетов с изделиями, имеющий нагревательные прижимы.
Предлагаемое устройство позволяет улучщить товарный вид упаковок, а также производить упаковку части изделия. Это достигается тем, что мехапизм для подачи изделий в пакеты состоит из укрепленных на конвейере пустотелых оправок для размещения па каждой из них пакета и толкателя, приводимого в возвратно-поступательное движение в осевом направлении каждой оправки и, связанного с помощью рычажных систем с фигурным поворотным сектором, имеющим для поддерживания изделий, и прижимами пакета к насадке.
Для повыщепия качества щвов пакетов нагревательные прижимы механизма для изготовления пакетов целесообразно установить с возможностью перемещения в одном направлении с оправками и сблокировать с последними и между собой с помощью пальца для фиксации оправки и одного из нагревательных прижимов, в котором образован паз для входа в него зуба другого прижима.
Нагревательные прижимы механизма для запечатывания пакетов могут быть связаны между собой посредством зубчатых секторов, один из которых имеет ролик для взаимодействия с копиром и установлены на вертикальной бесконечной цепи.
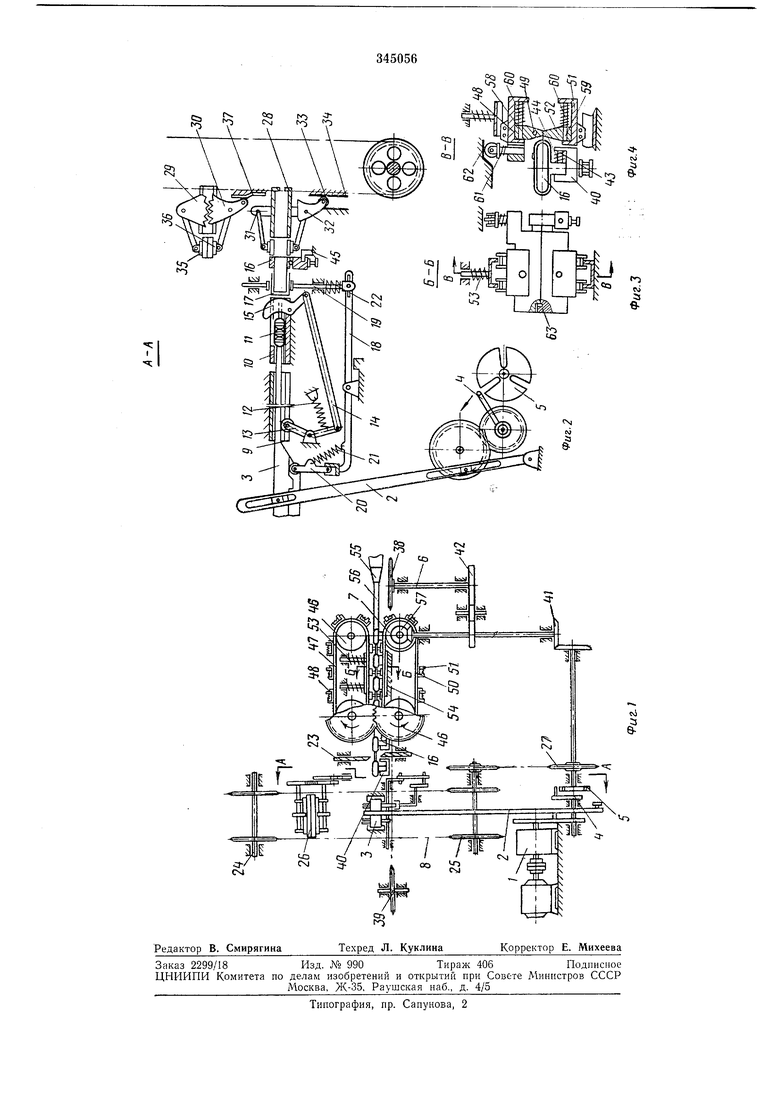
На фиг. 1 схематически изображено предлагаемое устройство; на фиг. 2 - разрез по А-А на фиг. 1; на фпг. 3- разрез по Б-5 па фиг. 1; на фиг. 4 - разрез по В-В на
фиг. 3.
Устройство содерЛ ит привод 1, который с помощью кулисного механизма 2 осуществляет возвратно-поступательное движение толкателя 3 механизма для подачи изделий в
пакеты, а с по.мощью мальтийского механизма, состоящего из водила 4 и креста 5, передает движение через валы, щестерни и звездочки на горизонтальный цепной конвейер 6 того же механизма, служащего для подачи
оправок на конвейер 7 механизма для изготовления пакетов и на вертикальный цепной конвейер 8 механизма для запечатывания пакетов с изделиями, а также на механизм вкладывания упакованной секции изделия в
Толкатель 3 перемещается в направляющих 9 и проходит через обойму 10, в которую поступают изделия 11 секции батарей «Рубип-1 из пакопителя (на чертежах не показан). К толкателю 3 прижат 12 рычаг 13 с роликом, который тягой 14 связан с сектором 15, поворачивающимся на оси, закрепленной в обойме 10. Сектор 15 служит для поддерживания контактов секции батареи «Рубин-1 при прокалывании ими дна полиэтиленового пакета и предохраняет их от изгиба. Для этого в секторе 15 имеются пазы, в которые вкладываются контакты при подаче секций из накопителя в обойму. Сектор 15 установлен в пазах на конце обоймы 10, внутренняя полость которой образует направляющую для центрирования секций батарей «Рубин- 1 с оправкой 16. На последней находится полиэтиленовый пакет 17.
Сторона сектора 15, обращенная к оправке 16, выполнена по окружности с радиусом в центре поворота для того, чтобы удерживать контакты от изгиба во время прокалывания ими дна полиэтиленового пакета (т. е. обеспечивает при прокалывании постоянный вылет контактов из направляющих пазов). Чтобы контакты всегда находились в поддерживающихся пазах при повороте сектора, контур сектора, обращенный к изделию, выполнен в виде серпа, так как длина контактов разная.
Толкатель 5 с помощью ломающихся рычагов 18 связан с верхним и нижним прижимами 19 пакета (на чертежах ломающийся рычаг верхнего прижима не показан). Планка 20 ломающегося рычага 18 имеет ролик для контакта с толкателем и пружину 21 для прижатия планки к упору рычага. Прижим 19 пружинами 22 постоянно отведен от оправки 16. Толкатель 3 с помощью рычагов (на чертеже не показаны) также связан с ножом 23 для отрезания готового полиэтиленового пакета от общей ленты.
Вертикальный конвейер 8 состоит из натяжного вала со звездочками 24, приводного вала со звездочками 25 и цепи, натянутой между ними, на которой закреплены каретки 26. Конвейер соединен с мальтийским кре-. стом 5 с помощью звездочек 27 и цепи.
Каретка 26 имеет корпус 28, на котором крепятся верхний 29 и нижний 30 зубчатые секторы, жестко сидящие соответственно на верхнем 31 и нижнем 32 валах, вращаюпиьхся в кронщтейнах корпуса 28. Нижний сектор 30 имеет ролик 33, контактирующий с направляющей 34. К верхнему валу 31 через кронштейны щарнирно присоединен нагреватель 35, а к нижнему через кронщтейн щарннрно - прижим 36. Нагреватель 35 подпружинен. Поворот нагревателя 35 и прижима 36 производится через валы 31 32 с помощью зубчатых секторов 29 и 30 и ролика 33 при наезде на направляющую 57. Поворот прижима и нагревателя способствует получению шва по высоте изделия посередине, что у.меньшает расход полиэтиленовой пленки.
Горизонтальный конвейер 6 подачи оправок состоит из приводной 38, натяжной 39 звездочек и цепи, к которой крепятся основания 40 с оправками /6. Оправки 16 представляют собой тонкостенную прямоугольную трубу, имеющую внутренние размеры чуть больще габаритов изделия. Чтобы пленка при вывертывании не порвалась, профиль трубы выполнен с плавными переходами, а кромка торца
скруглена.
Движение конвейера осуществляется от мальтийского креста 5 через конические щестерни 41 и зубчатые колеса 42. Оправка 16 устанавливается иа направляющей 43 основания 40 и прижимается пружиной 44 к одной стороне основания. Основание 40, когда пакет сваривается и прокалывается, перемещается в направляющей 45. Конвейер 7 состоит из двух бесконечных
цепей, натянутых и а звездочки 46. К верхней бесконечной цепи 47 крепятся основания 48 нагревателей 49, а к нижней бесконечной цепи 50 основания 51 конусов 52. Конвейер 7 имеет регулируемый прижим 53, прижимающий верхнюю и иижгяою цепи 47 и 50 к опоре 54.
Механизм для изготовления пакетов имеет приспособление 55 для образования желоба из полиэтиленовой пленки 56. Движение конвейера 7 осуществляется от мальтийского креста 5 через коришескне шестерни 41 н конические шестерни 57. Нагреватели 49 и конусы 52 устанавливаются соответственно иа нанравляюн1их 58 н 5 и прижимаются пружинами 60 к стенкам оснований. Основание 48 имеет подпружиненный палец 61 с роликом, который перемещается по направляющей 62. На торце нагревателя имеется паз, в который входит зуб 63 конуса 52.
Конструкция подпружиненных нагревателей 49 конусов 52 и онравок 16, которые могут перемещаться вдоль движения конвейера, позволяет при скерплении их между собой компенсировать разность шагов цепи и кинематическую неточность исполнения привода конвейера и тем самым ликвидировать возможность смещения, что необходимо при увеличении скорости изготовления и получения качественных поперечных щвов пакета.
Работает устройство следующим образом. Секция 11 батареи «Рубин-1 подается из накопителя в обойму JO, и толкатель 3 от привода / через кулисный механизм 2 продвигает секцию // к дну пакета 77, находящегося на оправке 16. При движении контакты секции батареи «Рубин-1 находятся в цазах сектора 15, который по мере движения секции 11 поворачивается вокруг оси под действием тяги 14 н рычага 13 с роликом,
находящимся в зацеплении с копиром толкателя 3, освобождая путь секции, одновременно удерживая контакты от изгиба при прокалывании нмн дна полиэтиленового пакета 17. Во время прокалывания прижимы 19, соером толкателя 3, прижимают пакет 17 к оправке 16, не давая ему возможности сместиться при прокалывании. После прокалывания пакета 17 прижимы 19 отходят до упора под действием пружин 22, сектор 15 полностью освобождает путь, и секция // входит в полость оправки 16, вывертывая пакет 17 на себя, тем самым убирая углы дна и сварочные швы внутрь чехла. Пройдя оправку 16 секция поступает в корпус 28 каретки 26, а концы пакета остаются наруже, между нагревателем 35 и прижимом 36.
В конце хода толкатель 5 через систему рычагов с помощью ножа 23 отрезает от общей ленты очередной готовый пакет. При обратном ходе толкателя 3, как только он выйдет из оправки 16, водило 4 входит в зацепление с мальтийским крестом 5, и горизонтальный конвейер 6 включаются в движение конвейер 7 и вертикальный конвейер 8. При движении вертикального конвейера 8 каретка 26 перемещается вверх, и ролик 33 по направляющей 34 наезжает на направляющую 37 и поворачивает секторы 30 и 29. Нагреватель 35 и прижим 36 сходятся и зажимают открытый конец пакета 17.
В конце хода конвейера 8 к оси движения толкателя 3 подходит следующая раскрытая каретка 26. Горизонтальный конвейер 6 при своем движении вводит оправку 16 внутрь полиэтиленового желоба, образованного приспособлением 55, для того чтобы при образовании пакета конвейером 7 стенки пленки не сходились и можно было с прижимом 19 создать натяжение пленки дна пакета при прокалывании. Одновременно конвейер 6 подает очередную оправку с готовым пакетом на позицию прокалывания.
Конвейер 7, перемещаясь, нагревателем 49 и конусом 52 захватывает полиэтиленовую пленку 56, стягивает ее с рулонодержателя и формирует пакет вокруг поданной оправки. Зуб 63 конуса 52 входит в паз нагревателя 49, а палец 61, перемещаясь по направляющей 62, входит в оправку 16; происходит фиксация нагревателя 49, конуса 52 и оправки 16. В конце обратного хода толкателя 3 сектор 15 под действие.м пружины 12 и рычага 13 с роликом, контактирующего с копиром толкателя, возвращается в первоначальное положение. Планка 20 ломающегося рычага 18 наезжает на горку копира, поворачивается, а затем под действием пружины 21 возвращается в исходное положение; в обойму 10 подается следующая секция «Рубин-1, и цикл повторяется.
Предмет изобретения
1.Устройство для упаковки в термосклеивающийся материал штучных изделий, например секций батарей «Рубин-1, содержащее рулонодержатель, механизм для изготовления пакетов, имеющий нагревательные прижимы, механизм для подачи изделий в пакеты и механизм для запечатывания пакетов с изделиями, имеющий нагревательные прижимы, отличающееся тем, что, с целью улучшения товарного вида упаковок и возможности упаковки части изделия, механизм для подачи изделий в пакеты состоит из укрепленных на конвейере пустотелых оправок для размещения на каждой из них пакета и толкателя, приводи.мого в возвратно-поступательное движение в осевом 1 аправлении каждой оправки и связанного с помощью рычажных систем с фигурным поворотным сектором, имеющим пазы, для поддерживания изделий, и прижимами пакета к насадке.
2.Устройство по п. 1, отличающееся тем, что, с целью повышения качества швов пакетов, нагревательные прижимы механизма
5 для изготовлення пакетов установлены с возможностью неремещення в одном направлении с оправками и сблокированы с последними и между собой с помощью пальца для фиксации оправки и одного из нагревательных прнжимов, в которо.м образован паз для входа в него зуба другого прижима.
3.Устройство по пп. I и 2, отличающееся тем, что нагревательные прижимы механизма для запечатывания пакетов связаны между
5 собой посредством зубчатых секторов, один нз которых и.меет ролик для взаимодействия с копиром, и установлены на вертикальной бесконечной цепи.

| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм для подачи изделий в пакеты к устройствам для упаковки в термосклеивающийся материал штучных изделий | 1972 |
|
SU442114A1 |
| Устройство для упаковки штучных изделий в пакет из термосклеивающегося материала | 1975 |
|
SU537896A1 |
| Устройство для упаковки штучных изделий в термосклеивающийся пакет | 1974 |
|
SU520294A1 |
| Устройство для запечатывания пакетов из термопластичного материала | 1974 |
|
SU538944A1 |
| Способ упаковкий | 1974 |
|
SU591357A2 |
| Автомат для изготовления пакетов из ленточного термосклеивающегося материала и наполнения их сыпучим продуктом | 1991 |
|
SU1794039A3 |
| Устройство для завертывания прямоугольных предметов | 1976 |
|
SU644669A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБОК И УПАКОВКИ В НИХ ШТУЧНЫХ ИЗДЕЛИЙ ГРУППАМИ | 1965 |
|
SU172673A1 |
| Зубошлифовальный станок | 1987 |
|
SU1581488A1 |
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1983 |
|
SU1164797A1 |