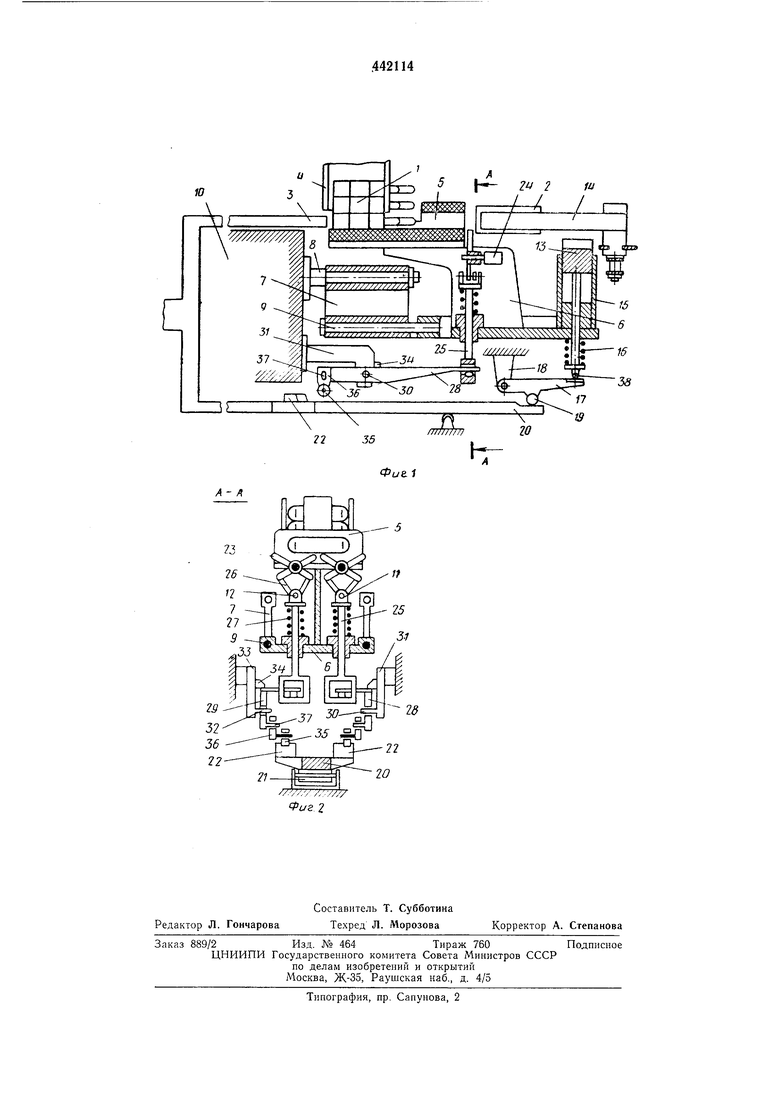
Изобретение относится к упа ковке. Известен механизм для подачи изделий в пакеты к устройствам для упаковки в те|рмосклеивающийся материал штучных изделий, например секций батарей «Рубин-1, содержащий толкатель для изделий и цепь с пустотелой оправкой для пакетов. Предлагаемый механизм уменьшает расход термосклеивающегося материала и улучшает Качество упаковки. Достигается это тем, что механизм имеет калибровочное окно и направляющие захваты, установленные на щарнирно подвешенной .раме, а оправка жестко укреплена на цепи и соединена посредством вилки, рычага и копира с толкателем. На фиг. 1 схематично изображен предлагаемый механизм; на фиг. 2 - разрез по А-А на фиг. 1. Механизм для подачи изделий 1 в пакеты 2 к устройствам для упаковки в термосклеивающийся материал штучных изделий, например секций батарей «Рубин-1, содержит толкатель 3, магазин 4 для изделий 1, калибровочное окно 5, выполненное из фибропласта и предназначенное для сглаживания выступающей за габариты изоляционной смолки, а также для поджатия коммутационных проводов на секции, если они отошли от корпуса, и для выравнивания изделий внутри секции одно относительно д ругого. Рама G при помощи подвесок 7 и осей 8 и 9 прикреплена к корпусу 10 механизма для подачи изделий так, что она может перемещаться в горизонтальной плоскости. На раме 6 расположены два направляющих захвата 11 и 12. Захват 11 предназначен для длинного отрицательного токоотвода -секции батарей «Рубин-1, захват 12 - для короткого положительного токоотвода секции. На раме 6 установлена вилка 13, профиль которой соответствует профилю пустотелой оправки 14. Пустотелая оправка 14, на которой формируется полиэтиленовый пакет 2, жестко закреплена на цепи конвейера подачи пакетов (на чертежах не показан). Вилка 13 -служит для фиксации положения рамы 6 с калибровочным окном 5 и направляющими захватами 11 и 12 строго по оси пустотелой оправки 14,компенсируя колебания последней. Вилка 13 удерживается от вращения направляющей 15.Пружина 16 служит для поджатия вилки 13 к рычагу 17, вращаюш;емуся в кронщтейне 18 и имеющему ролик 19, находящийся в контакте с копиром 20, жестко соединенным с толкателем 3. Копир 20 может перемещаться по ролику ,21 и имеет горку 22 для захвата 11. Захваты 11 и 12 имеют поворотные губки 23, которые при сжатии имеют между собой зазор 1,5-2 мм и вращаются вокруг осп 24, зак1репленной на раме 6; стержень 25, тяги
26, соединяющие губки 23 со стержнем 25, и пружину 27, удерживающую губки 23 в раскрытом положении.
В стержень 25 захвата 11 входит рычаг 28, а в стержень 25 захвата 12 - рычаг 29. Рычаг 28 закреплен на оси 30, смонтированной на кронштейне 31, а рычаг 29 - на оси 32, смонтированной на кронштейне 33. Кронштейны 31 и 33 закреплены на корпусе 10 и имеют упоры 34 для Олраничения поворота рычагов 28 и 29 вокруг осей 30 и 32 под действием пружины 27.
На конце рычагов 28 и 29 установлены ролики 35 с планками 36, вращающимися вокруг осей 37, закрепленных на рычагах 28 и 29. Планка 36 с роликом 35 установлена так, что может вращаться вокруг оси 37 только в сторону холостого хода толкателя 3, что облегчает работу захватов 11 и 12, так как при обратном ходе копира 20 они не срабатывают от прохождения горки 22.
Для свободного перемещения рамы 6 с калибровочным окном 5, направляющими захватами И и 12, вилкой 13 в горизонтальной плоскости контакт вилки 13 и стержней 25 с рычагами 17, 28 и 29 производится через шарики 38.
Работает механизм следующим образом.
Толкатели 3, перемещаясь к оправке 14 с пакетом 2, захватывает изделие 1, находящееся в магазине 4, и вводит его в калибровочное окно 5.
Вместе с толкателем 3 движется копир 20. Ролик 19, обкатываясь по копиру 20, поднимает рычаг 17, вилка 13, сжимая пружину 16, контактирует с наружной поверхностью оправки 14, устанавливая и фиксируя раму 6 вместе с калибровочным окном 5 и направляющими захватами 11 и 12 по оси пустотелой оправки 14. Когда конец отрицательного токоотвода секции батареи «Рубин-1 выходит из калибровочного окна 5, горка 22 копира 20 наезжает на ролик 35 рычага 28. Последний, поворачиваясь вОК|руг оси 30, опуекает стержень 25 захвата 11, пружина 27 сжимается, и губки 23 при помощи тяг 26 закрываются. Продолжая перемещаться под действием толкателя 3, секция батареи своим отрицательным токоотводом прокалывает дно пакета 2.
При выходе из калибровочного окна 5 положительного токоотвода горка 22 копира 20 через ролик 35 рычага 29 опускает стержень 25 захвата 12. Губки 23 захвата 12 ловят положительный токоотвод, направляют перпендикулярно дну пакета 2 и удерживают его в таком положении во В|ремя прокалывания им дна пакета 2. После прокалывания дна пакета 2 гоока 22 опускает ролики 35 рычагов 28 и 29, стержни 25 направляющих захватов 11 и 12 под действием пружин 27 поднимаются, а губки 23 направляющих захватов И и 12 раскрываются, пропуская секцию батареи в пустотелую оправку 14. Секция батареи, выравненная со сглаженной смолкой и прижатыми к корпусу после прохождения калибровочного окна 5 коммутационными проволочка.ми, входит в пустотелую оправку 14, проходит через нее, вывертывая пакет 2 на себя, вкладывается толкателем 3 в механизм запечатывания пакетов с изделием. Толкатель 3 возвращается в исходное положение. Горка 22 и рычаг 28 при движении копира 20 назад отклоняют ролики 35 рычагов 28 и 29, поворачивая их вок|руг осей 37.
Рычаг 17, контактируя роликом 19 с копиром 20, отходит, и пружина 16, разжимаясь, выводит вилку 13 из зацепления с пустотелой оправкой 14. Цикл работы механиз-ма для подачи изделий в пакеты закончен.
Затем секция батарей «Рубин-1, вложенная в пакет, заваривается .нагревательными прижимами механизма запечатывания пакетов и вкладывается специальным механизмом в бумажный футляр.
Предмет изобретения
Механизм для подачи изделий в пакеты к устройствам для упаковки в термосклеивающийся материал штучных изделий, например секций батарей «Рубин-1, содержащий толкатель для изделий и цепь с пустотелой оправкой для пакетов, отличающийся тем, что, с целью уменьшения расхода термосклеивающегося материала и улучшения качества упаковки, он имеет калибровочное окно и направляющие захваты, установленные на шарнирно подвешенной раме, а оправка жестко укреплена на цепи и соединена посредством вилки, рычага и копира с толкателем.
А- А
/,/ /////// Фиг 2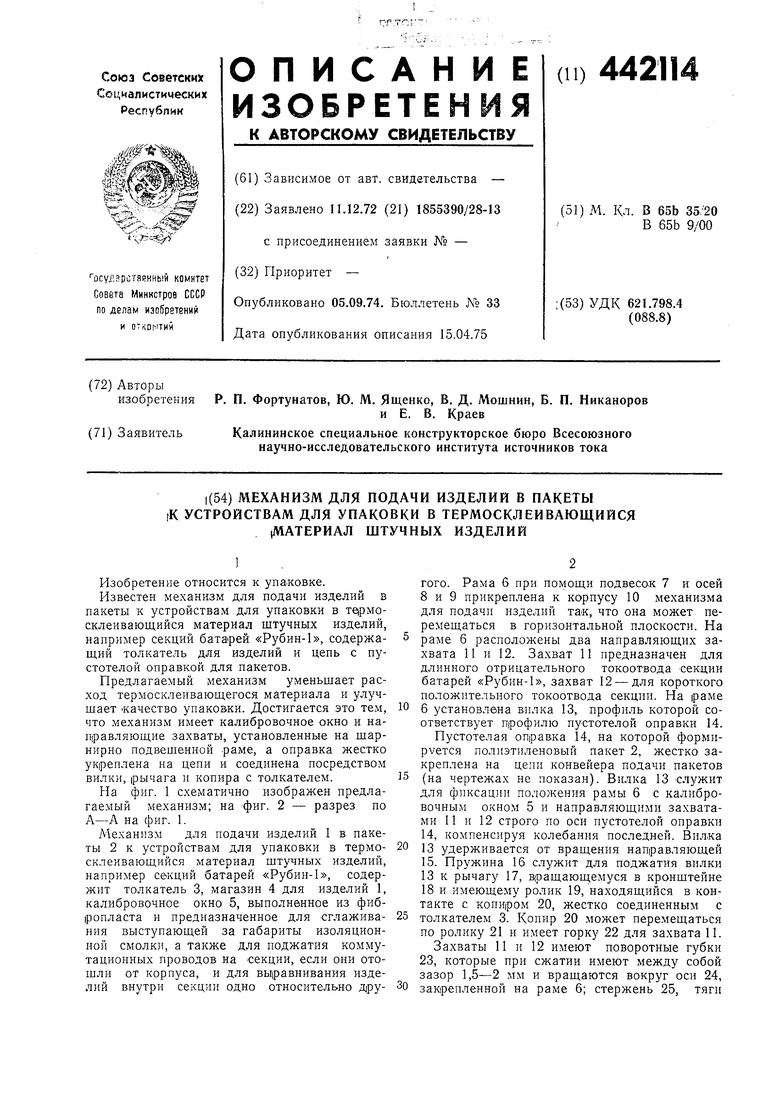
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для УПАКОВКИ в ТЕРМОСКЛЕИВАЮ11^ИЙС^^'^'''"ЗТГ?;д | 1972 |
|
SU345056A1 |
| Устройство для упаковки штучных изделий в пакет из термосклеивающегося материала | 1975 |
|
SU537896A1 |
| Устройство для упаковки штучных изделий в термосклеивающийся пакет | 1974 |
|
SU520294A1 |
| Устройство для подачи предметов | 1976 |
|
SU602414A1 |
| Автоматическое устройство для сборки секций первичных галетных батарей чашечной конструкции | 1972 |
|
SU446922A1 |
| Способ упаковкий | 1974 |
|
SU591357A2 |
| Устройство для подвода конца токоотвода к клеммной панели первичной батареи галетного типа | 1974 |
|
SU519798A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 1996 |
|
RU2096280C1 |
| Устройство для упаковывания изделий в термосклеивающуюся пленку | 1985 |
|
SU1303494A1 |
| Устройство для завертывания штучных изделий | 1979 |
|
SU787273A1 |