2
(Л
00
4; 01
ю
О5
Изобретение относится к области трубопрокатного ппоизводства, в частности холодной прокатки труб в двух возвратно-первмещаемых последовательно установленных обжимной валковой и калибрующей роликовой клетях.
Известны способы холодной прокатки труб, в которых обжатие трубной заготовки в валках осуществляют одновременно с калибровкой в роликах при возвратно-поступательном перемещении валков и роликов в одном направлении как при прямом, так и при обратном ходах валков и роликов.
Недостатком такого способа является то, что осевому смещению прокатываемой трубы вследствие обжатия валками препятствует зажатый между калибрующими роликами и оправкой передний конец заготовки трубы.
В результата при прокатке труб образуется гармошка, т.е. снижается качество прокатываемых труб. Во время обжатия в валках и калибровки в роликах при обратном ходе клетей на прокатываемую трубу действуют осевые сжимающие нагрузки,, снижая устойчивость прокатываемой трубы
С целью устранения указанных недостатков и повьшения качества прокатываемых труб путем их деформации в условиях осевого растяжения обжатие в валках и калибровку в роликах по предлагаемому способу производят поочередно при перемещении валков и роликов в разные стороны, причем при встречном перемещении их осуществляют обжатие в валках, а при противоположном - калибровку в роликах.
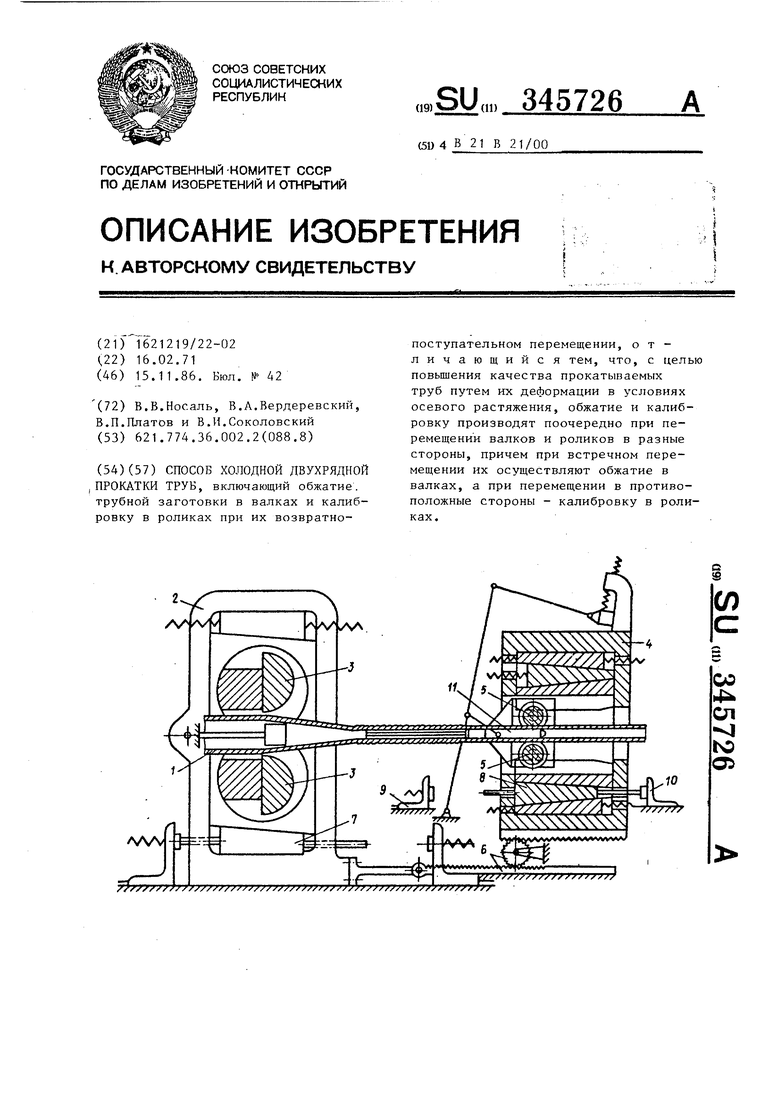
На чертеже представлена схема р утцествления предлагаемого способа
Трубная заготовка 1 прокатываетс в двух последовательно расположенны рабочих клетях - валковой 2, где призводят обжатие заготовки валками 3, и роликовой 4, где производят калибровку заготовки роликами 5.
Валковая клеть получает возвратно-поступательное- перемещение от шатунов (на чертеже не показаны), а роликовая клеть - от валковой клети с помощью реечной передачи 6 или любого другого устройства, обеспечивающего движение роликов клети в сторону, противоположную движению валковой клети. Как валковая, так и роликовая клети благодаря наличию клиновых устройств 7 и 8, а также стационарных: упоров 9 и 10 совершают обжатие в валках 3 и калибровку в роликах 5 поочередно при перемещении валков и роликбв в разные стороны.
При рабочем ходе валковой клети 2 роликовая клеть 4 перемещается ей навстречу, при этом происходит только обжатие заготовки в валках, я при холостом ходе валковой клети роликовая клеть совершает движение в сторону, противоположную валковой и при этом происходит только калибровка заготовки в роликах 5.
В предлагаемом способе калибры валков не имеют калибровочно-полировочного участка и полностью используются в качестве обжимных. Калибровка толщины стенки заготовки, раскатка и полировка ее осуществляется роликами роликовой клети на цилиндрической оправке 11.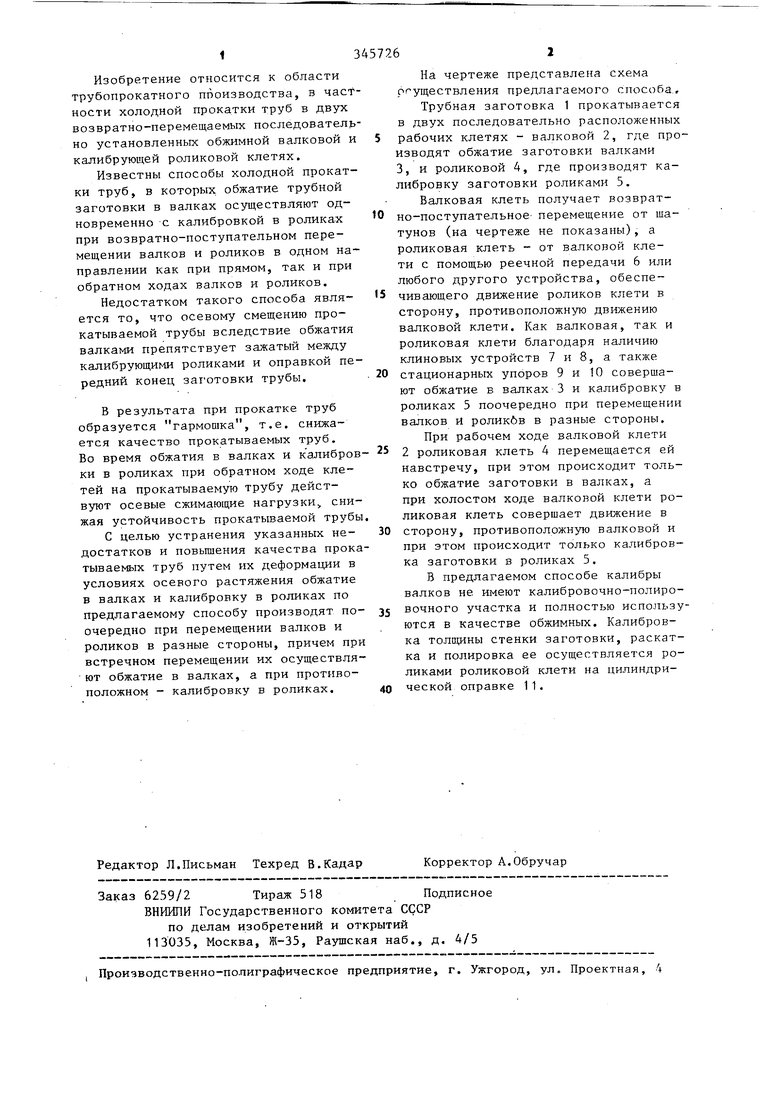
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ХОЛОДНЫМ ПИЛЬГЕРОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2205075C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| Способ изготовления винтовых пружин | 1977 |
|
SU686805A1 |
| Способ периодической холодной прокатки труб | 1984 |
|
SU1189520A1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| Способ периодической прокатки труб | 1979 |
|
SU825214A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2133161C1 |
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2436640C1 |
| Способ холодной прокатки труб и стан для его осуществления | 1985 |
|
SU1346282A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2504448C1 |
СПОСОБ ХОЛОДНОЙ ДВУХРЯДНОЙ ПРОКАТКИ ТРУБ, включающий обжатие, трубной заготовки в валках и калибровку в роликах при их возвратно-поступательном перемещении, отличающийся тем, что, с целью повьщ1ения качества прокатываемых труб путем их деформации в условиях осевого растяжения, обжатие и калибровку производят поочередно при перемещении валков и роликов в разные стороны, причем при встречном перемещении их осуществляют обжатие в валках, а при перемещении в противоположные стороны - калибровку в роликах.