Известна литейная форма, включающая литниковую чашу, стояк, зумпф, коллектор и питатели. Однако известная форма не обесиечивает плавного заполнения ее металлом, поскольку в первоначальный момент заполнения формы металл движется по стояку с большой скоростью, равной скорости свободного падения расплава и возрастающей с увеличением высоты стояка.
Предлагаемая литейная форма отличается тем, что она снабжена приводным поршнем, установленным внутри стояка и имеющим газоотводящие каналы. Это повышает плавность заполнения формы металлом и позволяет регулировать скорость его движения.
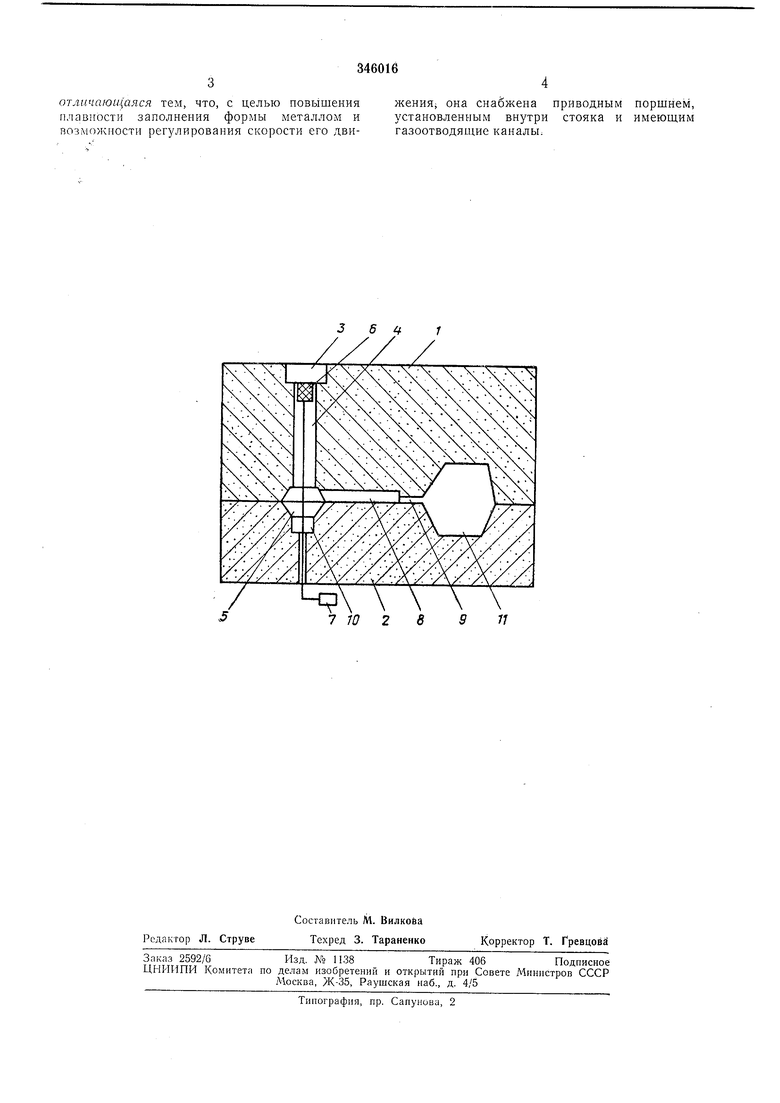
На чертеже схематически изображена описываемая литейная форма.
Она состоит из верхней 1 и нижней 2 полуформ, заливочной чаши 5, стояка 4, зумпфа 5, поршня 6, имеющего возможность ири помощи привода 7 перемещаться внутри стояка 4, коллектора 8 и питателей 9. В нижней полуформе 2 иод зумпфом 5 выполнена полость W, в которую перемещается поршень 6, занимая в ней крайнее нижнее положение.
После заполнения заливочной чаши 3 металлом, поршень 6 с помощью привода 7 опускается с заданной скоростью по стояку 4 В полость 10. Одновременно с двил ением поршня 6 по стояку 4 начинает двигаться
жидкий металл, плавно опускаясь в зумпф 5, а затем по коллектору 8 и питателям .9 поступает Б рабочую полость 11. После заполнения формы и извлеченпя отливки порщепь 6 вновь
устанавливают в верхнюю часть стояка, и процесс заливки повторяется.
Поршень 6 изготавливают из графита, металла или другого огнеупорного материала. Для уменьшения теилоотдачи и исключешит
применения металла верхнюго поверхность поршня покрывают огнеупорньвг покрытием. Для облегчения удаления воздуха и газов, образующихся в стояке 4, иоршепь изготавливают из пористого огнеупорного материала
или же в нем выполняют газоотводян ие каналы. Поршень 6 может перемещаться ручным, механическим, пневматпческим или другими видами приводов. Для предотвращения обвала стенок песчаных форм во время днижения порщня 6 по стояку 4 поверхность стояка можно выполнять из смеси повьпиепной прочности или покрывать специальной краской. Для уменьн1ения треипя поргпнл 6 о стенки металлических форм их можно покрывать слоем смазки.
Предмет изобретения
отличающаяся тем, что, с целью повышения плавности заполнения формы металлом и возможности регулирования скорости его движения; она снабжена приводным поршнем, установленным внутри стояка и имеюшим газоотводящие каналЫ:
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система | 1982 |
|
SU1069925A1 |
| ЛИТНИКОВАЯ СИСТЕМА С ЗУМПФ-ВСТАВКОЙ | 2013 |
|
RU2557037C2 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЁНОЧНЫХ ФОРМАХ НА КОНВЕЙЕРЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2703078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ОТЛИВКИ | 2016 |
|
RU2634108C1 |
| Литейная форма пробы для определения объемной усадки сплавов | 1989 |
|
SU1694317A1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| Ступенчатая литниковая система для стопочной заливки форм | 1986 |
|
SU1366279A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| ЛИТНИКОВАЯ СИСТЕМА | 2008 |
|
RU2405650C2 |
11
