Изобретение относится к литейному производству, а именно, к изготовлению отливок в литейных формах, полученных методом вакуумно-плёночной формовки, располагаемых во время заливки в непосредственной близости друг к другу, в частности, на конвейере.
Известен способ изготовления отливок в вакуумно-пленочных формах на конвейере, включающий в себя нанесение синтетической плёнки на модель и подмодельную плиту, шарнирное соединение опок между собой промежуточными пластинами в конвейер, снабжение устройства конвейером коробов с подвижными приводными днищами, засыпку в опоки песка и вакуумирование опок, сборку полуформ в форму, подачу под заливку из заливочного ковша и удаление отливок после охлаждения отдельным конвейером (см. RU 2020025 C1, опубл. 30.09.1994).
Известно изготовление отливок в вакуумно-плёночных формах на конвейере, принятое в качестве наиболее близкого аналога, включающее в себя сборку литейных форм путём соединения и скрепления полуформ, полученных методом вакуумно-плёночной формовки, размещение литейных форм на конвейере путём их установки на рольганге с роликами впритык с ранее установленной литейной формой, подачу литейных форм под заливку расплавленным металлом, заливку литейных форм из заливочного ковша, охлаждение отливок в развакуумированных формах (см. RU 2044592 C1, опубл. 27.09.1995).
Техническая проблема, присущая известным техническим решениям, заключается в отсутствии технологических операций по защите в процессе заливки от попадания брызг расплавленного металла на поверхность литейной формы, ожидающей заливки. От воздействия горячих брызг покрывающая литейную форму плёнка легко разрушается, вызывая разгерметизацию и локальные обвалы, что может ухудшить качество изготавливаемой отливки.
Техническим результатом изобретения является повышение качества отливок, изготавливаемых в вакуумно-плёночных формах на конвейере.
Указанный технический результат достигается тем, что в способе изготовления отливок в литейных формах на конвейере, включающем в себя сборку литейных форм путём соединения полуформ, полученных методом вакуумно-плёночной формовки, установку литейных форм на конвейере, подачу литейных форм под заливку расплавленным металлом, заливку литейных форм из заливочного ковша, охлаждение и удаление отливок, в отличие от наиболее близкого аналога, на время заливки каждой литейной формы между литейной формой, расположенной под заливочным ковшом, и смежной литейной формой, расположенной на позиции ожидания заливки, размещают подвижный защитный элемент.
В предпочтительной форме реализации изобретения в процессе подачи литейных форм под заливку подвижный защитный элемент поднимают.
В частных формах реализации изобретения подвижный защитный элемент размещают между литейными формами путём его вращательного движения вокруг оси шарнира.
В частных формах реализации изобретения подвижный защитный элемент размещают между литейными формами путём его возвратно-поступательного перемещения по направляющим.
В частных случаях реализации изобретения перед подачей литейной формы под заливку на поверхность литейной формы, расположенной на позиции ожидания заливки, наносят слой песка.
Размещение на время заливки подвижного защитного элемента между заливаемой и ожидающей заливки литейными формами позволяет надёжно оградить синтетическую плёнку, нанесённую на поверхность литейной формы, ожидающей заливки, от попадания брызг расплавленного металла со стороны заливочного ковша, а также из выпоров и стояка заливаемой литейной формы. Тем самым, исключается разгерметизация каждой ожидающей заливки литейной формы, что обеспечивает повышение качества изготавливаемых отливок.
Нанесение слоя песка в качестве защитного огнеупорного слоя на поверхности ожидающей заливки литейной формы обеспечивает дополнительную степень защиты синтетической плёнки.
Во время подачи каждой литейной формы под заливку, по завершении заливки очередной литейной формы, подвижный защитный элемент поднимают с целью беспрепятственного перемещения относительно друг друга литейных форм на конвейере и заливочного устройства.
Известна оснастка для изготовления отливок в вакуумно-плёночных формах на конвейере, содержащая роликовый конвейер и установленные на роликах впритык друг к другу литейные формы, собранные из полуформ, полученных методом вакуумно-плёночной формовки, при этом боковые стенки опок выполнены съёмными для установки вместо них общей газопроницаемой стенки, обеспечивающей распространение разрежения во все формы по общему коллекторному каналу (см. RU 2044592 C1, опубл. 27.09.1995).
Известна автоматическая литейная линия изготовления отливок вакуумной формовкой, принятая в качестве наиболее близкого аналога, содержащая расположенные в технологической последовательности устройства вакуумно-плёночной формовки, подачи литейных форм под заливку расплавленным металлом, заливки литейных форм металлом, охлаждения и удаления отливок, связанные транспортной системой с тележками и опоками (см. а. с. СССР №975202, опубл. 23.11.82).
Техническая проблема, присущая известным техническим решениям, заключается в отсутствии конструктивных элементов, защищающих поверхность литейной формы, ожидающей заливки, от попадания брызг расплавленного металла в процессе заливки. Синтетическая плёнка, покрывающая литейную форму, разрушается под воздействием брызг металла, происходит частичная разгерметизация литейной формы, влекущая ухудшение качества изготавливаемой отливки.
Техническим результатом изобретения является повышение качества отливок, изготавливаемых в вакуумно-плёночных формах на конвейере.
Указанный технический результат достигается тем, что в устройстве изготовления отливок в литейных вакуумно-плёночных формах на конвейере, содержащем расположенные в технологической последовательности устройства для вакуумно-плёночной формовки, конвейер для подачи литейных форм под заливку металлом, заливочное устройство с заливочным ковшом, устройства для охлаждения и выбивки отливок, в отличие от наиболее близкого аналога, на заливочном устройстве закреплён подвижный защитный элемент для его размещения между литейной формой, расположенной под заливочным ковшом, и смежной литейной формой, расположенной на позиции ожидания заливки.
В предпочтительной форме реализации подвижный защитный элемент выполнен в виде плоского листа из жаропрочного материала.
В частных формах реализации подвижный защитный элемент закреплён на заливочном устройстве шарнирным соединением с возможностью его вращательного движения вокруг оси шарнира.
В частных формах реализации подвижный защитный элемент закреплён на заливочном устройстве в направляющих с возможностью его возвратно-поступательного перемещения по направляющим.
Закрепление на заливочном устройстве подвижного защитного элемента для его размещения между заливаемой и ожидающей заливки литейными формами позволяет защитить от попадания брызг, исходящих из выпоров и стояка заливаемой формы на поверхность со стороны контрлада ожидающей заливки смежной литейной формы. Тем самым обеспечивается сохранность и целостность плёнки, покрывающей литейную форму, расположенную на позиции ожидания заливки, исключается её разгерметизация и локальные обвалы, снижается брак отливок.
Выполнение подвижного защитного элемента в виде листа из жаропрочного материала обеспечивает надёжную защиту от брызг металла посредством простого малозатратного конструктивного решения.
Предлагаемое изобретение поясняется схемой.
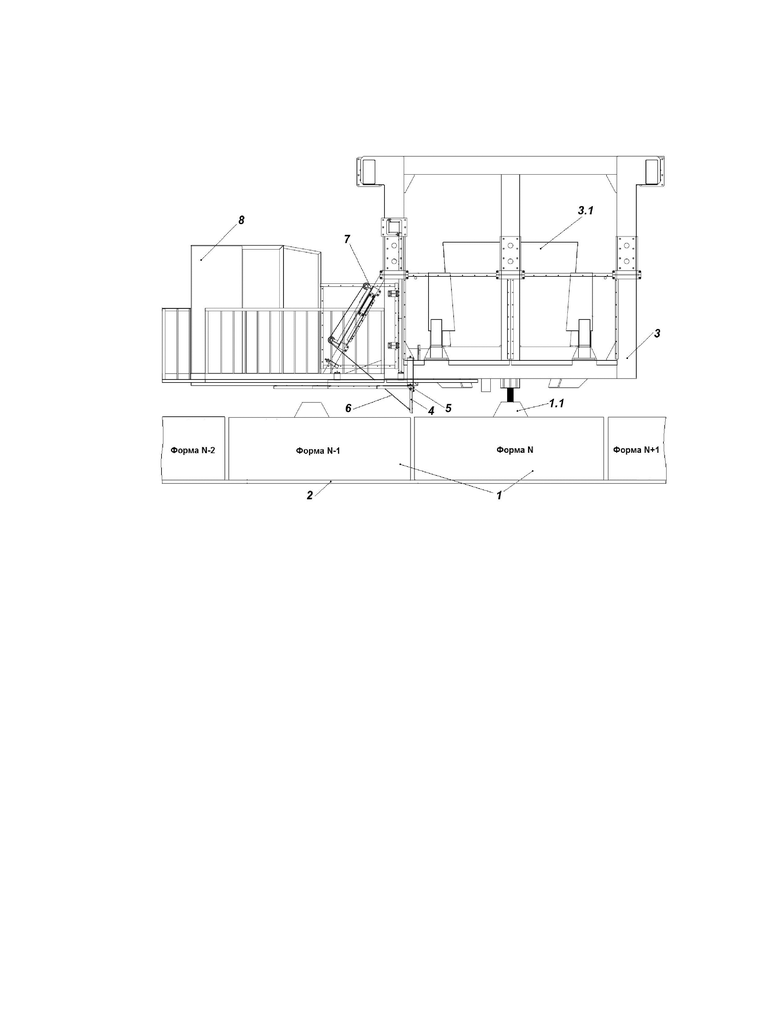
Литейные формы 1 с чашами (или воронками) 1.1 для подачи жидкого расплавленного металла при заливке установлены на конвейере 2, который перемещает литейные формы 1 относительно заливочного устройства 3. Возможна также форма реализации изобретения, при которой заливочное устройство 3 перемещается над литейными формами 1. На заливочном устройстве 3 установлен стопорный ковш 3.1.
К нижней части заливочного устройства 3 прикреплён подвижный защитный элемент 4, выполненный в виде листа из жаропрочного материала, например, из жаропрочной стали. Крепление подвижного защитного элемента 4 может осуществляться шарнирным соединением 5. В данной конструкции предусмотрен трос 6 и система противовесов 7, которые могут быть для удобства размещены со стороны кабины 8 оператора заливочного устройства 3. Возможна также форма реализации изобретения, при которой подвижный защитный элемент 4 закрепляют на заливочном устройстве 3 в направляющих для возвратно-поступательного перемещения подвижного защитного элемента 4 по принципу щиберной задвижки.
Для исключения попадания брызг металла на поверхность литейной формы, покрытой синтетической плёнкой, подвижный защитный элемент 4 выполняют шириной, не менее ширины литейных форм 1. При этом нижняя кромка подвижного защитного элемента 4 в отвесном положении должна располагаться вблизи уровня поверхностей литейных форм 1, на расстоянии не менее 10 мм, таким образом, чтобы обеспечивался беспрепятственный подъём защитного элемента после завершения заливки.
Работает предложенное изобретение следующим образом.
На модель отливки накладывают синтетическую плёнку. Устанавливают опоку на модельную плиту, засыпают в опоку сыпучий формовочный материал – песок. Герметизируют полуформу со стороны контрлада путём наложения покровной плёнки, после чего осуществляют вакуумирование. Готовые полуформы собирают в литейные формы 1. Размещают литейные формы 1 на конвейере 2.
Для обеспечения более надёжного предохранения литейной формы от брызг расплавленного металла дополнительно может выполняться известная из уровня техники операция нанесения песка на поверхность литейной формы, ожидающей заливку на конвейере.
Затем осуществляют подачу литейных форм 1 под заливку путём перемещения заливочного устройства 3 над литейными формами 1, либо путём перемещения литейных форм 1 на конвейере 2 под заливочное устройство 3.
При расположении поданной под заливку литейной формы 1 в рабочем положении «Форма N», в котором чаша 1.1 располагается под стаканом стопорного ковша 3.1, относительное перемещение литейных форм 1 и заливочного устройства 3 прекращается. Перед началом процесса заливки подвижный защитный элемент 4 размещают между заливаемой литейной формой 1 в рабочем положении «Форма N» и литейной формой 1 в положении ожидания заливки «Форма N-1». Для этого при помощи троса 6 и системы противовесов 7 подвижный защитный элемент 4 поворачивают вокруг оси шарнира 5 и устанавливают в отвесное положение.
Далее производят заливку литейной формы 1 струёй расплавленного металла, поступающей из стопорного ковша 3.1. В процессе заливки металла в литейную форму и по мере её заполнения, искры и брызги металла, разлетающиеся от струи, истекающей из стопорного ковша 3.1, а также из выпоров и стояка заливаемой литейной формы 1, попадают на подвижный защитный элемент 4, который препятствует их попаданию на поверхность литейной формы 1 в положении ожидания заливки «Форма N-1». Тем самым, синтетическая плёнка, покрывающая литейную форму 1, остаётся сохранной, что способствует повышению качества отливок.
По завершении процесса заливки производят подачу под заливку очередной литейной формы 1. Залитая металлом литейная форма 1 из рабочего положения «Форма N» перемещается в положение «Форма N+1». Для беспрепятственного взаимного перемещения литейных форм 1 на конвейере 2 и заливочного устройства 3 в процессе поочерёдной заливки форм и других операций, связанных с изменением местоположения форм и заливочного устройства, на время подачи литейных форм под заливку подвижный защитный элемент 4 поднимают.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ В ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМЕ | 2018 |
|
RU2708035C1 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| Способ получения отливок | 1990 |
|
SU1766588A1 |
| Автоматическая линия вакуумной формовки | 1982 |
|
SU1096033A1 |
| Способ изготовления литейной формы методом вакуумно-пленочной формовки и прокалывающий элемент для его реализации | 2018 |
|
RU2684519C1 |
| Установка для поточного литьяпО ВАКууМ-пРОцЕССу | 1979 |
|
SU852445A1 |
| СПОСОБ ВЫПОЛНЕНИЯ ГАЗООТВОДНЫХ КАНАЛОВ В ЛИТЕЙНОЙ ФОРМЕ | 2019 |
|
RU2704776C1 |
| Литейная линия | 1989 |
|
SU1620209A1 |
| Способ получения отливок | 1985 |
|
SU1266644A1 |
Изобретение относится к литейному производству. Литейные формы (1) изготавливают на конвейере (2) из сыпучего формовочного материала методом вакуумно-плёночной формовки. Перед заливкой металлом между поданной под заливку литейной формой (N) и ожидающей заливки литейной формой (N-1) размещают подвижный защитный элемент (4). Подвижный защитный элемент выполняют в виде листа из жаропрочного материала и закрепляют на заливочном устройстве (3). Обеспечивается повышение качества и предупреждение брака отливок. 2 н. и 7 з.п. ф-лы, 1 ил.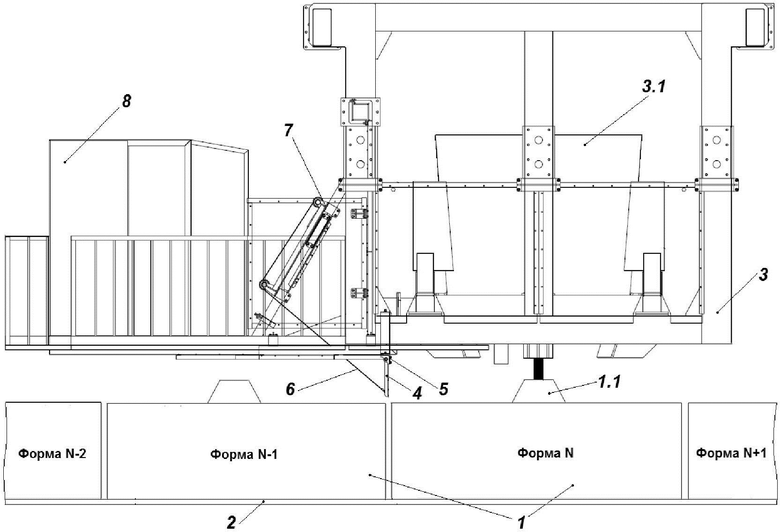
1. Способ изготовления отливок в вакуумно-плёночных формах на конвейере, включающий сборку литейных форм путём соединения полуформ, полученных методом вакуумно-плёночной формовки, установку литейных форм на конвейере, подачу литейных форм под заливку расплавленным металлом, заливку литейных форм из заливочного ковша, охлаждение и удаление отливок, отличающийся тем, что перед началом заливки между каждой поданной под заливку литейной формой и ожидающей заливку литейной формой на время заливки размещают подвижный защитный элемент.
2. Способ по п. 1, отличающийся тем, что подвижный защитный элемент выполняют в виде листа из жаропрочного материала.
3. Способ по п. 1, отличающийся тем, что подвижный защитный элемент закрепляют на заливочном устройстве шарнирным соединением и размещают между литейными формами путём его вращательного движения вокруг оси шарнира.
4. Способ по п. 1, отличающийся тем, что подвижный защитный элемент закрепляют на заливочном устройстве в направляющих и размещают между литейными формами путём его возвратно-поступательного перемещения по направляющим.
5. Способ по п. 1, отличающийся тем, что на время подачи литейных форм под заливку подвижный защитный элемент поднимают.
6. Устройство для изготовления отливок в вакуумно-плёночных формах на конвейере, содержащее расположенные в технологической последовательности устройства для вакуумно-плёночной формовки, конвейер для подачи литейных форм под заливку металлом, заливочное устройство с заливочным ковшом, устройства для охлаждения и удаления отливок, отличающееся тем, что на заливочном устройстве закреплён подвижный защитный элемент, выполненный с возможностью его размещения между литейной формой, расположенной под заливочным ковшом, и смежной литейной формой, расположенной на позиции ожидания заливки.
7. Устройство по п. 6, отличающееся тем, что подвижный защитный элемент выполнен в виде плоского листа из жаропрочного материала.
8. Устройство по п. 6, отличающееся тем, что подвижный защитный элемент закреплён на заливочном устройстве шарнирным соединением с возможностью его вращательного движения вокруг оси шарнира.
9. Устройство по п. 6, отличающееся тем, что подвижный защитный элемент закреплён на заливочном устройстве в направляющих с возможностью его возвратно-поступательного перемещения по направляющим.
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ НА КОНВЕЙЕРЕ | 1991 |
|
RU2044592C1 |
| Автоматическая литейная линия изготовления отливок вакуумной формовкой | 1981 |
|
SU975202A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| US 5354414 A1, 11.10.1994. | |||

