Известен способ образования соединительного узла пространственно расположенных стержней по основному авт. св. № 224770, заключающийся в том, что концы стержней собирают при помощи формы в виде клиновых вставок таким образом, что образуется общее плавильное пространство. Недостатком способа является возможность зашлаковки и сложность обеспечения уплотнения между частями формы i кон,ал1и свариваемы.; стержней для предотвращения вытекания наплавляемого металла.
С целью повыщения качества сварного соединения и производительности за счет предупреждения защлаковок путем вытекания шлака из плавильного пространства по предлагаемому способу части формы, распололсенные между стыкуемыми стержнямн, устанавливают с зазором относительно боковых новерхностей концов свариваемых стержней и выполняют охлаждаемыми.
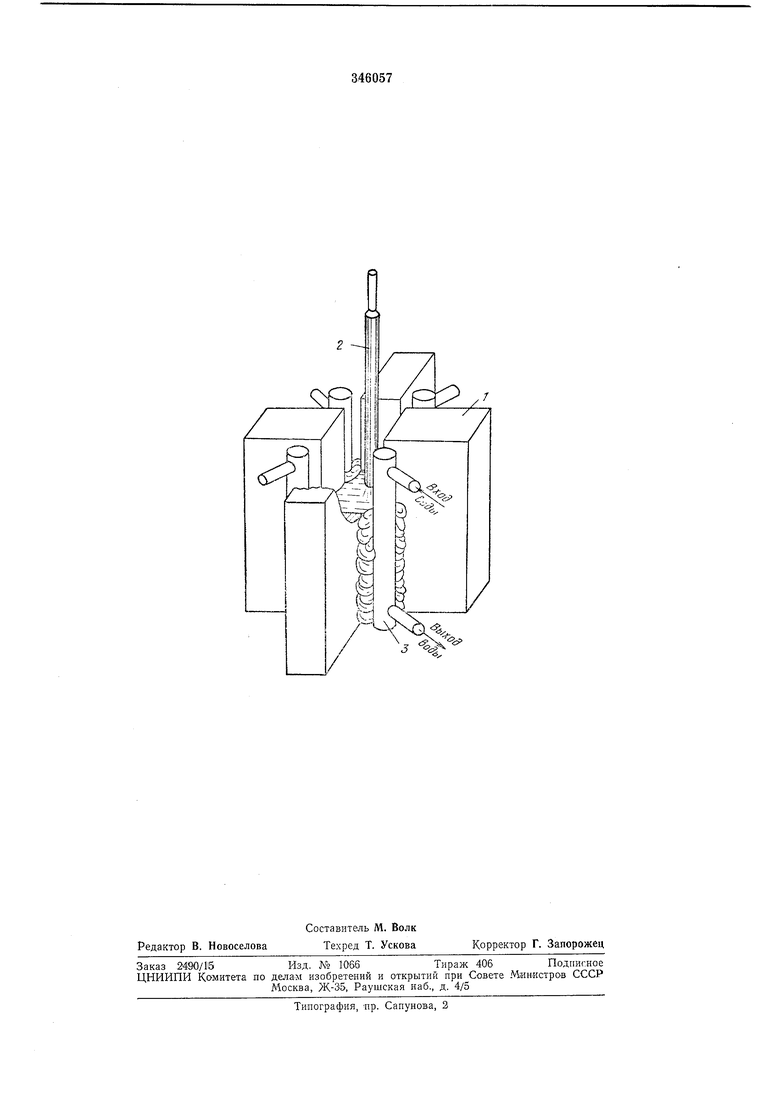
На чертеже представлена схема, поясняющая предлагаемый способ. Концы пространственно расположенных стержней / образуют плавильное пространство, заполняемое в процессе сварки наплавленным металлом. По мере плавления электрода 2 и подъема уровня ванны жидкий шлак вытекает из плавильного пространства через зазоры между кромкамн сопрягаемых элементов и кристаллизуется на поверхности формы (кристаллизатора) 3, заполняя зазоры между ним и боковыми поверхностями свариваемых элементов.
Закристаллизовавшийся шлак уплотняет плавнлыюе пространство, предупреждая вытекание наилавленного металла.
Предмет изобретения
Способ образования соединительного узла пространственно расположенных стержней по авт. св. N° 224770, отличающийся тем, что, с целью повышения качества сварного соединения и производительности путем предупреждения зашлаковок иутем вытекания шлака из плавильного пространетва, части формы, расположенные между стыкуемыми стержня.ми, устанавливают с зазород относительно боковых поверхностей концов сварнваемых стержней н охлаждают.